
国際特許分類[B65D8/08]の内容
処理操作;運輸 (1,245,546) | 運搬;包装;貯蔵;薄板状または線条材料の取扱い (154,615) | 物品または材料の保管または輸送用の容器,例.袋,樽,瓶,箱,缶,カートン,クレート,ドラム缶,つぼ,タンク,ホッパー,運送コンテナ;付属品,閉蓋具,またはその取付け;包装要素;包装体 (75,914) | 全体又は主要部が金属,プラスチック,木またはそれらの代用品で作られた,剛性または本質的に剛性の2以上の構成要素を相互に連結するかまたは合体させることにより形成される1つの曲断面をもつ容器 (612) | 壁構造または壁間の連結に特徴のあるもの (521) | 補強もしくは強化部分または部材 (17)
国際特許分類[B65D8/08]の下位に属する分類
小割り板,帯材,ストリップまたは付属品
国際特許分類[B65D8/08]に分類される特許
1 - 10 / 17
耐圧容器
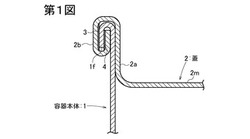
【課題】容器本体のフランジと蓋とを巻き締めしてなる耐圧容器において、該フランジの耐久性を向上させる。
【解決手段】耐圧容器は、底部が閉じ、上部が開放した有底円筒状の容器本体1の上部の開口部に蓋2が二重巻き締めにより固着され、第1のシール剤3及び第2のシール剤4でシールされたものである。容器本体1はPET製であり、蓋2はアルミニウム製である。容器本体1のフランジ1fの蓋2との重なり面に金属製の被覆層9を設けてある。内環部2bの下面に第1のシール剤3を塗布すると共に、フランジ1fの下面に第2のシール剤3を塗布し、二重巻き締めする。
(もっと読む)
エンボス溶接缶

【課題】 缶胴部に所定の凹模様又は凹凸模様をエンボス加工した場合であっても、適切な位置にエンボス加工が施されることによってパネリング強度の低下が防がれた、パネリング強度の良好なエンボス溶接缶を提供する。
【解決手段】 溶接部分を基準とした円周方向への特定の角度の範囲内となる位置にエンボス加工を施すことによって、エンボス形成による溶接缶のパネリング強度の低下を効果的に抑えることができ、パネリング強度の良好なエンボス溶接缶が得られる。
(もっと読む)
缶体
【課題】凹凸形状および配置を工夫することにより各種強度特性をバランスよく高めることができ、缶胴の薄肉化による軽量化を確実に実現することができる缶体を提供すること。
【解決手段】凸部5および凹部6が交互の市松状に配置されているので、缶胴2に作用する外力に対して凸部5と凹部6とが幾何学的に作用し、その立体効果によって缶胴2の剛性が高まり変形しにくくできるとともに、パネリング強度やレオメータ強度等の強度特性を向上させることができる。また、筒状の缶胴2の基準面に沿った平坦面を形成しているので、缶胴2の外表面に施される印刷面の外観性を確保しながら、缶胴2の板厚を薄肉化し、缶体1の軽量化および省資源化を実現することができる。
(もっと読む)
シームレス缶体
【課題】薄肉缶であっても安定して缶底の中央パネルの平坦度を保つことができ、耐圧性、成形性及び内圧検査特性に優れたシームレス缶体を提供する。
【解決手段】缶外方に凸となっている接地リム部と該接地リム部の内側に隣接した缶内方に凸となっている環状凹部、更に該環状凹部の内周側からコーナー部を介して連続する中央パネルが平坦な缶底形状を有するシームレス缶体であって、前記コーナー部の曲率半径R3が1.5mm<R3≦6.0mm、前記環状凹部の深さが1.5mm〜3.0mm未満、及び前記中央パネルの平坦度(BSD)が−0.15〜0.15mmであることを特徴とするシームレス缶体。
(もっと読む)
缶蓋
【課題】金属材料の厚みを減少して金属材料の使用量削減を可能にすると共に耐圧性を向上させ、落下衝撃時等のバックリングによるチャックウォールの亀裂を有効に防止する缶蓋を提供する。
【解決手段】センターパネルの周縁から下方に突出する環状ビード、該環状ビードから上方にチャックウォール及びシーミングパネルが形成され、蓋外径が56乃至63mm、厚みが0.18乃至0.25mmのアルミニウム合金製の缶蓋において、前記環状ビードの下端からシーミングパネルまでの高さ寸法Hが7.0乃至7.6mm、環状ビードの外側壁の高さ寸法hが1.0mm以下であり、前記チャックウォールの軸線に対する角度αが20度を超え30度未満である缶蓋とする。
(もっと読む)
ビード付缶
【課題】缶胴の薄肉化を図りつつ缶に要求される強度特性を向上させたビード付缶を提供する。
【解決手段】円周方向に環状の凹凸ビード20を設けた円筒状の缶胴2と、缶胴2の上下端に設けられた缶蓋3とを備え、凹凸ビード20は、外径部21と内径部22とが連続部23を介して缶高さ方向へ交互に連続されてなり、外径部21及び内径部22は、缶高さ方向に対してそれぞれ略平行とされ、かつ略平坦とされた断面形状であり、さらに外径部21と内径部22の缶高さ方向の幅寸法が略同一とされている。
(もっと読む)
溶接缶体
【課題】表面処理鋼板の板厚を低減しつつ、缶胴の変形を防止でき、所要の表示や装飾等に制限を受けないと共に安定性に優れた溶接缶体を提供する。
【解決手段】溶接缶体1a、1bは、表面処理鋼板を溶接接合した缶胴2と、その両端のフランジ部2aに二重巻締めされた缶蓋3a,3bとを備える。缶胴2は、51〜53mmの直径の未加工部4と、この両端に連設された両加工部5a,5bとを有する。表面処理鋼板は、0.12〜0.16mmの板厚と、400〜530MPaの降伏応力Ypと、5〜30%の伸びElとを有する。缶胴2の全長は96〜106mm、縮径加工部5aと表面加工部5bの間の未加工部4の長さは67〜71mmで、残余を縮径加工部5aと表面加工部5bとの長さの合計とする。
(もっと読む)
角形状缶
【課題】コーナー部分での荷重(偏荷重)に対する耐久性を更に向上させた構造となる角形状缶を提供することである。
【解決手段】略四角形状の筒体となる鋼板にて形成された胴部10の解放する両端それぞれに端板20a、20bを接合し、当該胴部10の各コーナー部18に縦方向に延びる補強ビード15a、15bが形成された角形状缶100であって、前記胴部10を形成する前記鋼板の調質度がT−5である構成となる。各コーナー部18に形成された補強ビード15a、15bと鋼板の硬さ(T−5)とが相俟って、比較的薄い鋼板にて形成される胴部10のコーナー部18での強度の改善が有効に図られる。
(もっと読む)
有底筒状体形状の缶容器本体およびそれに飲料を充填した飲料缶製品
【課題】 缶底部底部30の薄肉化において缶底部の剛性を維持することができ、内圧上昇に伴う自立性を確実に保障することができる底部を備える缶容器本体、およびそれを用いた飲料缶製品を提供する。
【解決手段】 円筒形の側壁と、この側壁に連接して一体的に形成された底部とを有する金属材料からなる有底筒状体形状の缶容器本体であって、前記底部は、下向き外方に湾曲して突出するドーム部と、均等に角度割されたドーム部の複数の周縁箇所をさらに下向き外方に湾曲状に突出させて形成された湾曲支持脚と、を備え、前記底部におけるドーム部の湾曲を規定する曲率半径をR3(mm)とした場合に、前記円筒形の側壁の直径D(mm)との関係で、1.04≦R3/D≦1.67の条件を満たす底部を備えるように構成される。
(もっと読む)
エンボス缶
【課題】シンボルマークや装飾マークのデザイン上の自由度に制約を加えることなしに、パネリング強度を維持することができ、かつ、缶胴の加工工数を増加させることがなく、製造コストの増加の原因となることがないエンボス缶を提供する。
【解決手段】缶胴にシンボルマークや装飾マークをエンボス加工で表現したエンボス缶において、缶胴2にエンボス部4とパネリング補強塑性加工部5とを設ける。
(もっと読む)
1 - 10 / 17
[ Back to top ]