
国際特許分類[C08J9/08]の内容
化学;冶金 (1,075,549) | 有機高分子化合物;その製造または化学的加工;それに基づく組成物 (224,083) | 仕上げ;一般的混合方法;サブクラスC08B,C08C,C08F,C08GまたはC08Hに包含されない後処理 (26,873) | 多孔性または海綿状の物品または物質にするための高分子物質の処理;その後処理 (4,816) | 予め添加された発泡剤によって発生するガスを使用するもの (1,949) | 化学的発泡剤によるもの (496) | 二酸化炭素を生ずるもの (43)
国際特許分類[C08J9/08]に分類される特許
1 - 10 / 43
発泡性液状樹脂組成物および発泡体
【課題】経時的な物性変化や圧縮残留ひずみが抑制された、触感と柔軟性に優れた発泡体を提供する。
【解決手段】ヒドロシリル基当量が30g/mol以上180g/mol未満の硬化剤(A−1)とヒドロシリル基当量が180g/mol以上700g/mol以下の硬化剤(A−2)、少なくとも1個のアルケニル基を有し、主鎖を構成する繰り返し単位がオキシアルキレン系単位からなる重合体(B)、ヒドロシリル化触媒(C)、発泡剤(D)、潤滑剤(E)、分子鎖中に平均して1個未満のアルケニル基を有し、主鎖を構成する繰り返し単位がオキシアルキレン系単位からなる可塑剤(F)からなる発泡性液状樹脂組成物であり、該発泡性液状樹脂組成物中のヒドロシリル基含有量がアルケニル基1モル当り1.1モル以上5.0モル以下である発泡性液状樹脂組成物を発泡させた発泡体。
(もっと読む)
ポリプロピレン系樹脂組成物および射出発泡成形体の製造方法
【課題】 射出発泡成形において問題となるスワールマークが低減し、自動車部品等として好適な剛性と衝撃強度のバランスに優れた、高倍率の発泡成形体を製造するのに好適なポリプロピレン系樹脂組成物、その発泡成形体および発泡体の製造方法を提供する。
【解決手段】 ポリプロピレン系樹脂(A)100重量部対し、ASTM 1238に準拠し、190℃、荷重2.16kgで測定したメルトフローレートが5g/10分以上30g/10分未満、160℃における溶融張力が40mN以上、歪硬化性を有し、JIS K6760に準拠した密度が910kg/m3以上950kg/m3以下のエチレン・α−オレフィン共重合体(B)5〜100重量部及びタルク(C)5〜50重量部からなる混合物100重量部に対し、
少なくとも発泡剤(D)0.3〜2重量部を含んでなるポリプロピレン系樹脂組成物。
(もっと読む)
射出発泡用樹脂組成物、射出発泡成形体及び射出発泡成形体の製造方法
【課題】 内部セルが均一微細であり、高発泡倍率で軽量性に優れていることから、自動車内装材をはじめ、食品包装用容器や家電、建材用途に広く使用できる射出成形発泡用樹脂組成物、それよりなる発泡体及びその製造方法を提供する。
【解決手段】 少なくともポリプロピレン系樹脂、メルトフローレートが1g/10分以上10g/10分未満、溶融張力が150mN以上、歪硬化性を有し、密度が915kg/m3以上970kg/m3以下のポリエチレン系樹脂(A)、並びにアルケニル芳香族化合物単位含有ゴム及び密度が850kg/m3以上910kg/m3以下のエチレン−α−オレフィン系共重合体からなる群より選ばれる少なくとも1種以上の熱可塑性樹脂(B)を含有する樹脂組成物。
(もっと読む)
架橋ポリオレフィン系発泡体の製造方法
【課題】低臭気で発泡後の収縮のない架橋ポリオレフィン系発泡体の製造方法を提供する。
【解決手段】ポリオレフィン系樹脂に発泡剤と架橋剤等を添加混練し、得られた架橋性発泡性組成物を加圧下にて加熱して中間発泡体を生成させる第一工程と、次いで、該中間発泡体を加熱して未分解で残存する発泡剤を分解する第二工程からなる架橋ポリオレフィン系発泡体の製造方法において、ポリオレフィン系樹脂100重量部に炭酸水素ナトリウム5〜20重量部を添加し、第一工程のプレス圧が5〜30kg/cm2、温度が150〜170℃であり、第二工程の温度が第一工程より20℃以上低い、低臭気で発泡後の収縮のない架橋ポリオレフィン系発泡体の製造方法。
(もっと読む)
射出発泡成形用ポリプロピレン系樹脂組成物、及び該樹脂組成物からなる射出発泡成形体
【課題】 低温分解タイプの化学発泡剤を使用してもセル荒れが起こらず、発泡層が均一微細となる射出発泡成形体を提供することである。
【解決手段】 230℃でのメルトフローレートが30g/10分を超えて250g/10分以下、200℃でのメルトテンションが0.3cN以上、かつ、200℃での動的粘弾性測定における角振動数1rad/sでの貯蔵弾性率と損失弾性率の比率である損失正接tanδが6.0以下である、改質ポリプロピレン系樹脂(A)5〜50重量部、および、230℃でのメルトフローレートが15g/10分以上200g/10分以下、メルトテンションが2cN未満である、線状ポリプロピレン系樹脂(B)50〜95重量部、および、ガス発生量曲線における最大ガス発生温度が170℃以上200℃以下であり、該曲線において極大点が一つであることを特徴とする化学発泡剤(C)を含んでなる射出発泡成形用ポリプロピレン系樹脂組成物。
(もっと読む)
木粉樹脂ペレット
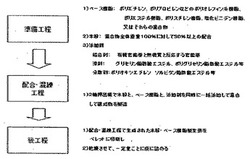
【課題】ベース樹脂としてポリオレフィン系樹脂やポリエステル樹脂に、木粉を混合しても、嵩比重が軽いため、均一に分散し、混練できなかった。
【解決手段】ポリエチレン、ポリプロピレンなどのポリオレフィン系樹脂、ポリエステル樹脂、ポリスチレン樹脂又は、塩化ビ二デン樹脂によるベース樹脂によるベース樹脂に木粉を混ぜ、結合剤、分散剤、滑剤を添加剤として配合し、成形される組成物全体の重量100%に対して50%以上で木粉を溶融混練したこと特徴とする木粉樹脂ペレット。
(もっと読む)
ポリプロピレン系樹脂組成物からなる射出発泡成形体の製造方法
【課題】射出充填性、発泡性に優れ、表面外観の美麗な射出発泡成形体を提供する。
【解決手段】230℃でのメルトフローレートが30g/10分を超えて250g/10分以下、200℃でのメルトテンションが0.3cN以上、かつ、200℃での動的粘弾性測定における角振動数1rad/sでの貯蔵弾性率と損失弾性率の比率である損失正接tanδが6.0以下である、改質ポリプロピレン系樹脂(A)3〜50重量部、および230℃でのメルトフローレートが10g/10分以上150g/10分以下、メルトテンションが2cN未満である、線状ポリプロピレン系樹脂(B)50〜97重量部を含んでなるポリプロピレン系樹脂組成物と発泡剤を射出成形機に供給し、溶融、混練することで得た溶融混練物を射出開始から射出完了まで85℃以上に保持された金型内に射出することを特徴とする発泡成形体の製造方法。
(もっと読む)
ポリスチレン系樹脂積層発泡シート

【課題】熱成形成に優れ従来品よりも軽量で、プリンやヨーグルトのような深絞り容器に成形したとき、実用上十分な剛性を有する容器を得ることのできるポリスチレン系樹脂発泡積層シートを提供する。
【解決手段】下記の(1)〜(3)で規定される気泡を有し、ポリスチレン系樹脂発泡層(A層)2の両面に、グラフトゴム成分を3〜15質量%含有するポリスチレン系非発泡樹脂からなる表面層(B層)1が積層され、前記A層とB層の厚みの比(B/A)が0.3〜1.0であり、シート全体の平均の密度が0.7〜0.9g/cm3で、総厚みが0.3〜1.0mmのポリスチレン系樹脂積層発泡シート。(1)A層の厚み方向の平均径(Rt):40〜70μm(2)A層の引き取り方向の平均径(Rmd):90〜140μm(3)アスペクト比(Rmd/Rt):1.5〜3
(もっと読む)
ポリオレフィン系樹脂発泡体の製造方法
【課題】発泡後に変形を生じることがなく、5倍以上の発泡倍率を有する発泡体を容易に製造することができるポリオレフィン系樹脂発泡体の製造方法を提供する。
【解決手段】ポリオレフィン系樹脂発泡体は、ポリオレフィン系樹脂、加熱時に分解して炭酸ガスと水蒸気とを発生する炭酸水素ナトリウム、及び吸水剤としてアルカリ金属又はアルカリ土類金属の酸化物よりなる原料を混合後加熱し、炭酸水素ナトリウムの分解によって発生する炭酸ガスによりポリオレフィン系樹脂を発泡させることにより製造される。この場合、上記酸化物の含有量は、ポリオレフィン系樹脂100質量部当たり7〜100質量部に設定され、ポリオレフィン系樹脂発泡体の原料の発泡倍率は5〜50倍である。
(もっと読む)
樹脂発泡体
【課題】建材用・家電用・自動車用の断熱材として好適に活用できる断熱性能と環境性能に優れ、かつ、加水分解を抑制した樹脂発泡体を提供する。
【解決手段】孔径分布において2つのピークが存在し、その内の1つのピークが10μm以上500μm以下に存在し、もう1つのピークが0.01μm以上1μm未満に存在する、空隙率(X)が80%以上の樹脂発泡体であり、反応性末端封鎖剤に由来する成分を有するポリエステル系樹脂(以下、反応性末端封鎖剤が添加されたポリエステル系樹脂を、末端封鎖ポリエステル系樹脂という)を含み、樹脂発泡体100質量%中に、末端封鎖ポリエステル系樹脂を70質量%以上99.9質量%以下含むことを特徴とする、樹脂発泡体。
(もっと読む)
1 - 10 / 43
[ Back to top ]