
国際特許分類[C08J9/34]の内容
化学;冶金 (1,075,549) | 有機高分子化合物;その製造または化学的加工;それに基づく組成物 (224,083) | 仕上げ;一般的混合方法;サブクラスC08B,C08C,C08F,C08GまたはC08Hに包含されない後処理 (26,873) | 多孔性または海綿状の物品または物質にするための高分子物質の処理;その後処理 (4,816) | 発泡高分子芯体およびそれより高密度の高分子表面層からなる物品の製造における化学的特徴 (13)
国際特許分類[C08J9/34]に分類される特許
1 - 10 / 13
熱発泡性樹脂組成物、熱発泡性樹脂シート、発泡体およびその製造方法
【課題】低温の加熱で発泡することのできる、熱発泡性樹脂組成物、熱発泡性樹脂シート、発泡体およびその製造方法を提供する。
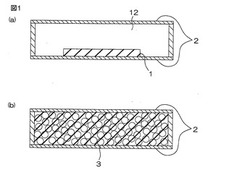
【解決手段】中実の樹脂に発泡剤が含有され、70℃の温水に浸漬して発泡させた後のかさ密度が15〜100g/Lである発泡性樹脂粒子と、樹脂組成物とを含有する、熱発泡性樹脂組成物から形成される熱発泡性樹脂シート1を、加熱により発泡させ、65℃で30分加熱して発泡させた発泡体の密度が、0.05〜0.75g/cm3である。
(もっと読む)
発泡樹脂成形体

【課題】微細な発泡セルを多数有する発泡樹脂成形体を提供する。
【解決手段】本発明の発泡樹脂成形体は、表面がスキン層で形成され、内部が発泡層で形成されている。発泡層には、複数の第1の発泡セル4と、第1の発泡セル4同士の間に形成され、第1の発泡セル4より小さい複数の第2の発泡セル5と、が形成されている。
(もっと読む)
ポリウレタンフォーム成形品及びその製造方法
【課題】振動吸収特性に優れたポリウレタンフォーム成形品及びその製造方法とを提供する。
【解決手段】上型1及び下型2のキャビティ面に、合成樹脂フィルム3,4、又は水溶性離型剤が設けられている。下型2内にウレタン原液を供給した後、上型1を該下型2に装着して型締めを行い、ウレタンを加熱発泡させてポリウレタンフォーム成形品とする。この成形品は、表面の少なくとも一部が表面粗さ2〜20μmの平滑部となっており、該平滑部の通気度が内部の通気度よりも低い。この平滑部には、セル膜が残留している。これにより、自動車用シートパッドの表面の通気度が内部の通気度よりも小さくなり、自動車用シートパッドの内部と外部との間の空気の出入りが制限され、エアダンピング効果が強くなり、シートパッドとして好適な振動吸収特性を有したものとなる。
(もっと読む)
射出発泡樹脂成形品
【課題】射出発泡成形方法で得られ、軽量でリサイクル性に富み、自動車の内装材等として用いた場合においても高い曲げ強度を有する射出発泡樹脂成形品を提供することを目的としている。
【解決手段】発泡層の厚み方向両面に非発泡層が設けられた発泡部を少なくとも備える射出発泡樹脂成形品において、前記発泡部の発泡層が、独立した多数の発泡セルを備え、発泡層を厚み方向に三等分に分割したとき、発泡層の中央に位置する分割部の密度が前記非発泡層の0.1倍以上0.3倍以下で、残りの分割部の密度が前記非発泡層の0.33倍以上 0.5倍以下であるとともに、前記発泡部全体の密度が非発泡層の0.28倍以上 0.56倍以下であることを特徴としている。
(もっと読む)
選択透過性のためのナノチューブが埋め込まれた膜
サイズ排除によるろ過用の膜が、ポリマーマトリックス中に埋め込まれた開放末端ナノチューブから形成される。このマトリックスは、その厚さが、ナノチューブの平均長さよりも実質的に小さく、ナノチューブがマトリックスを通してランダムに配向することを可能にしており、一方で、分子種または粒子の大きさに基づく選択的な通過のための、この膜を通して伸びる経路を与える。  (もっと読む)
(もっと読む)
部分発泡共射出成形体の製造方法及び部分発泡共射出成形体
【課題】微細かつ均一な大きさの発泡セルが分布している発泡樹脂層と共に、発泡セルが分布していない非発泡樹脂層とを有する多層構造を有しており、しかも非発泡樹脂層の厚み等の制限がなく、設計の自由度の高い部分発泡成形体を製造する方法を提供する。
【解決手段】発泡剤が溶解した発泡性樹脂と発泡剤が溶解していない非発泡性樹脂とを用意する工程;前記発泡性樹脂及び非発泡性樹脂を、少なくとも発泡性樹脂については、保圧をかけて発泡を抑制しながら、逐次または同時射出して冷却固化することにより、発泡性樹脂層と非発泡性樹脂層とを有する多層一次成形体を成形する共射出工程;前記多層一次成形体を加熱して発泡性樹脂を発泡させることにより、発泡性樹脂層を発泡樹脂層とする発泡工程;を含む。
(もっと読む)
複合半透膜の製造方法
【課題】 高い溶質除去性と高い水透過性を有し、かつ高い耐久性を有する複合半透膜を製造する。同時に、高い生産性を簡便かつ安全な方法によって実現しうる複合半透膜を製造する。
【解決手段】 微多孔性支持膜上に、多官能アミンと多官能酸ハロゲン化物とを重縮合させてなるポリアミド分離機能層を形成させることにより複合半透膜を製造した後、50℃以上の洗浄水で洗浄処理し、次いで、pH7以下の中性もしくは酸性条件下でペルオキソ硫酸化合物で処理を行うことにより、膜性能を改善する。
(もっと読む)
発泡成形体の製造方法及び発泡成形体
【課題】発泡成形体に皺が発生したり、変形するのを有効に抑制することのできる発泡成形体の製造方法及び発泡成形体を提供する。
【解決手段】熱可塑性樹脂を含む溶融した所定の成形材料により成形体1を成形し、成形体1に不活性ガスを加圧下で含浸させて圧力を急激に開放し、成形体1を複数の断熱材2で被覆した状態で加熱した金型3にインサートするとともに、金型3を加熱して発泡成形体を発泡成形し、発泡成形体を金型3から取り出して直ちに冷却し、その後、発泡成形体を熱可塑性樹脂のガラス転移点(Tg)〜融点未満の温度で加熱して結晶化を促進する。成形体1を一対の断熱材2間に挟んだ状態で金型3にインサートして加熱するので、成形体1を金型3に間接的かつ略均一に接触させることができ、発泡成形体の表裏面に多数の皺や凸凹が発生したり、変形することがない。
(もっと読む)
フィルタカートリッジ
【課題】異物を含有する流体から、濾過の運転圧力を上昇させずに、異物を容易に除去できるフィルタカートリッジが提供する。
【解決手段】プリーツ化されたフィルタパック10を備え、フィルタパック10が孔径が互いに異なる濾過媒体を複数層有し、少なくとも一つの前記濾過媒体は親水性の濾過媒体で、親水性の濾過媒体が非対称構造を有し、濾過の運転圧力を低減しつつ、異物の含有量が少ない流体を得るフィルタカートリッジとなる。
(もっと読む)
コアバック型射出発泡成形用熱可塑性エラストマー組成物を用いた射出発泡成形方法
【課題】気泡の形状及びセル径が均一で、独立気泡性が高く、圧縮永久歪みが小さく、良好な外観を有する発泡成形品が得られる射出発泡成形方法を提供する。
【解決手段】本発明の射出発泡成形方法は、エチレン・α−オレフィン系共重合体と、結晶性ポリエチレン系樹脂と、を含み、該エチレン・α−オレフィン系共重合体からなるマトリックス中において、該結晶性ポリエチレン系樹脂が3次元網目構造を構成している熱可塑性エラストマー、発泡剤、及び造核剤を含有し、上記熱可塑性エラストマーの温度230℃、荷重10kgにおけるメルトフローレートが5g/10分以上であり、且つ210℃、引き取り速度2m/分における溶融張力が3.0gf以上である組成物を金型内キャビティ空間に射出し、その後、0.05〜0.4mm/秒の型開速度をもって金型を開くことにより該キャビティ空間を拡大して発泡させる。
(もっと読む)
1 - 10 / 13
[ Back to top ]