
国際特許分類[C22C38/00]の内容
化学;冶金 (1,075,549) | 冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理 (53,456) | 合金 (38,126) | 鉄合金,例.合金鋼 (19,815)
国際特許分類[C22C38/00]の下位に属する分類
けい素を含有するもの (101)
マンガンを含有するもの (453)
アルミニウムを含有するもの (1,150)
ニッケルを含有するもの (79)
コバルトを含有するもの (43)
タングステン,タンタル,モリブデン,バナジウムまたはニオブを含有するもの (266)
チタンまたはジルコニウムを含有するもの (1,059)
銅を含有するもの (256)
クロムを含有するもの (6,130)
鉛,セレン,テルル,アンチモンまたは0.04重量%より多く硫黄を含有するもの (1,379)
国際特許分類[C22C38/00]に分類される特許
8,841 - 8,850 / 8,899
冷間成形による建築用低降伏比鋼管の製造法
【目的】 冷間成形により製作された厚み100mm以下、t/D(t:板厚、D:鋼管外径)≦10%でYR≦80%の鋼管の製造法を提供する。
【構成】 重量%でC:0.01〜0.20%、Si:0.5%以下、Mn:0.5〜1.6%、P:0.03%以下、S:0.01%以下、Ti:0.005〜0.025%、Al:0.06%以下、N:0.006%以下を含有した鋼片を900〜1200℃の温度範囲に再加熱して、900℃以下の累積圧下量が30%以上となるように圧延を行った後、750℃以上の温度から直ちに常温まで焼入し、700〜850℃の温度範囲に再加熱、焼入れし、Ac1 変態点以下の温度範囲で焼戻処理を施し、且つ降伏比(YR)≦80−0.8×t/Dに制御した鋼板を用いてt/D≦10%の範囲で冷間成形により鋼管を製作することにより厚み100mm以下の低降伏比鋼管が製造できる。
(もっと読む)
冷間成形による建築用低降伏比鋼管の製造法
【目的】 冷間成形により製作された厚み100mm以下、t/D(t:板厚、D:鋼管外径)≦10%でYR≦80%の鋼管の製造法を提供する。
【構成】 重量%でC:0.01〜0.20%、Si:0.5%以下、Mn:0.5〜1.6%、P:0.03%以下、S:0.01%以下、Ti:0.005〜0.025%、Al:0.06%以下、N:0.006%以下を含有した鋼片を900〜1200℃の温度範囲に再加熱して、950℃以下の累積圧下量が30%以上かつ圧延温度がAr3 +120℃以下Ar3 −20℃以上となるように圧延を行った後、鋼板をAr3 −20℃〜Ar3 −100℃まで空冷し、続いてこの温度から200℃以下まで焼入し、Ac1 変態点以下温度範囲で焼戻処理を施し、且つ降伏比(YR)≦80−0.8×t/Dに制御した鋼板を用いてt/D≦10%の範囲で冷間成形により鋼管を製作することにより、厚み100mm以下の低降伏比鋼管が製造できる。
(もっと読む)
磁気鉄損の優れた高磁束密度方向性珪素鋼板およびその製造法
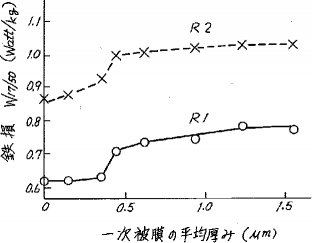
【目的】 一次被膜の良好な高磁束密度低鉄損の方向性珪素鋼板およびその製造法を提供する。
【構成】 Si:1〜7%、P:0.03〜0.15%を含み、鋼板表面に最大部の深さの平均が2〜50μmの溝を、鋼板の圧延の長手方向から、45〜90度の方向に有し、平均二次再結晶断面粒径D(mm)の20%以下の断面粒径を有する微細結晶粒を総面積比率で15%以下を有し、かつ溝ピッチP0(mm)に対してP0 /Dが0.02〜2であり、かつフォルステライトを主成分とする一次被膜の平均の厚みが0.3μm以下であることを特徴とする磁気鉄損の優れた高磁束密度方向性珪素鋼板。
(もっと読む)
溶接性と脆性亀裂伝播停止性能に優れた厚肉高張力鋼の製造方法

【目的】 低温における脆性亀裂伝播停止性能を有する780MPa 級厚肉鋼材の製法を提供する。
【構成】 C:0.03〜0.08%、Cu:0.5〜2.0%、Ti:0.005〜0.035%、V:0.005〜0.10%、N:0.0030〜0.010%の他Si,Mn,Ni,Mo,Alを基本成分として含有し、選択的にCr,Nb,Caの一種又は二種を含有し、残部鉄及び不可避的不純物からなる鋼を1000〜1200℃に加熱し、900℃以上から水冷し表層部をAr3 点以下に冷却して停止し、該表層部がAc1 点〜Ac3 点に復熱途中で仕上げ圧延を開始し、仕上げ厚に対し圧下率50%以上で圧延し表層部をAc3 点−80℃〜Ac3 点+20℃で圧延終了し、Ar3 点以上より焼入れした後550℃〜Ac1 点で焼戻し処理する。
(もっと読む)
プレス成形性に優れたシャドウマスク用Fe−Ni系合金薄板およびFe−Ni−Co系合金薄板
【目的】 プレス前焼鈍を比較的低温で実施しても優れたプレス成形性を示し、且つ部分的な色ずれも生じにくいシャドウマスク用Fe−Ni系およびFe−Ni−Co系合金薄板を得ること
【構成】 低熱膨張係数が得られる所定量のNi、Coを含有し、Si≦0.07wt%、B≦0.0010wt%、O≦0.0030wt%、N<0.0020wt%、残部Feおよび不可避不純物からなり、プレス前焼鈍前における平均オーステナイト結晶粒径が10.5〜15.0μm、オーステナイト結晶粒径の最大値/最小値が1〜15、ビッカース硬さが165〜220で且つ平均オーステナイト結晶粒径との関係で所定の条件を満足し、板表面での結晶面集積度が{111}≦14%、{100}:5〜75%、{110}:5〜40%、{311}≦20%、{331}≦20%、{210}≦20%、{211}≦20%である。
(もっと読む)
冷間成形による建築用低降伏比鋼管の製造法
【目的】 冷間成形により製作された厚み100mm以下、t/D(t:板厚、D:鋼管外径)≦10%でYR≦80%の鋼管の製造法を提供する。
【構成】 重量比でC:0.01〜0.12%、Si:0.5%以下、Mn:0.9〜1.6%、P:0.03%以下、S:0.01%以下、Nb:0.005〜0.05%、Ti:0.005〜0.025%、Al:0.1%以下、N:0.006%以下を含有し、残部が鉄および不可避的不純物からなる鋼を熱間圧延した後空冷あるいは水冷を行い、Ac3 以上の温度に再加熱して焼入あるいは焼入、焼戻再加熱して焼きならしを行った鋼板を、t/D(t:板厚、D:鋼管外径)≦10%の範囲で冷間成形により鋼管を製作し、その後700から850℃の温度範囲に再加熱して焼きならしすることを特徴とする板厚100mm以下、YRが80%以下である建築用低降伏比鋼管の製造法。
(もっと読む)
送電線用融雪合金ならびにその線材およびリング
【目的】 低磁界でも融雪に必要な十分な鉄損が得られ、十分な発熱防止効果を得ることのできる、送電線用融雪合金を提供する。
【構成】 Fe−Si系合金であって、Siを1〜10重量%含み、残部がFeよりなる。
(もっと読む)
放熱性の優れたプリント配線板用銅張積層板およびその製造方法
【目的】 放熱性の優れた高強度のプリント配線板用銅張積層板を提供することを目的とする。
【構成】 表面の銅箔、中心部の樹脂絶縁層および重量%でCu:20〜90%、Al:0.3〜11%、Mn:0.05〜3.0%、Ti:0.005〜3.5%、Cr:0.1〜12%、Mo:0.001〜1.5%、残部主としてFeからなる鉄銅合金薄板をベースとして構成したプリント配線用銅張積層板、および上記合金を溶解、造塊後700〜1000℃で板厚1.0〜8mmの金属板に熱間圧延し、圧下率50〜95%で一次冷間圧延し、450〜1000℃で、焼鈍した後0.05〜5000℃/分の冷却速度で急冷し、圧下率5〜85%で二次冷間圧延し、150〜650℃で時効処理を施してベースを形成し、該ベース上に樹脂絶縁層と銅箔を積層してプリント配線板用銅張積層板を構成する。
(もっと読む)
高強度低合金耐熱鋼の製造方法
【目的】 高温での降伏応力、引張強さおよびクリープ強度に優れ、さらにシャルピー衝撃値を改善した、高強度低合金耐熱鋼の容易な製造方法の提案。
【構成】 Cr: 0.7〜1.2 %、Mo:0.05〜0.30%、V: 0.1〜0.3 %、Al≦0.005 %、N:0.001 〜0.010 %等を含む低合金鋼をオーステナイト化温度以上に加熱したのち、冷却途中のAr3 よりも高い温度からAr1 直上の温度域まで連続熱間加工して細粒鋼を得る。
(もっと読む)
ステンレス鋼ラインパイプの製造方法
【目的】溶接性の優れたマルテンサイト系ステンレス鋼ラインパイプの製造方法の提供。
【構成】重量%で、C :0.02〜0.04%,Si:0.1〜0.3%,Mn:0.3〜1.0%, S :0.005%以下,P :0.020%以下, Cr:12.0〜14.0%,Ni:3.5〜4.5%, Mo:0.75〜1.25%,Cu:0.1〜0.5%, N:0.03〜0.07%、残部Feおよび不可避不純物からなり、下記式(I)
4.0≦Ni+Cu+30(C+N)−1.5×Mo≦5.5 …(I)
を満足するマルテンサイト系ステンレス鋼を鋼管としたのち、900℃〜1000℃でオーステナイト化してから空冷以上の冷却速度で冷却し、ついで600℃以上ACl点温度未満の温度で焼き戻し処理を施してから空冷することを特徴とするステンレス鋼ラインパイプの製造方法。
(もっと読む)
8,841 - 8,850 / 8,899
[ Back to top ]