
国際特許分類[C23C2/02]の内容
化学;冶金 (1,075,549) | 金属質材料への被覆;金属質材料による材料への被覆;化学的表面処理;金属質材料の拡散処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般;金属質材料の防食または鉱皮の抑制一般 (47,648) | 金属質への被覆;金属材料による材料への被覆;表面への拡散,化学的変換または置換による,金属材料の表面処理;真空蒸着,スパッタリング,イオン注入法,または化学蒸着による被覆一般 (43,865) | 形状に影響を及ぼすことのない溶融状態にある被覆材料の適用による溶融メッキまたは溶融浸漬法;そのための装置 (2,793) | 被覆される材料の前処理,例.選択された表面部分を被覆するためのもの (264)
国際特許分類[C23C2/02]に分類される特許
41 - 50 / 264
溶融亜鉛系めっき高張力鋼板の製造法
【課題】Bを添加して耐溶融金属脆化割れ性を付与した高強度鋼種をめっき原板に用いて、めっき密着性に優れた溶融Zn−Al−Mg系合金めっき高張力鋼板を製造する。
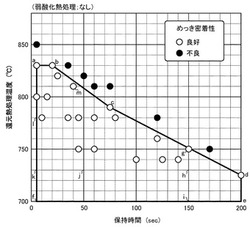
【解決手段】めっき前に行う還元加熱処理の炉内で鋼板表面温度が700℃以上に保持される時間を「保持時間」、当該炉内での鋼板表面の最高到達温度を「還元熱処理温度」と定義するとき、保持時間(sec)をx軸、還元熱処理温度(℃)をy軸とする実数目盛のx−y直交座標系において、図1に示すa(5,830)−b(20,830)−c(75,790)−d(200,725)−e(200,700)−f(5,700)−aを結ぶ直線で囲まれた領域内(境界を含む)の保持時間、還元熱処理温度を満たす条件で還元処理を行い、その後引き続いて溶融Zn−Al−Mg系めっき浴でめっきを行う。
(もっと読む)
高強度溶融亜鉛めっき鋼板およびその製造方法
【課題】Si、Mnを含有する鋼板を母材とし、高加工時の耐めっき剥離性に優れる高強度溶融亜鉛めっき鋼板の製造方法を提供する。
【解決手段】質量%で、C:0.01〜0.18%、Si:0.02〜2.0%、Mn:1.0〜3.0%、Al:0.001〜1.0%、P:0.005〜0.060%、S≦0.01%を含有し、残部がFeおよび不可避的不純物からなる鋼板に対して連続式溶融亜鉛めっき設備において焼鈍および溶融亜鉛めっき処理を施すに際し、加熱過程では、加熱炉内温度:600℃以上A℃以下(A:650≦A≦780)の温度域を雰囲気の露点:−40℃以下で、加熱炉内温度:A℃超えB℃以下(B:800≦B≦900)の温度域を雰囲気の露点:−5℃以上で行う。
(もっと読む)
耐食性に優れたプレス加工用Sn−Znめっき高強度鋼板およびその製造方法

【課題】自動車分野、特に燃料タンク用途に適用可能なプレス成形性を有し、優れた耐二次加工脆性および優れたシーム溶接部低温靭性、更には優れた耐食性を有する340MPa以上の引張強度のSn−Znめっき高強度鋼板およびその製造方法を提供する。
【解決手段】質量%で、C:0.0005〜0.0050%、Si:0.3超〜1.0%、Mn:0.70〜2.0%、P:0.05%以下、Ti:0.010〜0.050%、Nb:0.010〜0.040%、B:0.0005〜0.0030%、S:0.010%以下、Al:0.01〜0.30%、N:0.0010〜0.01%を含有し、残部がFeおよび不可避的不純物からなる成分の熱延鋼板の酸洗時に仕上圧延温度に対応する酸洗時間で酸洗し、Si表面濃度が0.3超〜1.5%以下とした後に、冷延、焼鈍、Sn−Znめっきを施すことを特徴とする。
(もっと読む)
高強度溶融亜鉛めっき鋼板およびその製造方法
【課題】Si、Mnを含有する鋼板を母材とし、高加工時の耐めっき剥離性に優れる高強度溶融亜鉛めっき鋼板の製造方法を提供する。
【解決手段】質量%で、C:0.01〜0.18%、Si:0.02〜2.0%、Mn:1.0〜3.0%、Al:0.001〜1.0%、P:0.005〜0.060%、S≦0.01%を含有し、残部がFeおよび不可避的不純物からなる鋼板に対して連続式溶融亜鉛めっき設備において焼鈍および溶融亜鉛めっき処理を施すに際し、加熱過程では、加熱炉内温度:600℃以上750℃以下の温度域を昇温速度:7℃/s以上で行う。好ましくは、さらに、加熱炉内温度:A℃以上B℃以下(A:600≦A≦780、B:800≦B≦900)の温度域を雰囲気の露点:−5℃以上で行う。
(もっと読む)
高耐食性を有し加工性に優れためっき鋼材と鋼管およびその製造方法
【課題】鋼材表面に溶融亜鉛めっきを施した後、溶融Zn−Al−Mg合金めっきを行う2段めっき方法において、めっき層の構造と下層の厚みを最適化することにより、高耐食性を有し、加工時のめっき密着性に優れた溶融亜鉛めっき鋼材およびその製造方法を提供する。
【解決手段】鋼材の表面に、下層として、0.01〜1.5μmの厚みのFe−Al合金層を有し、その上に、中間層として、質量%で、Al:4〜20%、Fe:0.1〜15%、Mg:0.1〜5%、残部がZnおよび不可避的不純物からなる合金層を有し、さらに、その上に、上層として、質量%で、Al:4〜20%、Mg:0.1〜5%、残部がZnおよび不可避的不純物からなる合金層を形成する。
(もっと読む)
めっき密着性に優れた合金化溶融亜鉛めっき鋼板の製造方法
【課題】素地鋼板に対する合金化溶融亜鉛めっき層の密着性を向上させた合金化溶融亜鉛めっき鋼板の製造方法を提供すること。
【解決手段】本発明に係る合金化溶融亜鉛めっき鋼板の製造方法は、Si:1.0〜3.0%を含有する鋼を熱間圧延した後、600〜800℃で巻取りを行い、70〜90℃で10秒以上酸洗を行なった後、片面当たり付着量3〜8g/m2の鉄系プレめっきを施すことを特徴とするものである。
(もっと読む)
溶融亜鉛系めっき高張力鋼板の製造法
【課題】Bを添加して耐溶融金属脆化割れ性を付与した高強度鋼種をめっき原板に用いて、めっき密着性に優れた溶融Zn−Al−Mg系合金めっき高張力鋼板を製造する。
【解決手段】めっき前に行う還元加熱処理の炉内で鋼板表面温度が700℃以上に保持される時間を「保持時間」、当該炉内での鋼板表面の最高到達温度を「還元熱処理温度」と定義するとき、保持時間(sec)をx軸、還元熱処理温度(℃)をy軸とする実数目盛のx−y直交座標系において、図1に示すA(5,850)−B(25,850)−C(70,810)−D(200,740)−E(200,700)−F(5,700)−Aを結ぶ直線で囲まれた領域内(境界を含む)の保持時間、還元熱処理温度を満たす条件で還元処理を行い、その後引き続いて溶融Zn−Al−Mg系めっき浴でめっきを行う。
(もっと読む)
延性及び穴拡げ性に優れた低降伏比型合金化溶融亜鉛めっき高強度鋼板の製造方法
【課題】延性及び穴拡げ性に優れた合金化溶融亜鉛めっき高強度鋼板の製造方法を提供する。
【解決手段】質量%で,C:0.05〜0.30%,Si:0.5〜2.0%,Mn:1.7〜3.0%,P:0.02%以下,S:0.01%以下,Al:0.005〜1.0%,N:0.001〜0.05%を含み,残部Feおよび不可避的不純物からなる鋼片を,巻取り温度520℃以下として熱間圧延し,酸洗,冷延後,730〜800℃にて焼鈍し,さらに600℃以上から450℃以下まで20℃/秒以上で冷却して,350〜450℃の範囲で120秒以上保持し,冷却,酸洗した後,鋼板の表面層を0.1μm以上研削除去し,Niをプレめっきし,20℃/秒以上の昇温速度で430〜480℃まで加熱後,亜鉛めっき浴中で亜鉛めっきして,470〜560℃で10〜40秒の合金化加熱処理を行う。
(もっと読む)
合金化溶融亜鉛めっき鋼板の製造方法
【課題】工具等へのめっきの凝着を低減すると共に、外観性状が良好で、且つ、めっき密着性を向上させた合金化溶融亜鉛めっき鋼板の製造方法を提供する。
【解決手段】素地鋼板を加熱炉で加熱して素地鋼板の表面に酸化層を形成する第一の工程(a)、前記酸化層を形成した素地鋼板を還元炉で加熱して前記酸化層を還元する第二の工程(b)、溶融亜鉛めっきを施した後、合金化する第三の工程(e)、をこの順で含み、前記第一の工程は、前記加熱炉内の酸素量を0.3体積%以下、水蒸気量を10〜30体積%に制御した雰囲気下にて、前記素地鋼板を45〜120秒で750〜850℃の温度まで加熱するものであり、且つ、前記第一の工程は、7.5〜28℃/秒の昇温速度(X)で450〜600℃の温度まで加熱する加熱前段工程と、0.30X〜0.80Xの昇温速度でさらに750〜850℃の温度まで加熱する加熱後段工程と、を含むめっき鋼板の製造方法。
(もっと読む)
溶融亜鉛鍍金鋼板の製造設備及び製造方法
【課題】鍍金付着量の均一化を図りつつ、シワ状の欠陥発生を抑えることで、製造する溶融亜鉛鍍金鋼板の表面品質を向上可能な溶融亜鉛鍍金鋼板を製造する。
【解決手段】連続して搬送されてくる鋼板20を、連続焼鈍炉5で焼鈍し、続けて溶融亜鉛鍍金浴7に浸漬して鍍金処理を行う。上記連続焼鈍炉5の冷却帯4で、複数のロールを千鳥状に配置してなるレベラ21で、連続して搬送されてくる上記鋼板20に対して曲げ矯正を行う。
(もっと読む)
41 - 50 / 264
[ Back to top ]