
国際特許分類[D01D5/098]の内容
繊維;紙 (81,477) | 天然または人造の糸または繊維;紡績 (11,659) | 人造のフィラメント,より糸,繊維,剛毛,あるいはリボンの製造における機械的な方法または装置 (1,824) | フィラメント,より糸あるいはその類似物の形成 (1,376) | 溶融紡糸方法 (387) | 同時に延伸を行なうもの (28)
国際特許分類[D01D5/098]に分類される特許
21 - 28 / 28
フィラメントのスパンボンド布を製造するための方法および装置
本発明は、切断された繊維から得られるフィラメントが、さらに焼き戻しされ、および/または引っ張られ、そして異なる直径または異なる繊維長を有する、熱可塑性材料からのスパンボンド布を製造するための方法および装置に関する。本発明による、熱可塑性材料のスパンボンド布を製造するための方法は、繊維が製造され、該繊維が破壊されて少なくとも部分的に複数のフィラメントに分割するような様式で、該繊維周囲の気体圧力よりも大きな静水圧が該繊維内部で達せられるようにノズルを通して進められ、該方法は、該フィラメントが焼き戻しされ、そして異なるフィラメント直径および異なるフィラメント長を有する。  (もっと読む)
(もっと読む)
SMS生成物の模様付け
不織物の製造装置及び製造方法。第1のベルト上に不織材料の第1のウェブを形成するためのスパンボンド装置と、第2のベルト上に不織材料の第2のウェブを形成するためのメルトブロー装置とを含む不織物。第2のベルトは第1のベルトの移動方向とは反対に移動し、そして形成後、模様を第1のウェブ上に第2のウェブを堆積させることにより複合スパンボンド及びメルトブローウェブを形成する。 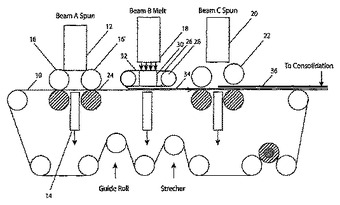 (もっと読む)
(もっと読む)
熱可塑性合成樹脂製のフィラメントから成る不織布ウエブを連続製造する装置

【課題】
より速いフィラメント速度と多いフィラメント装入量で且つ高いフィラメント精緻性ではフィラメントの特性と生じる不織布の特性が可変に且つ適切に調整されることができる装置を提供する。
【解決手段】
熱可塑性合成樹脂製のフィラメントから成る不織布ウエブを連続製造する装置は紡糸ノズル、冷却室、延伸ユニットと不織布ウエブにフィラメントを堆積する堆積装置を備える。この紡糸ノズルは二つ或いはそれ以上の異なる重合体溶融物を供給でき、そして異なる重合体溶融物を集める装置は双成分フィラメント或いは多成分フィラメントが紡糸ノズルの紡糸ノズル開口から流出するという条件付きで設けられる。この冷却室は少なくとも二つの冷却室部分に分割され、それらには双成分フィラメント或いは多成分フィラメントがそれぞれ異なる対流排熱力をもつ処理空気と接触している。
(もっと読む)
微細なスパンボンドフィラメントの製造方法
直径が減少したスパンボンドファイバーのウェブを製造する方法が提供される。スパンボンドファイバーは、単成分ファイバー、対称断面を有する多成分ファイバーまたはこれらの組み合わせであり得る。ファイバーを冷却後、二次延伸工程において再加熱し延伸すると、二次延伸工程において再加熱および延伸しなかったファイバーに比べて平均ファイバー直径が少なくとも5%減少したファイバーが得られる。 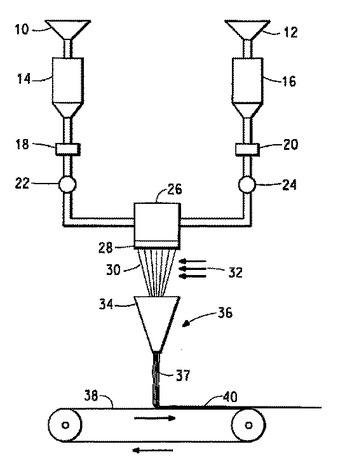 (もっと読む)
(もっと読む)
ポリ(トリメチレンテレフタレート)繊維の製造方法
本発明はポリ(トリメチレンテレフタレート)フィラメント(2)/糸を用いる方法に関する。ポリ(トリメチレンテレフタレート)は少なくとも約26500の数平均分子量と250℃および48.65毎秒剪断速度で少なくとも約350パスカルの溶融粘度とを有する。ポリ(トリメチレンテレフタレート)はフィラメント(2)へ紡糸され、フィラメント(2)は糸へ収束される。フィラメントは1より大きいデニールを有し、糸は210より大きいデニールを有する。 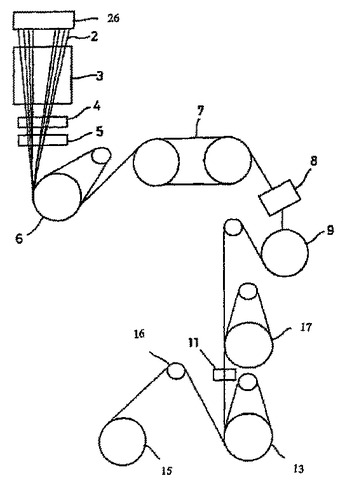 (もっと読む)
(もっと読む)
繊維押出し成形システムにおいて気流を制御するための方法および装置
繊維押出し成形プロセスにおいて気流を制御するための装置は、押し出し成形された繊維が受取られる入口(116)とこの押し出し成形された繊維が排出される出口(122)との間の繊維流れ領域(150)、およびこの繊維流れ領域と別の領域との間の境界を提供する少なくとも1つの表面を備え、ここでこの表面は、空気がこの繊維流れ領域とこの他の領域との間に流れることを許容するアパーチャ(115)を備え、この繊維流れ領域の出口で気流を制御する。この装置は、少なくとも1つのチャンバを備えるハウジングを備え、この表面は、この繊維流れ領域とこのチャンバとの間の境界を形成し、その結果、このアパーチャは、空気がこの繊維流れ領域とこのチャンバとの間に流れることを許容する。 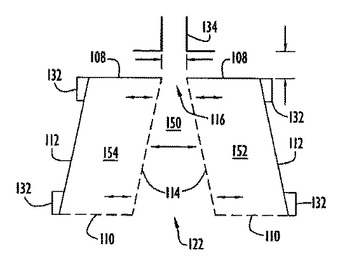 (もっと読む)
(もっと読む)
不織布及びその製造法
織物用ポリエステル繊維

【目的】 高紡糸速度直接延伸方法により製造された繊維であって、従来の低紡糸速度で製造される繊維と同等の条件で製織、後加工のできるポリエステル繊維を提供する。
【構成】 引取速度3000m/分以上で溶融紡糸され、次いで直接延伸されたポリエステル繊維であって、(a)25%≦伸度≦40%、(b)複屈折率≧0.12、(c)熱収縮応力特性値≦0.007g/de・℃、(d)熱収縮応力開始温度≧65℃、(e)熱収縮応力ピーク温度≧130℃、(f)乾熱特性値≧0.1×乾熱温度−7%、(g)6%≦沸水収縮率≦12%、(h)3nm≦結晶サイズ≦6nmを同時に満足するポリエステル繊維。
【効果】 特定の熱収縮応力特性を有するので、従来と同等の条件で製織できる。
(もっと読む)
21 - 28 / 28
[ Back to top ]