
国際特許分類[D07B7/18]の内容
繊維;紙 (81,477) | ロープ;電気的なもの以外のケーブル (1,032) | ロープまたはケーブル一般 (1,032) | ロープまたはケーブル製造機械の細部または付属した補助装置;この機械に関連した補助具 (62) | 補助具 (19) | ロープまたはケーブルを処理または継ぎ合わせるために,構成部分を延展または解ねんさせるためのもの (15)
国際特許分類[D07B7/18]に分類される特許
1 - 10 / 15
ループ状繊維ロープの製造装置及びこの製造装置により製造したループ状繊維ロープ
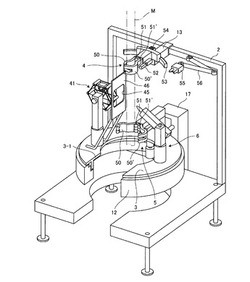
【課題】 接ぎ手順は理解できても熟練者でなければ円滑に接ぎ作業が行えない欠点を有していると共に従来のクロスロープの接ぎ方では、上記の接ぎ作業の手順において接ぎ部分の強度に不安があり長期間の使用によって劣化損傷が早く接ぎ部解舒生起のおそれがあった。
【解決手段】 機枠に配設したテーブルと、テーブルに載置しロープ本体にアイ・スプライスを行うスパイキを保持すると共に、ロープ本体の撚りストランド間に挿通したストランドの端部を強制的に引っ張るためのストランド撚り機構と、垂下状態のロープ本体の上下部分を把持し撚りを弛緩する方向に捩じることができる上下ロープグリップ部と、上下ロープグリップ部の間隔を短縮して把持したロープの撚りを弛緩するグリップ部昇降機構とよりなるループ状繊維ロープの製造装置を提供する
(もっと読む)
撚り線リングおよびその製造方法

【目的】接続箇所が複数箇所に分散した撚り線リングを提供する。
【構成】心線1とその周りに撚り合わされた複数本のストランド2〜7(好ましくは,樹脂被覆したスチールフィラメントを複数本撚り合わせたもの,またはスチールフィラメントを複数本撚り合わせた後に被覆したものを,さらに7本撚り合わせて形成する)とからなり,環状に形成されたものである。心線は両端を有し,それらが突き合わされている。各ストランドもそれぞれ両端を有し,心線の突き合わされた箇所を中心としてその両側にある半数ずつのストランドの端部12,14,16,23,25,27がそれぞれ他方側に延び,かつ他方側の対応するストランド端部と入れ替えて撚り込まれており,この入れ替えて撚り込まれているストランド部分の長さが該中心の両側のそれぞれにおいてストランドごとに異なり,接続点12e,14e,16e,23e,25e,27eが分散している。
(もっと読む)
結び目構造およびその製造方法
【課題】結び目が緩み難く、繊維本来の風合いが保たれた結び目構造を提供する。
【解決手段】高融点重合体と低融点重合体とを含み、内外二層構造を有する繊維構造体にて結び目が形成されており、前記結び目は、結び目を形成した後の低融点重合体の溶融固化によって形態を保持し、かつ前記結び目の表面は、繊維形態を保持していることを特徴とする結び目構造。
(もっと読む)
環状金属コード、無端金属ベルト及び環状金属コードの製造方法
【課題】継続的な繰り返し負荷に対しても撚り緩みが生じず巻き付けた形状を維持することができるとともに、環状径のばらつきを抑制することのできる環状金属コード、無端金属ベルト及び環状金属コードの製造方法を提供する。
【解決手段】環状金属コードC1は、複数本のコア用ストランド材12が撚り合わされたコア用原コード13が解撚され、1本のコア用ストランド材13が、環状にされつつ他のコア用ストランド材12の抜けた螺旋状の空隙部5aに嵌め入れられて環状コア11として形成され、少なくとも6本の側線用ストランド材1が撚り合わされた側線用原コード14を解撚した側線用ストランド材1が、環状コア11の周りに環状に複数周巻き付けられるとともに、他の側線用ストランド材1の抜けた螺旋状の空隙部5に螺旋状に巻き付けられている。
(もっと読む)
環状金属コード、無端金属ベルト及び環状金属コードの製造方法
【課題】継続的な繰り返し負荷に対しても撚り緩みが生じず巻き付けた形状を維持することができる環状金属コード、無端金属ベルト及び環状金属コードの製造方法を提供する。
【解決手段】環状金属コードC1は、少なくとも6本のストランド材1が撚り合わされた原コード20が解撚され、1本のストランド材1が、少なくとも6周回環状にされつつ他のストランド材1の抜けた螺旋状の空隙部5に余長部1eが嵌め入れられて巻き付けられて環状とされ、ストランド材1の環状の巻き付け中心に形成される中空部C1aの内径Diと、ストランド材1の直径Dsとが、Di/Ds≧1.07の関係を満足し、ストランド材1の両端末1a,1bが、合わせて環状の1周分より長く中空部C1aに収容されている。
(もっと読む)
スチールコードの接合方法およびそれにより得られるスチールコード
【課題】溶接による接合の場合のようなコード物性の大幅な低下を生ずることなく、スチールコード端末同士の接合を行うことができるスチールコードの接合方法およびそれにより得られるスチールコードを提供する。
【解決手段】複数本のスチール素線11a,11bの撚り合わせからなる一対のスチールコード1a,1bの端末同士を接合するスチールコードの接合方法である。一対のスチールコード1a,1bの端末におけるスチール素線11a,11bの束の撚り合わせをそれぞれ解して、解された一対のスチール素線11a,11bの束同士を、互いに対向するようにして一体に組み合わせた後、捻回して接合する。
(もっと読む)
環状金属コード、無端金属ベルト及び環状金属コードの製造方法
【課題】継続的な繰り返し負荷に対しても撚り緩みが生じず巻き付けた形状を維持することができる環状金属コード、無端金属ベルト及び環状金属コードの製造方法を提供する。
【解決手段】環状金属コードC1は、少なくとも5本のストランド材1が撚り合わされた原コード20が解撚され、1本のストランド材1が、環状にされつつ他のストランド材1の抜けた螺旋状の空隙部5に、余長部1eが嵌め入れられて巻き付けられて環状とされ、その両端末1a,1bが交差されて互いに巻き付けられた箇所1cがストランド材1の巻き付け中心に形成される中空部C1aに入れられて、さらに両端末1a,1bの余長部が中空部C1aに収容されている。
(もっと読む)
強化用繊維束の接続方法、長繊維強化熱可塑性樹脂ペレットの製造方法及び巻回体
【課題】長繊維強化熱可塑性樹脂ペレットを製造する場合などにその素材とする強化用繊維束に対して、必要とされる接続強度を備えさせ、破断による中断を防止できるようにし、もって長繊維強化熱可塑性樹脂ペレットなどの製造効率を高められるようにする。
【解決手段】先行する強化用繊維束の末端部と巻回体から巻き出した強化用繊維束の先端部とに加圧エアを吹きつけて両方の強化用繊維束をほぐしつつ絡み合わせて接続する方法において、巻回体から巻き出した強化用繊維束の先端部と先行の巻回体の末端部とに含有される集束剤の量を0wt%以上4wt%以下に調整する準備工程を経た後に両方の強化用繊維束を接続する。
(もっと読む)
PC鋼より線の防錆被膜形成方法及びPC鋼より線
【課題】ラインスピードを上げて生産性を向上させてコストダウンを図ること、および均一で良好な被膜を効率よく形成する。
【解決手段】一連のラインでPC鋼より線1の防錆被膜形成方法であって、加熱は合成樹脂粉体塗料を塗装する前の前加熱と合成樹脂粉体塗料の塗装後の後加熱であり、前記前加熱の温度は後加熱の温度より30〜130℃高く設定し、前記樹脂被膜を設定した膜厚にするために、前記合成樹脂粉体塗料の平均粒径を40〜50μmのものを使用し、前記ラインのスピードを5〜10m/minにしたことにより、生産性を向上させてコストダウンが図れるばかりでなく、柔軟性と、コンクリートとの付着強度とを損なわない均一で良好な被膜を効率よく形成することができる。
(もっと読む)
環状金属コード、無端金属ベルト及び環状金属コードの製造方法
【課題】継続的な繰り返し負荷に対しても撚り緩みが生じず巻き付けた形状を維持することができる環状金属コード、無端金属ベルト及び環状金属コードの製造方法を提供する。
【解決手段】環状金属コードC1は、複数のストランド材1,2同士を撚り合わせた金属コード20が解撚されて合計断面積の異なる2つの線材群に分けられ、合計断面積の大きい方のストランド材1の群を再使用線材群3とし、合計断面積の小さい方のストランド材2の群を不使用線材群4として、再使用線材群3の内の1本のストランド材が、複数周回環状にされつつその環状部分1dにおける再使用線材3の内の他のストランド材1及び不使用線材群4の抜けた螺旋状の空隙部5に余長部1eが嵌め入れられて巻き付けられている。
(もっと読む)
1 - 10 / 15
[ Back to top ]