
国際特許分類[G01N21/892]の内容
物理学 (1,541,580) | 測定;試験 (294,940) | 材料の化学的または物理的性質の決定による材料の調査または分析 (128,275) | 光学的手段,すなわち.赤外線,可視光線または紫外線を使用することによる材料の調査または分析 (28,618) | 特殊な応用に特に適合したシステム (7,977) | きず,欠陥,または汚れの存在の調査 (6,670) | 動いている材料,例.紙・織物,の中の (1,103) | 調査されるきず,欠陥,または対象物の特質に特徴付けられるもの (942)
国際特許分類[G01N21/892]の下位に属する分類
ピンホール (51)
透明材料の内部または表面の光学的欠陥,例.歪・表面のきず (71)
織地またはパターン表面,例.織物・木材,の不規性 (21)
国際特許分類[G01N21/892]に分類される特許
171 - 180 / 799
金属の欠陥検出方法及び欠陥検出装置
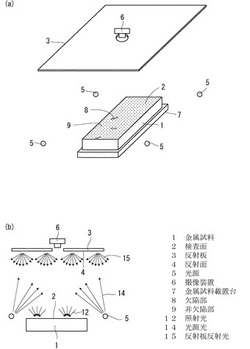
【課題】金属試料の検査面をエッチング処理して欠陥を現出させ、撮像装置によって検査面を撮像することにより欠陥を検出するに際し、検査面撮像画像における非欠陥部の明度を均一かつ明るくすることにより、欠陥部を明瞭に検出することのできる金属の欠陥検出方法及び欠陥検出装置を提供する。
【解決手段】検査面2に対面するように反射板3を配置し、反射板3の検査面2に面する側(反射面4)については拡散反射率kが70%以上であり、検査面2を撮像する撮像装置6を配置し、照明用の光源5を配置して光源5から反射面4に光を照射しつつ、撮像装置6によって検査面2を撮像する。反射面4の大きさを十分な大きさとすることにより、検査面に幅広い方向から光が均等に入射するので、検査面2の非欠陥部9のいずれの部位についても十分な明度が確保される。そのため、欠陥部8を十分なコントラストで撮像することが可能となる。
(もっと読む)
光学フィルム作製用原反フィルム、光学フィルムおよびその製造方法

【課題】マーキングにより欠陥が示された光学フィルム作製用の原反フィルムであって、一旦ロール状に巻き取った場合であっても、枚葉に切り出した光学フィルムを歩留まり良く得ることができる原反フィルム、ならびにこれより作製される光学フィルムおよびその製造方法を提供する。
【解決手段】フィルム幅方向の端部をフィルム長手方向に対して略平行な方向に切断、除去して光学フィルムを作製するための長尺の原反フィルムであって、当該フィルム幅方向の端部における、欠陥が存在する箇所とフィルム長手方向に関して略同じ位置に、欠陥を示すための傷を有する原反フィルム、ならびに、該原反フィルムの傷を有する端部および欠陥が存在する箇所を含む部分を切断、除去することにより作製された光学フィルムおよびその製造方法である。
(もっと読む)
表面欠陥検査装置、表面欠陥検査方法及びプログラム
【課題】幅の広い鋼板を検査する際に高分解能な縞画像を撮像して、微小な表面欠陥を検出すること。
【解決手段】本発明に係る表面欠陥検査装置は、変調された線状のレーザ光を互いに重畳しないように照射する複数のレーザ照射装置と、鋼板によって反射された線状のレーザ光を撮像し、前記鋼板の光切断像を生成する複数の遅延積分型撮像装置とを有する鋼板撮像装置により生成された光切断像から構成される縞画像を利用して、鋼板の表面の凹凸状態を表す複数の形状画像と、鋼板の表面での粗度の相違を表す複数の輝度画像と、を生成する画像生成部と、搬送ラインにおける鋼板の搬送速度に応じて、生成された形状画像及び輝度画像を伸縮させて当該鋼板の搬送速度によらない一定の画像サイズへと変更する画像伸縮処理部と、伸縮後の形状画像を利用して、鋼板の表面に存在する表面欠陥を検出する欠陥検出処理部と、を有する。
(もっと読む)
長尺物品の製造方法、及び、外観検査装置
【課題】長尺物品の外観検査及び修復作業を短時間で効率よく行うことができる長尺物品の製造方法、及び、当該製造方法に好適な外観検査装置を提供する。
【解決手段】連続して延長する長尺物品の製造方法であって、長尺物品の延長方向に搬送される長尺物品の表面を光切断法により撮像して撮像画像を取得する撮像ステップと、撮像画像を延長方向に所定の長さの検査画像に分割する分割ステップとを含み、検査画像は隣接する検査画像と重複する重複部を有し、かつ、当該重複部が予め規定された長尺物品の延長方向のキズ検知基準長さの半分よりも長くなるように分割するようにした。
(もっと読む)
熱可塑性樹脂シートの欠陥検査方法
【課題】
片面(A面)にエンボス又は鏡面、もう一方の面(B面)にピラミッド、プリズム、レンチキュラーのようなレンズ形状(微細凹凸形状)が賦型された熱可塑性樹脂プラスチックを連続成型する際、熱可塑性樹脂シート中の熱可塑性樹脂の炭化物、ホコリ、虫、等の異物や、気泡、傷、賦型不良等の欠陥を精度よく検出する方法が望まれている。
【解決手段】
本発明は前記目的を達成するための第1の実施形態として、片面(A面)にエンボス又は鏡面、もう一方の面(A面)に凹凸パターンが賦型された熱可塑性樹脂シートを連続成型する際、B面から散乱光を照射しA面上部位置で透過光をCCDカメラを使い検知することにより欠陥を検出する熱可塑性樹脂シートの欠陥検査方法を提供する。
(もっと読む)
周期欠点検出方法、装置およびシート状物体の製造方法
【課題】高精度な周期判定を実現する周期判定方法、装置およびシート状物体の製造方法を提供すること。
【解決手段】搬送されるシート状物体に光を照射し、前記シート状物体を介した反射光または透過光を受光し、受光した光に基づいて前記シート状物体の欠点を検出し、前記欠点が周期的に発生する周期欠点か否かを判断する周期欠点検出方法において、前記シート状物体を製造する工程ごとに欠点特徴量範囲を設定し、前記工程ごとにシート幅方向許容範囲、または、シート幅方向許容範囲およびシート搬送方向許容範囲を設定して周期判定することを特徴とする周期欠点検出方法。
(もっと読む)
表面検査装置及び方法
【課題】欠陥検出精度を向上する。
【解決手段】投光器4から出力されたレーザ検査光3は、走査装置6によりフィルム5の幅方向に走査される。走査増倍管演算回路25は、レーザ検査光3の走査に同期して、正透過光3aが入射する光電子増倍管21dを順次演算する。制御部24は、走査増倍管演算回路25で演算された光電子増倍管21dのスイッチ23aをオフにし、その他のスイッチ23aをオンにする。レーザ検査光3は、走査されてフィルム5の欠陥部39に入射すると、正透過光3aと散乱光3bとに分かれる。散乱光3bが入射した光電子増倍管21dから出力された受光信号は、欠陥判定回路37に入力され、正透過光3aが入射した光電子増倍管21dから出力された受光信号は、欠陥判定回路37に入力されない。欠陥判定回路37は、受光信号が入力されたときには、フィルム5表面に欠陥があると判定する。
(もっと読む)
検査システム
【課題】基板内の全ての欠陥に対して複数の閾値によって欠陥画像を処理して欠陥の種類の判別と良否判定を行う事により、顕微鏡による確認作業負荷を削減する事を可能とし、作業効率を向上させる検査システムを提供する。
【解決手段】基板の欠陥不良を検出する検査システムであって、基板の製造工程内あるいは製造後に予め自動欠陥検査装置によって検出された欠陥の欠陥検出情報に基づいて、前記基板を搬送する手段と、前記基板を照明する手段と、前記欠陥を撮像する手段と、前記撮像した欠陥の画像を処理する画像処理手段と、を備え、かつ、前記処理された欠陥画像を複数の閾値で2値化する機能と、前記2値化された欠陥の位置座標から同一欠陥を判別する機能と、前記同一欠陥と判別された欠陥の欠陥種類判別と良否判定する機能と、を備えたことを特徴とする検査システム。
(もっと読む)
丸棒検査装置及び丸棒検査方法
【課題】
レーザ光源と受光センサのみの簡易な装置で容易に極細のパイプ形状を含む丸棒の外周面の疵や汚れ等の表面欠陥を検出することができる丸棒検査装置及び丸棒検査方法を提供することにある。
【解決手段】
パイプ形状を含む丸棒の軸に略垂直に外周面に平行光であるレーザ光を照射するレーザ光源と、丸棒の軸断面視で、丸棒の軸におけるレーザ光の入射方向とのなす角度が90度を超え180度未満になるように設けられた受光センサとを備え、レーザ光の外周面での反射光を受光センサで受光し、受光した光のレベルから外周面を検査することを特徴とする。
(もっと読む)
表面検査装置
【課題】微小点状欠陥の検出を精度良く行うことができる。
【解決手段】リング状の光出射部3Aと、光出射部3Aと鋼板2との間に、光出射部3Aと同心円状で、かつ、光出射部3Aの内径より径の小さい光学的な開口部を有する遮光板3Bとを有したリング照明装置3と、遮光板3Bの開口部の中心線C上に配置され、該開口部を介して鋼板2の表面を撮像する撮像部4と、を備え、撮像部4が撮像する鋼板2表面上の撮像領域Aには、光出射部3Aから照射された光のうち遮光板3Bの開口部縁部で回折した光のみが照射され、光出射部3Aと鋼板2表面との間の距離Hは、撮像領域A内の平均輝度レベルが所定レベル以上で、かつ、撮像領域A内の輝度レベル差が所定範囲内となるように設定される。
(もっと読む)
171 - 180 / 799
[ Back to top ]