
国際特許分類[G01N21/892]の内容
物理学 (1,541,580) | 測定;試験 (294,940) | 材料の化学的または物理的性質の決定による材料の調査または分析 (128,275) | 光学的手段,すなわち.赤外線,可視光線または紫外線を使用することによる材料の調査または分析 (28,618) | 特殊な応用に特に適合したシステム (7,977) | きず,欠陥,または汚れの存在の調査 (6,670) | 動いている材料,例.紙・織物,の中の (1,103) | 調査されるきず,欠陥,または対象物の特質に特徴付けられるもの (942)
国際特許分類[G01N21/892]の下位に属する分類
ピンホール (51)
透明材料の内部または表面の光学的欠陥,例.歪・表面のきず (71)
織地またはパターン表面,例.織物・木材,の不規性 (21)
国際特許分類[G01N21/892]に分類される特許
141 - 150 / 799
反射基材の評価装置、反射基材の評価方法
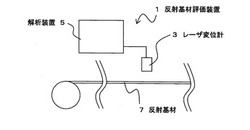
【課題】 反射基材の製造工程においてインラインでも評価可能であり、簡易な方法で確実に輝度ムラの発生原因となる基材表面性状を評価することが可能な反射基材の評価装置および反射基材を提供する。
【解決手段】 レーザ変位計3により反射基材の7の表面形状情報を取得する。次に、得られた凹凸情報をフーリエ変換し、反射基材の表面凹凸形状について、周波数と強度との関係を得る。次に、算出された周波数と強度との関係と、あらかじめ設定された基準データとを比較する。所定範囲の周波数領域において、強度が0.6を超える場合には不合格判定を行い、当該判断領域において0.6を超えるデータがなければ合格判定を行う。
(もっと読む)
近赤外線吸収性能の面分布測定方法、及び近赤外線吸収フィルタの製造方法

【課題】近赤外線吸収性能の面均一性を容易に測定できる、近赤外線吸収性能の面分布測定方法と、この測定方法を利用した近赤外線吸収フィルタの製造方法を提供する。
【解決手段】透明基材シート2上に近赤外線は吸収し且つ可視光は吸収しない近赤外線吸収層3を積層した帯状の近赤外線吸収フィルタ1に対して、搬送させながら、その幅方向TD及び流れ方向MDに亘る所定領域面A毎に、近赤外線光源5からの透過光の面分布を、近赤外線領域に感度を有する二次元イメージセンサ5による二次元画像として撮影し、画像処理装置7で画像処理して、その輝度分布から近赤外線吸収性能の面分布を測定し、ディスプレイ8に表示する。更に、判定基準に従い面分布の不良品と良品とをマーキング等で識別できる様にすると良い。この方法を用いて、近赤外線吸収フィルタを製造する。
(もっと読む)
フィルムの製造方法
【課題】非常に高さが低く長径の大きい表面欠点をも低減できるフィルムの製造方法の提供。
【解決手段】溶融状態の熱可塑性樹脂をシート状に押し出す工程と、それを巻き取る工程および巻き取られたフィルムを良品と不良品とに選別して良品を製品とする工程とからなるフィルムの製造方法であって、少なくとも巻き取られたフィルムの一方の表面に存在する波長100〜400nmの光の干渉によって検知され、且つその長径が基準値以上の表面欠点数を数え、その表面欠点数が基準値以下のフィルムを良品とするフィルムの製造方法。
(もっと読む)
フィルムの検査装置、検査方法及び製造方法
【課題】光透過性フィルムに発生する塗布ムラ欠点を高精度に検査できる検査装置を提供する。
【解決手段】特定波長の単色光を照射する光照射手段と、前記光照射手段からの光に由来する光を反射する光反射手段と、光反射手段で反射された光に由来する光を受光する受光手段と、受光手段で受光した光量の変化を検出する検出手段とを備えた、光透過性フィルムの検査装置、とすることにより、光透過性フィルムに発生する欠点を高精度に検出することができる。
(もっと読む)
画像記録方法および画像記録装置
【課題】簡単な構成で記録画像の品質の検査能力を向上させ、高画質の画像記録を実現することが可能な画像記録技術を提供する。
【解決手段】記録部で画像が記録された直後の記録媒体に対して、ページ信号31および印刷ライン信号32に同期してRGBの各色の照明光を照射して検査画像を取得して記録媒体における記録画像を検査する画像記録装置において、記録媒体の各ページ毎にRGBの照明光の照射順序を変化させ、時分割でチャンネルを分けてカラー画像を得ることに起因する不感帯によって記録媒体の特定のページで色情報が失われてしまうようなケースでも、他ページで検査を行うことで、記録不良を看過することなく、確実に検出可能とし記録媒体における記録不良の検出能力を高める。
(もっと読む)
検査装置及び検査方法
【課題】検査対象物の疵を精度良く検出する。
【解決手段】特徴量算出部43は、検査対象物Hの画像データから、各画素G(i,j)の輝度値P(n,i,j)の標準偏差V(i,j)を求め、求めた標準偏差V(i,j)を用いて輝度値P(n,i,j)を規格化し、規格化輝度値P´(n,i,j)を算出する。特徴量算出部43は、疵が現れていないことが推定される正常領域を全画像データに設定し、設定した領域内の規格化輝度値P´(n,i,j)から検査対象物Hの正常領域の共分散行列Cを算出する。疵情報生成部44は、規格化輝度値P´(n,i,j)と共分散行列Cとのマハラノビス距離d(i,j)を算出し、疵の箇所を示す疵画像を生成する。
(もっと読む)
形状検査装置及び形状検査方法
【課題】良否判定の判定基準を自動設定し検査の効率を高めながら、判定の精度を確保することできる形状検査装置及び形状方法を提供する。
【解決手段】被検査物20の形状を検査する形状検査装置10であって、被検査物20の検査結果を蓄積する蓄積手段と、判定基準に基いて、被検査物20の良否を判定する判定手段と、判定基準を設定する判定基準設定手段とを備えており、判定基準は、あらかじめ入力された算出手順と蓄積手段に蓄積された被検査物20の検査結果とに基いて、判定基準設定手段により自動設定される。
(もっと読む)
表面検査装置及び表面検査方法
【課題】穴欠陥の検出の確実性を高めることができる表面検査装置及び表面検査方法を提供する
【解決手段】被検査物10の穴欠陥を画像処理で検査する表面検査装置1であって、被検査物10を撮像する撮像手段2と、撮像手段2が撮像した撮像画像を2値化する2値化手段と、被検査物10の穴欠陥の有無を判定する判定手段とを備えており、2値化手段は、設定に応じて変化する各輝度値を基準として2値化画像を算出し、判定手段は、異なる輝度値で2値化した複数の2値化画像に基いて穴欠陥の有無を判定する。
(もっと読む)
ロール疵起因ロールの特定方法
【課題】ロール疵発生時にロール疵の起因となっているロールを短時間に特定できると共に、高精度のロール疵判定ができる、ロール疵起因ロールの特定方法を提供することを課題とする。
【解決手段】複数のスタンドで構成される仕上圧延機を有する熱間圧延ラインにおいて、仕上圧延ロールが起因で鋼板表面に周期的に発生するロール疵を検出し、検出したロール疵の起因であるロールを特定する、ロール疵起因ロールの特定方法であって、ロール疵発生条件ステップと、表面疵の検知ステップと、疵の発生ピッチ演算ステップと、出側疵周期と発生ピッチとを比較する比較ステップと、一致する出側疵周期があれば、その圧延ロールを検出したロール疵の起因ロールであると特定する起因ロールの特定ステップと、一致する出側疵周期がなければ、検出したロール疵は非ロール疵であると判定する非ロール疵判定ステップとを有する。
(もっと読む)
鋼板の外観検査方法および装置
【課題】高精度な材質予測を実現し、鋼材の品質管理、製品設計、制御装置の開発に用いることができる鋼材の材質予測装置を提供することを課題とする。
【解決手段】鋼板表面の欠陥を自動検出する表面検査装置を設置した工程の下工程における目視検査を助けるための鋼板の外観検査装置であって、表面検査装置からの欠陥検出情報に基き、下工程通板時におけるコイル先端からの欠陥位置を演算する、トラッキング演算装置と、欠陥位置演算結果に基いて、検出した欠陥が下工程の目視検査位置に達する際に、ライン速度を目視しやすい速度まで減速または停止する、再検ライン速度制御装置と、を具備する。
(もっと読む)
141 - 150 / 799
[ Back to top ]