
国際特許分類[G01N21/892]の内容
物理学 (1,541,580) | 測定;試験 (294,940) | 材料の化学的または物理的性質の決定による材料の調査または分析 (128,275) | 光学的手段,すなわち.赤外線,可視光線または紫外線を使用することによる材料の調査または分析 (28,618) | 特殊な応用に特に適合したシステム (7,977) | きず,欠陥,または汚れの存在の調査 (6,670) | 動いている材料,例.紙・織物,の中の (1,103) | 調査されるきず,欠陥,または対象物の特質に特徴付けられるもの (942)
国際特許分類[G01N21/892]の下位に属する分類
ピンホール (51)
透明材料の内部または表面の光学的欠陥,例.歪・表面のきず (71)
織地またはパターン表面,例.織物・木材,の不規性 (21)
国際特許分類[G01N21/892]に分類される特許
111 - 120 / 799
外観検査装置及び外観検査方法
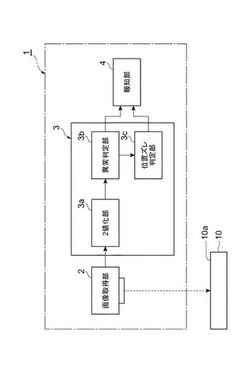
【課題】物体の外観異常を容易に検査する。
【解決手段】外観検査装置1は、物体10の画像を取得する画像取得部2と、画像に二値化処理を施して二値化画像を取得する二値化部3aと、二値化画像に基づき物体10の外観異常の有無を判定する異常判定部3bと、を備えている。異常判定部3cは、二値化画像におけるX方向に並ぶ複数の画素ごとにおいてX方向存在量とX方向変化量とをそれぞれ算出すると共に、二値化画像におけるY方向に並ぶ複数の画素ごとにおいてY方向存在量とY方向変化量とをそれぞれ算出し、そして、複数のX方向存在量の総和、複数のX方向変化量の総和、複数のY方向存在量の総和、及び複数のY方向変化量の総和のそれぞれが、予め設定されたX方向存在量基準値、X方向変化量基準値、Y方向存在量基準値、及びY方向変化量基準値のそれぞれに対し不一致の場合、外観異常が有ると判定する。
(もっと読む)
シート材の方向検出方法及び装置、並びにシート材の切断方法、欠陥検査方法及びプリント方法

【課題】シート材に形成されたレンチキュラレンズの傾き方向と角度とを検出する。
【課題を解決するための手段】多数のレンズ14が表面に形成されたウエブ11に対して、その垂直方向から幅広にしたスポット光SPを照射する。ウエブ11から下方に離れ、またスポット光SPの光軸SPLから搬送幅方向に離してラインセンサ22を配置してある。このラインセンサ22により、搬送幅方向に対する屈折光TPのずれを直線方向のずれとして検出する。この検出結果に基づいて、スポット光SPの光軸回りに回転した屈折光TPの傾き方向,角度θを判定部23によって特定し、その特定した傾き方向,角度θをレンズの傾き方向,角度θとする。
(もっと読む)
マーキング信号制御方法
【課題】ウェブ状の基材に印刷された印刷物に、複数の欠陥検査装置により検出された欠陥の欠陥検出信号によりマーキングを行うためのマーキング信号制御方法であって、複数の欠陥検出信号に対するマーキング信号の出力制御を行い、各々の欠陥検出信号に対し、マーキングを区別できるようにした、マーキング信号制御方法を提供する。
を課題とする。
【解決手段】各々の欠陥検出信号から、マーキング信号およびマーキング識別信号を生成し、マーキング信号およびマーキング識別信号に応じて、ウェブ状基材の幅方向にマーキング位置を特定してマーキングすることを特徴とする。
(もっと読む)
レンズシートの欠陥検査装置、欠陥検査方法及び製造装置
【課題】レンズシート表面の局所的な歪み等の欠陥を精度良く検出する。
【解決手段】レンチキュラーレンズが複数配列されたレンズシート12に照明光を照射する光源装置21と、エリア31について、レンズシート12を透過した照明光のエッジ32を撮像して第1画像を取得する第1撮像装置22と、第1画像に基づいて、レンズシート12とエッジ32の相対的な角度に対応するデータとしてシャープネスを算出するシャープネス算出部17と、算出されたシャープネスに応じて、レンズシート12とエッジ32の相対的な角度を調節する検査位置制御部18と、レンズシート12上から合焦点がずらされたデフォーカス状態で前記レンズシートの全幅にわたってエッジ32を撮像して第2画像を取得する第2撮像装置23と、第2画像に基づいて、レンズシート12の欠陥を検出する欠陥検出部19と、を備える。
(もっと読む)
シート材端部の観察評価装置及び方法
【課題】 高価な位置検出器を取り付けることなく、シート材端部の観察画像が常に最適状態にある観察装置及び方法、並びに、観察画像を用いた評価結果にばらつきが生じることを防ぐことができる観察評価装置及び方法を提供する。
【解決手段】 連続搬送されるシート材端部を第1及び第2の観察手段を用いて観察評価する装置及び方法において、
第1の観察手段は、シート材の幅方向端部を視野に含み、厚み方向にシート材端部との距離が変更可能な第1の観察手段位置変更機構に取り付けられ、
第2の観察手段は、シート材の厚み方向端部を視野に含み、幅方向にシート材端部との距離が変更可能な第2の観察手段位置変更機構に取り付けられており、
第1及び第2の観察手段での観察情報に基づき、シート材の幅及び厚み方向端部の位置を検出し、第1及び第2の観察手段位置変更機構を制御することを特徴とするシート材端部の観察評価装置及び方法である。
(もっと読む)
丸棒検査装置
【課題】
丸棒の外周面の疵や汚れ等を検出すると共に、その種類を判別することが可能な丸棒検査装置を提供することにある。
【解決手段】
パイプ形状を含む丸棒の外周面の疵や汚れ等の表面欠陥を検査する丸棒検査装置において、丸棒の軸の方向から、軸から所定の仰角を有して丸棒の外周面の検査点にレーザ光を照射するレーザ光源と、丸棒の検査点で反射した反射レーザ光を受光する受光センサとを備え、反射レーザ光を受光センサで受光し、受光した光の状態から外周面を検査することを特徴とする。
(もっと読む)
表面検査装置のシェーディング補正方法
【課題】シェーディングの状態や、その雑音成分が変化しても、リアルタイムにシェーディング補正が可能な表面検査装置のシェーディング補正方法を提供することを目的とする。
【解決手段】予め記憶された前回走査時までの走査検出信号で生成した第1のシェーディング補正信号s8を元にして閾値信号s3、s4を生成し、今回の走査時の走査検出信号s1に含まれる欠陥部に対応する位置の信号値を第1のシェーディング補正信号s8で置換してアルタイムに補正走査信号s6を求め、今回の走査時の走査検出信号を正規化するようにしたことを特徴とする表面検査装置のシェーディング補正方法。
(もっと読む)
圧着ハガキ検査装置
【課題】 圧着ハガキの角折れに対し、浮き上がり量の小さいものや内側に折れ込んだものでも検出可能とする圧着ハガキ検査装置を提供することを課題とする。
【解決手段】 圧着ハガキ検査装置30は、検査対象である圧着ハガキ10に記録された識別コード14を読み取るコード読取器31、圧着ハガキ10の角部の所定の検査領域を撮像する画像取込カメラ32、同装置全体を制御し圧着ハガキ10の良否を判定する検査制御部33を持ち、検査制御部33は、画像取込カメラ32から取り込まれた検査画像と、予め取り込まれた参照画像とを比較することにより、圧着ハガキの角部に生じる角折れを検出する。
(もっと読む)
鋳造品の検査方法
【課題】高温状態にある鋳造品の検査を行うことができる鋳造品の検査方法を提供する。
【解決手段】鋳造品の検査方法であって、鋳造品表面において熱放射赤外線比率が基準値よりも高い高放射領域(擬似黒体部)の赤外線強度を検出するとともに、鋳造品表面において検査対象として定められた検査領域の赤外線強度を検出するステップ(S2、S4)と、検査領域の赤外線強度と高放射領域の赤外線強度との比率(熱放射赤外線比率)を算出するステップ(S6)を有している。
(もっと読む)
表面欠陥検査装置
【課題】金属帯の幅方向に配列された複数台の撮像装置に故障などの異常が生じたことを正確に検出して表面欠陥の見逃し等を防止することのできる表面欠陥検査装置を提供する。
【解決手段】表面欠陥検査装置2は、撮像装置3〜6と、その撮像領域に照明光を照射する照明装置7と、撮像装置により撮像された画像を記憶する画像メモリ9と、画像メモリに記憶された画像を画像処理して金属帯1の表面欠陥を検出する欠陥検出装置10とを備え、さらに、画像メモリに記憶された画像から金属帯のエッジを検出するエッジ検出部16と、検出されたエッジから金属帯の板幅を算出する板幅算出部17と、撮像装置から出力された画像信号の平均輝度レベルを算出する平均輝度算出部18と、算出された板幅を金属帯の真の板幅情報と比較すると共に算出された平均輝度レベルを閾値レベルと比較して撮像装置3〜6の異常を判断する異常判断部19とを有してなる異常検出装置15を備えている。
(もっと読む)
111 - 120 / 799
[ Back to top ]