
トンネル覆工用内面被覆セグメントの製造方法及びそのための型枠装置
【課題】内面被覆セグメント製造に当たり、樹脂系シートの固定を省力的に行い得るようにするとともに、全面に亘って均等に保持し得るようにする。
【解決手段】セグメント用型枠装置1のセグメント内面に対応する型枠面に樹脂系シート21を固定し、型枠内にコンクリートを打設することによりトンネル覆工用内面被覆セグメントSを製造する方法において、前記セグメント内面に対応する型枠面2Aに多数の開孔2a、2a…を形成するとともに、前記型枠面2Aの裏側に真空度を調整可能な真空チャンバ5を形成し、前記真空チャンバ5内を所定の負圧状態とすることにより前記樹脂系シート21を吸引力によって固定した状態で型枠内にコンクリートを打設する。
【解決手段】セグメント用型枠装置1のセグメント内面に対応する型枠面に樹脂系シート21を固定し、型枠内にコンクリートを打設することによりトンネル覆工用内面被覆セグメントSを製造する方法において、前記セグメント内面に対応する型枠面2Aに多数の開孔2a、2a…を形成するとともに、前記型枠面2Aの裏側に真空度を調整可能な真空チャンバ5を形成し、前記真空チャンバ5内を所定の負圧状態とすることにより前記樹脂系シート21を吸引力によって固定した状態で型枠内にコンクリートを打設する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、内面を樹脂系シートで一体的に被覆したトンネル覆工用セグメントの製造方法及びそのための型枠装置に関する。
【背景技術】
【0002】
都市トンネルでは、所謂シールド工法によって多くのトンネルが構築されている。このシールド工法は、シールド機で掘削を行いながら、該シールド機のスキンプレート後方部内で、断面円弧状等のセグメントを周方向に組み立てるとともに、組立済みのセグメントにトンネル軸方向に接続し、順次、トンネルを構築するトンネル工法である。
【0003】
この工法によるトンネル種別の内、特に下水道トンネルの場合は、管渠内で発生する硫化水素に原因してコンクリートに腐食が発生する問題があり、この腐食に対処するためにセグメントの内面をFRP、高密度ポリエチレン、ポリプロピレン等の樹脂系材料によって被覆することが行われている。
【0004】
セグメント内面を被覆する方法としては、シールドトンネル構築後に、内面に樹脂系材料を貼り付けたり、吹き付けたり、樹脂パネルをボルト等によって取り付ける方法が採用されていたが、これらの方法の場合は現場作業が多くなり、工期が長期化する、労力コストが嵩むなどの問題があった。
【0005】
そこで近年は、樹脂系材料からなるシートをセグメントの内面に予め一体化させておく内面被覆セグメントが提案されている(下記特許文献1〜3等参照)。この内面被覆セグメントは、予め、セグメント成型用型枠の底面に樹脂系シートを例えば両面テープ等で固定した後、継手や鉄筋を組み付け、コンクリートを打設する手順によって製造されるものである。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平10−159492号公報
【特許文献2】特開平11−117693号公報
【特許文献3】特開2004−11169号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、前記樹脂系シートを両面テープ等で固定する方法の場合は、両面テープの固定作業及び剥離作業に多くの時間と手間が掛かり、作業が効率化しないなどの問題があった。また、全面接着は実質的に不可能であり、要所を両面テープで止めることになるが、ズレが生じたり、両面テープの中間で徐々に生じた歪みがある箇所でシワとなって表出することがあるなどの問題があった。
【0008】
そこで本発明の主たる課題は、内面被覆セグメント製造に当たり、樹脂系シートの固定を省力的に行い得るようにするとともに、全面に亘って均等に保持し得るようにしたトンネル覆工用内面被覆セグメントの製造方法及びそのための型枠装置を提案することにある。
【課題を解決するための手段】
【0009】
前記課題を解決するために請求項1に係る本発明として、セグメント用型枠装置のセグメント内面に対応する型枠面に樹脂系シートを固定し、型枠内にコンクリートを打設することにより前記樹脂系シートが一体化されたトンネル覆工用内面被覆セグメントを製造する方法において、
前記セグメント内面に対応する型枠面に多数の開孔を形成するとともに、前記型枠面の裏側に真空度を調整可能な真空チャンバを形成し、前記真空チャンバ内を所定の負圧状態とすることにより前記樹脂系シートを吸引力によって固定した状態で型枠内にコンクリートを打設することを特徴とするトンネル覆工用内面被覆セグメントの製造方法が提供される。
【0010】
上記請求項1記載の発明では、セグメント内面に対応する型枠面に多数の開孔を形成するとともに、前記型枠面の裏側に真空度を調整可能な真空チャンバを形成し、前記真空チャンバ内を所定の負圧状態とすることにより前記樹脂系シートを吸引力によって固定するようにした。従って、樹脂系シートを省力的かつ確実に型枠面に対し固定できるようになる。
【0011】
請求項2に係る本発明として、円弧状型枠面を有する底版型枠と、この底版型枠の周方向端部から起立した起立型枠面を有する端面型枠と、底版型枠の側部から起立した起立型枠面を有する側面型枠とを備えたセグメント用型枠装置において、
前記底版型枠の円弧状型枠面に多数の開孔を形成するとともに、裏面側に真空チャンバを形成し、この真空チャンバに1又は複数のエア抜き管を連結するとともに、このエア抜き管を真空ポンプに接続し、前記エア抜き管の中間に開閉バルブを設けたことを特徴とするセグメント用型枠装置が提供される。
【0012】
請求項3に係る本発明として、前記底版型枠の周縁部において、前記端面型枠及び/又は側面型枠との挟持によって前記樹脂系シートの周縁を保持する周縁保持部を有する請求項2記載のセグメント用型枠装置が提供される。
【0013】
上記請求項3記載の発明は、底版型枠の周縁部において、前記端面型枠及び/又は側面型枠との挟持によって前記樹脂系シートの周縁を保持する周縁保持部を有するようしたものである。これに樹脂系シートの端縁部のめくれや折返し等の不具合を無くして製造することが可能となる。
【発明の効果】
【0014】
以上詳説のとおり本発明によれば、内面被覆セグメント製造に当たり、樹脂系シートの固定を省力的に行い得るようになるとともに、全面に亘って均等に保持し得るようになる。
【図面の簡単な説明】
【0015】
【図1】本発明に係る内面被覆セグメント用型枠装置1の平面図である。
【図2】図1のII−II線矢視図である。
【図3】図1のIII−III線矢視図である。
【図4】側面型枠4A、4Bの正面図である。
【図5】内面被覆セグメントSの製造手順図(その1)である。
【図6】内面被覆セグメントSの製造手順図(その2)である。
【図7】内面被覆セグメントSの製造手順図(その3)である。
【図8】内面被覆セグメントSの製造手順図(その4)である。
【発明を実施するための形態】
【0016】
以下、本発明の実施の形態について図面を参照しながら詳述する。
【0017】
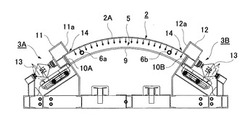
図1〜図3に示されるように、内面被覆セグメント用型枠装置1(以下、単に型枠装置という。)は、円弧状型枠面を有する底版型枠2と、この底版型枠2の周方向端部から起立した起立型枠面を有する端面型枠3A、3Bと、底版型枠2の側部から起立した起立型枠面を有する側面型枠4A、4Bとからなり、前記底版型枠2の円弧状型枠面2Aに多数の開孔2a、2a…を形成するとともに、裏面側に真空度を調整可能な真空チャンバ5を形成し、この真空チャンバ5に1又は複数のエア抜き管6を連結するとともに、このエア抜き管6を真空ポンプ7に接続し、前記エア抜き管6の中間に開閉バルブ8を設けたものである。なお、高流動コンクリートを使用する場合は、蓋型枠が追加される。
【0018】
以下、前記型枠装置1について更に詳しく詳述する。
【0019】
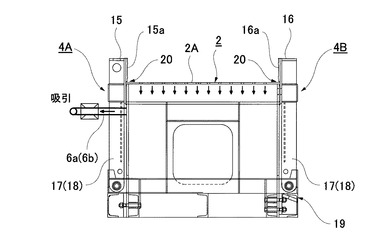
前記底版型枠2は、セグメント内面に対応する円弧状型枠面2Aを有し、この円弧状型枠面2Aに多数の開孔2a、2a…が形成されている。この開孔2aは、円弧状型枠面2Aの全面に亘って形成してある。前記円弧状型枠面2Aの裏面から所定距離だけ離間した位置に前記円弧状面に沿うように配置された曲面封鎖板9と、端部封鎖板10A、10Bと、側面型枠4A、4Bとによって周囲が閉塞された真空チャンバ5が形成されている。
【0020】
前記端面型枠3A、3Bは、セグメントの周方向端面に対応する起立型枠面11a、12aを有するボックス状の型枠部材11,12が使用されている。この型枠部材11,12には手動パンタジャッキ13が連結されており、このジャッキ13の手動操作によって前記型枠部材11,12が脱型時に離反方向に移動可能となっている。前記底版型枠2と型枠部材11,12とによる隅角部には、前記底版型枠2の円弧状型枠面方向に間隙14が形成されており、この間隙14によって樹脂系シートの縁部を挟持できるようになっている。前記間隙14が本発明の「樹脂系シートの周縁保持部」を構成するものである。
【0021】
前記側面型枠4A、4Bは、図4に示されるように、セグメントの側面に対応する起立型枠面15a、16aを有する円弧板状の型枠15、16が使用されている。この円弧板状型枠15、16の内周側は、前記真空チャンバ5の側面閉塞板部15b、16bを兼用しており、この側面閉塞板部15b、16bに真空チャンバ5に連通するエア抜き管6の接続管6a、6bが接続されている。円弧板状型枠15、16には、2本のアーム部材17,18が設けられており、図3に示されるように、このアーム部材17,18の下端が型枠ベース19に対して軸支されることにより、前記円弧板状型枠15、16が脱型時に離反方向に揺動するようになっている。前記底版型枠2と円弧板状型枠15、16とによる隅角部には、前記底版型枠2の面方向に間隙20が形成されており、この間隙20によって樹脂系シートの縁部を挟持できるようになっている。前記間隙20も本発明の「樹脂系シートの周縁保持部」を構成するものである。
【0022】
〔内面被覆セグメントの製造手順〕
次に、前記型枠装置1を用いた内面被覆セグメントの製造手順について、図5〜図8に基づいて詳述する。
【0023】
図5に示されるように、底版型枠2の円弧状型枠面の上に樹脂系シート21を敷設する。この際、樹脂系シート21の周縁は前記底版型枠2と型枠部材11,12との隅角部に形成された間隙14、前記底版型枠2と円弧板状型枠15、16との隅角部に形成された間隙20にそれぞれ挿入し保持するようにする。
【0024】
前記樹脂系シート21としては、高密度ポリエチレン、ポリプロピレン等の樹脂層と、コンクリートへの定着層とからなる2層構造のものが好適に使用される。前記樹脂系シート21の品質は、日本下水道事業団「下水道コンクリート構造物の腐食抑制技術及び防食技術マニュアル」のシートライニング工法の品質規格「D2種」に定める品質を満足するものとする。具体的には下記(1)〜(5)の条件を満足する樹脂系シートとする。
(1)被覆(シート)の外観にしわ、むら、はがれ、われがない。
(2)シートとコンクリートとの固着性は、0.24N/mm2以上である。
(3)10%硫酸水溶液、水酸化カルシウム飽和水溶液にそれぞれ60日間浸せきしても被覆にふくれ、われ、軟化、溶出がない。
(4)10%硫酸水溶液に120日間浸せきした時の硫黄侵入深さが1%以下である。
(5)0.29Mpaの水圧を1時間かけても透水量は0.15g以下である。
【0025】
その他には、下記(1)〜(6)の条件を満足することが望ましい。
(1)シートとコンクリート(セグメント)との固着性は、0.40N/mm2以上である。
(2)摩耗試験(JIS A 5209-1994(改正))の結果、摩耗量は塩ビ管0.02gに対しシートは0.00gである。
(3)耐衝撃性試験(JIS A 6916-2000(改正))の結果、シートにひび割れおよびはがれがない。
(4)シートの粗度係数は、塩ビ管とほぼ同等の0.01以下である。
(5)セグメント取付後のシートにしわ、むら、はがれ、われがない。
(6)セグメント取付後のシートは、設計荷重の正・負曲げ試験、推力試験で剥離、破断しない。
【0026】
前記定着層の構造は特に限定されないが、例えば特開2004-11169号公報に開示された接合補助織物の如き3次元構造の定着体や、微細な突起を有する特殊接着層とすることができる。後者の特殊接着層は、特表2004−513801号公報において開示された、コンクリート又はモルタルの水和から生成する水酸化物と反応性を有する接着層であり、樹脂系シート21をコンクリートに定着させる定着層として好適に用いることができる。
【0027】
前記樹脂系シート21の定着層を上面側として、円弧状型枠面2Aの上に樹脂系シート21を敷設したならば、真空ポンプ7を稼働させて真空チャンバ5内を所定の負圧状態とし、前記樹脂系シート21を開孔2a、2a…部分に生じる吸引力によってしっかりと固定する。この状態で開閉バルブ8を閉め固定状態を維持する。
【0028】
次いで、図6に示されるように、鉄筋籠22や継手等を設置したならば、図7に示されるように、コンクリート23を打設する。この際、図示されるように、テーブルバイブレーター24によって振動を与えるようにする。なお、振動は棒状バイブレータや型枠に取り付けたバイブレータによって付与することも可能である。
【0029】
打設後のコンクリート上面をコテによって均したならば、所定の時期に開閉バルブ8を開放し前記真空チャンバ5内を大気状態とする。その後硬化を待って、前記端面型枠3A、3Bを手動パンタジャッキ13の操作によって離反方向に移動させて脱型するとともに、前記側面型枠4A、4Bを図8に示されるように、離反方向に揺動させて脱型する。製造されたセグメントSは、樹脂系シート21の周縁がセグメントSの外形線よりも外側に突出しているため、この突出部分21a(周縁保持部)を切り落として製造を完了する。
【0030】
〔他の形態例〕
(1)上記形態例では、円弧状型枠面2Aを有する底版型枠2と、この底版型枠2の周方向端部から起立した起立型枠面11a、12aを有する端面型枠3A、3Bと、底版型枠2の側部から起立した起立型枠面15a、16aを有する側面型枠4A、4Bとからなる型枠装置とし、セグメントの内面が下側、上面が上側となるようにしたが、セグメントを縦置き状態とする型枠装置とすることも可能である。この型枠装置は、セグメントの外面及び内面に対応する円弧状型枠面を有する一対の側面型枠と、側面型枠間の底面を塞ぐように設けた底版型枠と、側面型枠間の端面を塞ぐように設けた端面型枠とからなる型枠装置である。この場合は、前記一対の側面型枠の内、セグメント内面に対応する側に真空チャンバを設けるようにする。
【符号の説明】
【0031】
1…内面被覆セグメント用型枠装置、2…底版型枠、2a…開孔、3A・3B…端面型枠、4A・4B…側面型枠、5…真空チャンバ、6…エア抜き管、7…真空ポンプ、8…開閉バルブ
【技術分野】
【0001】
本発明は、内面を樹脂系シートで一体的に被覆したトンネル覆工用セグメントの製造方法及びそのための型枠装置に関する。
【背景技術】
【0002】
都市トンネルでは、所謂シールド工法によって多くのトンネルが構築されている。このシールド工法は、シールド機で掘削を行いながら、該シールド機のスキンプレート後方部内で、断面円弧状等のセグメントを周方向に組み立てるとともに、組立済みのセグメントにトンネル軸方向に接続し、順次、トンネルを構築するトンネル工法である。
【0003】
この工法によるトンネル種別の内、特に下水道トンネルの場合は、管渠内で発生する硫化水素に原因してコンクリートに腐食が発生する問題があり、この腐食に対処するためにセグメントの内面をFRP、高密度ポリエチレン、ポリプロピレン等の樹脂系材料によって被覆することが行われている。
【0004】
セグメント内面を被覆する方法としては、シールドトンネル構築後に、内面に樹脂系材料を貼り付けたり、吹き付けたり、樹脂パネルをボルト等によって取り付ける方法が採用されていたが、これらの方法の場合は現場作業が多くなり、工期が長期化する、労力コストが嵩むなどの問題があった。
【0005】
そこで近年は、樹脂系材料からなるシートをセグメントの内面に予め一体化させておく内面被覆セグメントが提案されている(下記特許文献1〜3等参照)。この内面被覆セグメントは、予め、セグメント成型用型枠の底面に樹脂系シートを例えば両面テープ等で固定した後、継手や鉄筋を組み付け、コンクリートを打設する手順によって製造されるものである。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平10−159492号公報
【特許文献2】特開平11−117693号公報
【特許文献3】特開2004−11169号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、前記樹脂系シートを両面テープ等で固定する方法の場合は、両面テープの固定作業及び剥離作業に多くの時間と手間が掛かり、作業が効率化しないなどの問題があった。また、全面接着は実質的に不可能であり、要所を両面テープで止めることになるが、ズレが生じたり、両面テープの中間で徐々に生じた歪みがある箇所でシワとなって表出することがあるなどの問題があった。
【0008】
そこで本発明の主たる課題は、内面被覆セグメント製造に当たり、樹脂系シートの固定を省力的に行い得るようにするとともに、全面に亘って均等に保持し得るようにしたトンネル覆工用内面被覆セグメントの製造方法及びそのための型枠装置を提案することにある。
【課題を解決するための手段】
【0009】
前記課題を解決するために請求項1に係る本発明として、セグメント用型枠装置のセグメント内面に対応する型枠面に樹脂系シートを固定し、型枠内にコンクリートを打設することにより前記樹脂系シートが一体化されたトンネル覆工用内面被覆セグメントを製造する方法において、
前記セグメント内面に対応する型枠面に多数の開孔を形成するとともに、前記型枠面の裏側に真空度を調整可能な真空チャンバを形成し、前記真空チャンバ内を所定の負圧状態とすることにより前記樹脂系シートを吸引力によって固定した状態で型枠内にコンクリートを打設することを特徴とするトンネル覆工用内面被覆セグメントの製造方法が提供される。
【0010】
上記請求項1記載の発明では、セグメント内面に対応する型枠面に多数の開孔を形成するとともに、前記型枠面の裏側に真空度を調整可能な真空チャンバを形成し、前記真空チャンバ内を所定の負圧状態とすることにより前記樹脂系シートを吸引力によって固定するようにした。従って、樹脂系シートを省力的かつ確実に型枠面に対し固定できるようになる。
【0011】
請求項2に係る本発明として、円弧状型枠面を有する底版型枠と、この底版型枠の周方向端部から起立した起立型枠面を有する端面型枠と、底版型枠の側部から起立した起立型枠面を有する側面型枠とを備えたセグメント用型枠装置において、
前記底版型枠の円弧状型枠面に多数の開孔を形成するとともに、裏面側に真空チャンバを形成し、この真空チャンバに1又は複数のエア抜き管を連結するとともに、このエア抜き管を真空ポンプに接続し、前記エア抜き管の中間に開閉バルブを設けたことを特徴とするセグメント用型枠装置が提供される。
【0012】
請求項3に係る本発明として、前記底版型枠の周縁部において、前記端面型枠及び/又は側面型枠との挟持によって前記樹脂系シートの周縁を保持する周縁保持部を有する請求項2記載のセグメント用型枠装置が提供される。
【0013】
上記請求項3記載の発明は、底版型枠の周縁部において、前記端面型枠及び/又は側面型枠との挟持によって前記樹脂系シートの周縁を保持する周縁保持部を有するようしたものである。これに樹脂系シートの端縁部のめくれや折返し等の不具合を無くして製造することが可能となる。
【発明の効果】
【0014】
以上詳説のとおり本発明によれば、内面被覆セグメント製造に当たり、樹脂系シートの固定を省力的に行い得るようになるとともに、全面に亘って均等に保持し得るようになる。
【図面の簡単な説明】
【0015】
【図1】本発明に係る内面被覆セグメント用型枠装置1の平面図である。
【図2】図1のII−II線矢視図である。
【図3】図1のIII−III線矢視図である。
【図4】側面型枠4A、4Bの正面図である。
【図5】内面被覆セグメントSの製造手順図(その1)である。
【図6】内面被覆セグメントSの製造手順図(その2)である。
【図7】内面被覆セグメントSの製造手順図(その3)である。
【図8】内面被覆セグメントSの製造手順図(その4)である。
【発明を実施するための形態】
【0016】
以下、本発明の実施の形態について図面を参照しながら詳述する。
【0017】
図1〜図3に示されるように、内面被覆セグメント用型枠装置1(以下、単に型枠装置という。)は、円弧状型枠面を有する底版型枠2と、この底版型枠2の周方向端部から起立した起立型枠面を有する端面型枠3A、3Bと、底版型枠2の側部から起立した起立型枠面を有する側面型枠4A、4Bとからなり、前記底版型枠2の円弧状型枠面2Aに多数の開孔2a、2a…を形成するとともに、裏面側に真空度を調整可能な真空チャンバ5を形成し、この真空チャンバ5に1又は複数のエア抜き管6を連結するとともに、このエア抜き管6を真空ポンプ7に接続し、前記エア抜き管6の中間に開閉バルブ8を設けたものである。なお、高流動コンクリートを使用する場合は、蓋型枠が追加される。
【0018】
以下、前記型枠装置1について更に詳しく詳述する。
【0019】
前記底版型枠2は、セグメント内面に対応する円弧状型枠面2Aを有し、この円弧状型枠面2Aに多数の開孔2a、2a…が形成されている。この開孔2aは、円弧状型枠面2Aの全面に亘って形成してある。前記円弧状型枠面2Aの裏面から所定距離だけ離間した位置に前記円弧状面に沿うように配置された曲面封鎖板9と、端部封鎖板10A、10Bと、側面型枠4A、4Bとによって周囲が閉塞された真空チャンバ5が形成されている。
【0020】
前記端面型枠3A、3Bは、セグメントの周方向端面に対応する起立型枠面11a、12aを有するボックス状の型枠部材11,12が使用されている。この型枠部材11,12には手動パンタジャッキ13が連結されており、このジャッキ13の手動操作によって前記型枠部材11,12が脱型時に離反方向に移動可能となっている。前記底版型枠2と型枠部材11,12とによる隅角部には、前記底版型枠2の円弧状型枠面方向に間隙14が形成されており、この間隙14によって樹脂系シートの縁部を挟持できるようになっている。前記間隙14が本発明の「樹脂系シートの周縁保持部」を構成するものである。
【0021】
前記側面型枠4A、4Bは、図4に示されるように、セグメントの側面に対応する起立型枠面15a、16aを有する円弧板状の型枠15、16が使用されている。この円弧板状型枠15、16の内周側は、前記真空チャンバ5の側面閉塞板部15b、16bを兼用しており、この側面閉塞板部15b、16bに真空チャンバ5に連通するエア抜き管6の接続管6a、6bが接続されている。円弧板状型枠15、16には、2本のアーム部材17,18が設けられており、図3に示されるように、このアーム部材17,18の下端が型枠ベース19に対して軸支されることにより、前記円弧板状型枠15、16が脱型時に離反方向に揺動するようになっている。前記底版型枠2と円弧板状型枠15、16とによる隅角部には、前記底版型枠2の面方向に間隙20が形成されており、この間隙20によって樹脂系シートの縁部を挟持できるようになっている。前記間隙20も本発明の「樹脂系シートの周縁保持部」を構成するものである。
【0022】
〔内面被覆セグメントの製造手順〕
次に、前記型枠装置1を用いた内面被覆セグメントの製造手順について、図5〜図8に基づいて詳述する。
【0023】
図5に示されるように、底版型枠2の円弧状型枠面の上に樹脂系シート21を敷設する。この際、樹脂系シート21の周縁は前記底版型枠2と型枠部材11,12との隅角部に形成された間隙14、前記底版型枠2と円弧板状型枠15、16との隅角部に形成された間隙20にそれぞれ挿入し保持するようにする。
【0024】
前記樹脂系シート21としては、高密度ポリエチレン、ポリプロピレン等の樹脂層と、コンクリートへの定着層とからなる2層構造のものが好適に使用される。前記樹脂系シート21の品質は、日本下水道事業団「下水道コンクリート構造物の腐食抑制技術及び防食技術マニュアル」のシートライニング工法の品質規格「D2種」に定める品質を満足するものとする。具体的には下記(1)〜(5)の条件を満足する樹脂系シートとする。
(1)被覆(シート)の外観にしわ、むら、はがれ、われがない。
(2)シートとコンクリートとの固着性は、0.24N/mm2以上である。
(3)10%硫酸水溶液、水酸化カルシウム飽和水溶液にそれぞれ60日間浸せきしても被覆にふくれ、われ、軟化、溶出がない。
(4)10%硫酸水溶液に120日間浸せきした時の硫黄侵入深さが1%以下である。
(5)0.29Mpaの水圧を1時間かけても透水量は0.15g以下である。
【0025】
その他には、下記(1)〜(6)の条件を満足することが望ましい。
(1)シートとコンクリート(セグメント)との固着性は、0.40N/mm2以上である。
(2)摩耗試験(JIS A 5209-1994(改正))の結果、摩耗量は塩ビ管0.02gに対しシートは0.00gである。
(3)耐衝撃性試験(JIS A 6916-2000(改正))の結果、シートにひび割れおよびはがれがない。
(4)シートの粗度係数は、塩ビ管とほぼ同等の0.01以下である。
(5)セグメント取付後のシートにしわ、むら、はがれ、われがない。
(6)セグメント取付後のシートは、設計荷重の正・負曲げ試験、推力試験で剥離、破断しない。
【0026】
前記定着層の構造は特に限定されないが、例えば特開2004-11169号公報に開示された接合補助織物の如き3次元構造の定着体や、微細な突起を有する特殊接着層とすることができる。後者の特殊接着層は、特表2004−513801号公報において開示された、コンクリート又はモルタルの水和から生成する水酸化物と反応性を有する接着層であり、樹脂系シート21をコンクリートに定着させる定着層として好適に用いることができる。
【0027】
前記樹脂系シート21の定着層を上面側として、円弧状型枠面2Aの上に樹脂系シート21を敷設したならば、真空ポンプ7を稼働させて真空チャンバ5内を所定の負圧状態とし、前記樹脂系シート21を開孔2a、2a…部分に生じる吸引力によってしっかりと固定する。この状態で開閉バルブ8を閉め固定状態を維持する。
【0028】
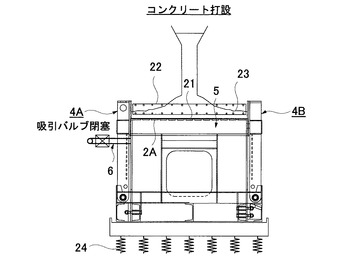
次いで、図6に示されるように、鉄筋籠22や継手等を設置したならば、図7に示されるように、コンクリート23を打設する。この際、図示されるように、テーブルバイブレーター24によって振動を与えるようにする。なお、振動は棒状バイブレータや型枠に取り付けたバイブレータによって付与することも可能である。
【0029】
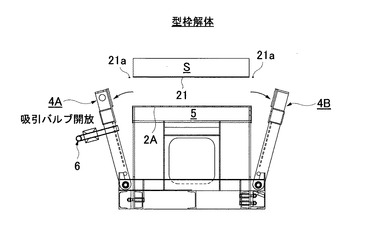
打設後のコンクリート上面をコテによって均したならば、所定の時期に開閉バルブ8を開放し前記真空チャンバ5内を大気状態とする。その後硬化を待って、前記端面型枠3A、3Bを手動パンタジャッキ13の操作によって離反方向に移動させて脱型するとともに、前記側面型枠4A、4Bを図8に示されるように、離反方向に揺動させて脱型する。製造されたセグメントSは、樹脂系シート21の周縁がセグメントSの外形線よりも外側に突出しているため、この突出部分21a(周縁保持部)を切り落として製造を完了する。
【0030】
〔他の形態例〕
(1)上記形態例では、円弧状型枠面2Aを有する底版型枠2と、この底版型枠2の周方向端部から起立した起立型枠面11a、12aを有する端面型枠3A、3Bと、底版型枠2の側部から起立した起立型枠面15a、16aを有する側面型枠4A、4Bとからなる型枠装置とし、セグメントの内面が下側、上面が上側となるようにしたが、セグメントを縦置き状態とする型枠装置とすることも可能である。この型枠装置は、セグメントの外面及び内面に対応する円弧状型枠面を有する一対の側面型枠と、側面型枠間の底面を塞ぐように設けた底版型枠と、側面型枠間の端面を塞ぐように設けた端面型枠とからなる型枠装置である。この場合は、前記一対の側面型枠の内、セグメント内面に対応する側に真空チャンバを設けるようにする。
【符号の説明】
【0031】
1…内面被覆セグメント用型枠装置、2…底版型枠、2a…開孔、3A・3B…端面型枠、4A・4B…側面型枠、5…真空チャンバ、6…エア抜き管、7…真空ポンプ、8…開閉バルブ
【特許請求の範囲】
【請求項1】
セグメント用型枠装置のセグメント内面に対応する型枠面に樹脂系シートを固定し、型枠内にコンクリートを打設することにより前記樹脂系シートが一体化されたトンネル覆工用内面被覆セグメントを製造する方法において、
前記セグメント内面に対応する型枠面に多数の開孔を形成するとともに、前記型枠面の裏側に真空度を調整可能な真空チャンバを形成し、前記真空チャンバ内を所定の負圧状態とすることにより前記樹脂系シートを吸引力によって固定した状態で型枠内にコンクリートを打設することを特徴とするトンネル覆工用内面被覆セグメントの製造方法。
【請求項2】
円弧状型枠面を有する底版型枠と、この底版型枠の周方向端部から起立した起立型枠面を有する端面型枠と、底版型枠の側部から起立した起立型枠面を有する側面型枠とを備えたセグメント用型枠装置において、
前記底版型枠の円弧状型枠面に多数の開孔を形成するとともに、裏面側に真空チャンバを形成し、この真空チャンバに1又は複数のエア抜き管を連結するとともに、このエア抜き管を真空ポンプに接続し、前記エア抜き管の中間に開閉バルブを設けたことを特徴とするセグメント用型枠装置。
【請求項3】
前記底版型枠の周縁部において、前記端面型枠及び/又は側面型枠との挟持によって前記樹脂系シートの周縁を保持する周縁保持部を有する請求項2記載のセグメント用型枠装置。
【請求項1】
セグメント用型枠装置のセグメント内面に対応する型枠面に樹脂系シートを固定し、型枠内にコンクリートを打設することにより前記樹脂系シートが一体化されたトンネル覆工用内面被覆セグメントを製造する方法において、
前記セグメント内面に対応する型枠面に多数の開孔を形成するとともに、前記型枠面の裏側に真空度を調整可能な真空チャンバを形成し、前記真空チャンバ内を所定の負圧状態とすることにより前記樹脂系シートを吸引力によって固定した状態で型枠内にコンクリートを打設することを特徴とするトンネル覆工用内面被覆セグメントの製造方法。
【請求項2】
円弧状型枠面を有する底版型枠と、この底版型枠の周方向端部から起立した起立型枠面を有する端面型枠と、底版型枠の側部から起立した起立型枠面を有する側面型枠とを備えたセグメント用型枠装置において、
前記底版型枠の円弧状型枠面に多数の開孔を形成するとともに、裏面側に真空チャンバを形成し、この真空チャンバに1又は複数のエア抜き管を連結するとともに、このエア抜き管を真空ポンプに接続し、前記エア抜き管の中間に開閉バルブを設けたことを特徴とするセグメント用型枠装置。
【請求項3】
前記底版型枠の周縁部において、前記端面型枠及び/又は側面型枠との挟持によって前記樹脂系シートの周縁を保持する周縁保持部を有する請求項2記載のセグメント用型枠装置。
【図1】



【図2】

【図3】
【図4】

【図5】

【図6】

【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2010−222837(P2010−222837A)
【公開日】平成22年10月7日(2010.10.7)
【国際特許分類】
【出願番号】特願2009−71145(P2009−71145)
【出願日】平成21年3月24日(2009.3.24)
【出願人】(000166432)戸田建設株式会社 (328)
【出願人】(000206211)大成建設株式会社 (1,602)
【出願人】(000195971)西松建設株式会社 (329)
【出願人】(000201478)前田建設工業株式会社 (358)
【出願人】(591224331)グレースケミカルズ株式会社 (10)
【出願人】(592057385)株式会社湘南合成樹脂製作所 (61)
【Fターム(参考)】
【公開日】平成22年10月7日(2010.10.7)
【国際特許分類】
【出願日】平成21年3月24日(2009.3.24)
【出願人】(000166432)戸田建設株式会社 (328)
【出願人】(000206211)大成建設株式会社 (1,602)
【出願人】(000195971)西松建設株式会社 (329)
【出願人】(000201478)前田建設工業株式会社 (358)
【出願人】(591224331)グレースケミカルズ株式会社 (10)
【出願人】(592057385)株式会社湘南合成樹脂製作所 (61)
【Fターム(参考)】
[ Back to top ]