
一体押出成形体および建築用部材
【課題】長期間の保管または使用、寒熱の繰り返しおよび水との接触によっても、十分な接着性を発揮する被覆層を有する一体押出成形体および建築用部材を提供すること。
【解決手段】金属製芯材10の外表面に、ポリオレフィン系樹脂および木粉を含有する被覆層1および該被覆層と芯材との間に形成される接着層2を有し、該接着層2が少なくともα−オレフィンとエポキシ基含有不飽和モノマーを重合させてなる共重合体を含有することを特徴とする一体押出成形体および該一体押出成形体からなる建築用部材。
【解決手段】金属製芯材10の外表面に、ポリオレフィン系樹脂および木粉を含有する被覆層1および該被覆層と芯材との間に形成される接着層2を有し、該接着層2が少なくともα−オレフィンとエポキシ基含有不飽和モノマーを重合させてなる共重合体を含有することを特徴とする一体押出成形体および該一体押出成形体からなる建築用部材。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、金属製芯材入り一体押出成形体および建築用部材に関する。
【背景技術】
【0002】
従来より、金属製芯材入り一体押出成形体として、アルミニウムなどの金属からなる基材と基材に押出被覆される被覆層とを有し、該被覆層が少なくとも熱可塑性合成樹脂、特にポリエチレン、および木粉を含む複合押出被覆材が知られている(特許文献1)。そのような複合押出被覆材は被覆層に木粉が含有されるため、上質な木質感が得られる。
【0003】
しかしながら上記した押出被覆材は、芯材と被覆層との間で十分な接着性が得られないことが問題となっていた。例えば、長期の保管または使用によって接着性が低下したり、寒熱の繰り返しにより接着性が低下したり、または水との接触により接着性が低下したりした。このような接着性の低下は、温度変化による芯材と被覆層の伸縮の違いにより芯材が見えるなどの不具合を引き起こしたり、異型断面形状の場合に被覆層の出隅、入隅部が製造時や使用時に浮いてきたり、表面樹脂に傷が付くと被覆層が剥がれ易くなる、といった問題を引き起こした。
【0004】
一方、アルミニウム製基材と、合成樹脂、特にアクリル系樹脂を含む被覆層との間に、ポリエステル系樹脂層を形成することによって、接着性を向上させる技術が報告されている(特許文献2)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2002−120333号公報
【特許文献2】特開2008−080753号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、木粉を含有したポリオレフィン系樹脂が被覆層である場合、十分な接着性は得られなかった。
【0007】
本発明は、被覆層が木粉を含有したポリオレフィン系樹脂であっても、金属製芯材との十分な接着性を発揮する一体押出成形体および建築用部材を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明は、金属製芯材の外表面に、ポリオレフィン系樹脂および木粉を含有する被覆層および該被覆層と芯材との間に形成される接着層を有し、該接着層が少なくともα−オレフィンとエポキシ基含有不飽和モノマーを重合させてなる共重合体を含有することを特徴とする一体押出成形体および該一体押出成形体からなる建築用部材に関する。
【発明の効果】
【0009】
本発明の一体押出成形体および建築用部材は、被覆層と芯材との間に特定の接着層を有するため、被覆層が木粉が含有されるポリオレフィン系樹脂であっても、被覆層と接着層との接着性および接着層と芯材との接着性に優れる。その結果として、被覆層の芯材に対する良好な接着性が発揮され、長期間の保管または使用、寒熱の繰り返しおよび水との接触によっても、十分な接着性が発揮される。本発明において、被覆層に不飽和カルボン酸が含有されると、被覆層と接着層との接着性がさらに向上するため、結果として、被覆層の芯材に対する接着性がより一層向上する。
【図面の簡単な説明】
【0010】
【図1】本発明の一体押出成形体の一例を表す概略見取り図である。
【図2】本発明の一体押出成形体の一例を表す概略見取り図である。
【図3】本発明の一体押出成形体を構成する芯材の一例を表す概略見取り図である。
【図4】本発明の一体押出成形体を構成する芯材の一例を表す概略見取り図である。
【図5】本発明の一体押出成形体を構成する芯材の一例を表す概略見取り図である。
【図6】本発明の一体押出成形体を構成する芯材の一例を表す概略見取り図である。
【図7】本発明の一体押出成形体を製造するための共押出式の一体押出成形機の概略断面図である。
【発明を実施するための形態】
【0011】
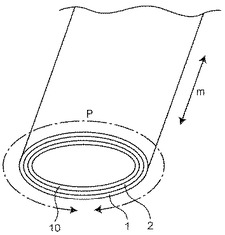
本発明の一体押出成形体は、芯材の外表面に被覆層を有し、該被覆層と芯材との間にさらに接着層を有するものである。詳しくは、例えば図1および図2に示すように、被覆層1および接着層2は芯材10の長手方向mにおいて連続的に形成され、接着層2は被覆層1と芯材10との間に形成される。芯材10断面の周方向Pにおいては被覆層1および接着層2は、例えば図1および図2に示すように該周方向Pの全部において継ぎ目なく連続的に形成されてもよいし、または該周方向Pの一部において形成されてもよい。図1および図2はいずれも本発明の一体押出成形体の一例を示す概略見取り図である。
【0012】
本明細書中、一体押出成形とは、接着層用材料および被覆層用材料をそれぞれ押出成形すると同時に、それらの層を、送り込まれた芯材に順次被覆して一体化することを意味し、そのよう方法で形成されたものを一体押出成形体という。
【0013】
芯材10はアルミニウムまたはアルミニウム合金、ステンレス、亜鉛メッキ鋼、銅等の金属からなるものであり、建築用部材として必要な軽量性及び中空状または異形状への加工容易性の観点から好ましくアルミニウムまたはアルミニウム合金からなる。芯材は中空または中実の形態を有してよく、その全体形状は特に制限されず、例えば、平板形状、棒形状等であってよい。例えば、アルミニウムまたはアルミニウム合金からなる中空または中実の芯材は、アルミニウムまたはアルミニウム合金の押出成形により形成可能である。特に中空形状やコ字形状・L字形状等種々の異形状の断面を有する芯材の製造には、押出成形が有用である。なお、本発明において「アルミ製」とは、「アルミニウム合金製」もその範疇に含むものである。芯材の断面とは芯材の長手方向に対して垂直な方向の芯材断面である。
【0014】
アルミ製芯材が中空の形態を有する場合、平板形状を有する場合、および異形状断面を有する場合のアルミ部分の厚みは0.8〜5.0mm、特に1.1〜3.0mmであることが、アルミの剛性及び押出加工性の観点から好ましい。
また芯材が中空または中実の形態を有する場合の全体寸法は特に制限されるものではなく、得られる一体押出成形体の用途に応じて適宜設定されればよい。なお、建築用部材としての剛性及び表面加飾性が求められることからすれば、前記厚みに加えて、芯材幅方向として20mm以上、好ましくは30mm以上の長さを有することが好ましい
【0015】
特に一体押出成形体を建築用部材として使用する場合において芯材10は、図1および図2に示すような中空形状または図3及び図4に示すような異形状を有することが好ましい。図3および図4は本発明の一体押出成形体の製造に使用可能な芯材の一例を表す概略見取り図である。
【0016】
芯材が中空棒形状を有する場合において、その断面形状は特に制限されるものではなく、例えば、略円形、略楕円形、または略方形(例えば、略長方形、略正方形)等であってよい。建築用部材の取扱い性の観点からは、略円形、略楕円形または略長方形の断面形状、特に略楕円形または略長方形の断面形状を有する芯材が好ましい。特に、中空長方形の断面形状の芯材は、一体押出成形時において芯材自体が樹脂圧で撓みやすく、接着性が低下する傾向があるため、接着性が向上する本発明にとって有効である。
【0017】
芯材が中空形態を有する場合において、芯材は中空内部に、一体押出成形体の取り付けのためのビスホールを有してもよい。ビスホールは、芯材が押出成形により形成されるとき、同時に一体化形成可能である。
【0018】
芯材は、接着層と芯材との接着性のさらなる向上を目的として、後述の被覆層および接着層の形成前において、ローレット加工処理および/またはアルマイト処理を行うことが好ましい。ローレット加工処理とアルマイト処理の両方の処理を行う場合、ローレット加工を行った後、アルマイト処理を行うことが好ましい。
【0019】
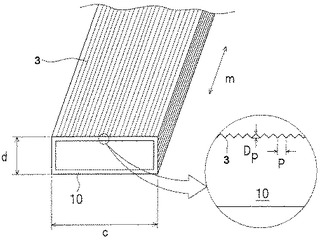
ローレット加工処理は、芯材の外表面に溝を形成する加工処理であって、これにより接着層と芯材との接着性がさらに向上する。芯材にローレット加工を施す場合、芯材は外表面の少なくとも接着層形成領域において長手方向に沿って溝を有すればよい。例えば、芯材は、接着層形成領域においてのみ当該溝を有してもよいし、または接着層形成領域以外の領域においても当該溝を有してもよい。接着層との接着性の観点から好ましくは、例えば、図5および図6に示すように、溝3は芯材10の外表面全面において、芯材10の断面周方向および長手方向mの両方向において連続的に形成される。溝3は芯材の長手方向mに沿ったものであるので、芯材の長手方向に対して略垂直な方向に沿って形成される溝やエンボス加工によって付与される凹凸等と比較して、芯材の成形と同時に溝付与が可能となり、より均一な溝形成を効率よく達成できる。
【0020】
本発明は、芯材が、芯材長手方向の溝以外に、例えば、当該長手方向に対して略垂直な方向の溝やエンボス加工による凹凸を有することを妨げるものではないが、生産性の観点から長手方向の溝のみを有することが好ましい。長手方向の溝を有するだけで、芯材と接着層との間で良好な接着性を確保できるためである。
【0021】
溝3の深さ(Dp)は好ましくは0.03〜1.0mmであり、より好ましくは0.05〜0.35mmである。
溝3のピッチ(P)(すなわち、隣接する溝間における最深部間隔)は好ましくは0.03〜1.5mmであり、より好ましくは0.05〜1.0mmである。
【0022】
溝の深さおよびピッチは、芯材の長手方向の長さ1mあたり任意の3箇所において、測定された値の平均値で示すものとする。測定方法は特に限定されるものではないが、マイクロゲージを用いた方法が簡易である。また、レーザー光を照射して深さを測定しても良い。なお、深さ及びピッチについて、切断断面をマイクロスコープにて確認する方法でも測定可能である。
【0023】
溝の形状は特に制限されるものではなく、例えば、溝によって形成される凹凸の断面形状が、図5および図6に示すように、略三角形状の凸部および凹部が連続するような形態を有していても良いし、または略円弧形状の凸部および凹部が連続するような形態を有していても良い。
【0024】
芯材を押出成形によって形成するに際して、同時に長手方向の溝を形成可能である。例えば、アルミ製芯材の押出成形時において、所定の長手方向の溝に対応した凸部を内面に有する金型を押出口に使用することによって、所定の長手方向の溝を芯材外表面に形成可能である。また、別法として、溝を有しない既製のアルミ製芯材と、当該芯材断面と同形状の孔を有し、かつ当該孔の内面に所定の長手方向の溝に対応した凸部を有するリング状の溝形成部材とを用意し、芯材の一端において溝形成部材を嵌合し、その状態で相対的に溝形成部材を芯材の他端まで通過させることによって、所定の長手方向の溝を芯材外表面に形成可能である。これらの方法はいずれも、長手方向の溝の均一な形成を比較的短時間で達成可能である。
【0025】
長手方向の溝が、アルミ製芯材を押出成形するときに同時形成されると、溝がより短時間で形成され得るため、一体押出成形体の生産性が顕著に優れる。しかも、溝がより均一に形成され、接着層との接着性が顕著に優れる。
【0026】
アルマイト処理は、特にアルミ製芯材の表面に酸化皮膜を形成する処理であって、これにより接着層と芯材との接着性がさらに向上する。アルマイト処理は、いわゆる陽極酸化処理のことであり、一般的な陽極酸化処理方法の原理をそのまま採用することができる。一例を挙げれば、所定のアルミニウム材を脱脂洗浄した後、電解研磨を行い、水洗したのち電解槽で陽極酸化処理を行う方法である。電解液は、リン酸溶液、硫酸溶液、スルファミン酸溶液、シュウ酸溶液等を使用することができる。陽極酸化処理は、20〜40℃の電解液中で、アルミニウム材を陽極として電解処理することによって行われる。なお、一般的なアルマイト処理においては、後工程として封孔処理が行われる。封孔処理は、陽極酸化処理で生じた微細孔により、耐食性の低下等の悪影響を防ぐためのものであり、加圧水蒸気中での処理や酢酸ニッケル・酢酸コバルトの水溶液中で処理する方法が用いられている。しかし本発明では、封孔処理を行わない段階のものを芯材として使用する。酸化被膜の表面の微細孔ゆえ、接着層との接着力が大きく向上するためである。
【0027】
被覆層1は少なくともベース樹脂および木粉を含有する樹脂層である。
ベース樹脂はポリオレフィン系樹脂である。ポリオレフィン系樹脂は1種類または2種類以上のα−オレフィンをモノマーとして含有する単独重合体または共重合体である。α−オレフィンは、例えば、エチレン、プロピレン、イソブチレン、ヘキセンのような炭素原子数2〜8、好ましくは2〜6のα−オレフィンが挙げられる。好ましいα−オレフィンは、エチレン、プロピレンである。ポリオレフィン系樹脂はモノマーとしてα−オレフィン以外の他のモノマーを含有してもよい。そのような他のモノマーとして、例えば、酢酸ビニル等のビニルエステル系モノマーが挙げられる。
【0028】
ポリオレフィン系樹脂の具体例として、例えば、ポリエチレン、ポリプロピレン、エチレン−プロピレン共重合体等のポリオレフィン、エチレン酢酸ビニル共重合体等が挙げられる。好ましいポリオレフィン系樹脂はポリオレフィン、特にポリエチレン、ポリプロピレンである。
【0029】
ポリオレフィン系樹脂は不飽和カルボン酸により変性されていることが好ましい。不飽和カルボン酸変性ポリオレフィン系樹脂は被覆層中において木粉との相溶性が比較的高いために、被覆層と接着層との接着性をより一層、向上させることができる。
【0030】
不飽和カルボン酸は、1分子中、1以上の不飽和結合と1以上のカルボキシル基を有する化合物である。不飽和カルボン酸の具体例として、例えば、アクリル酸、メタクリル酸、エタクリル酸、クロトン酸等の不飽和モノカルボン酸、イタコン酸、マレイン酸およびフマル酸等の不飽和ジカルボン酸、ならびにそれらの誘導体が挙げられる。不飽和カルボン酸の誘導体として、上記した酸の塩化物、アミド、エステルおよび無水物が挙げられる。上記酸のエステルとしては、メチルエステル、エチルエステル、プロピルエステル、ジメチルアミノエチルエステル等が挙げられる。好ましい不飽和カルボン酸は不飽和ジカルボン酸およびその無水物であり、その具体例として、例えば、マレイン酸、および無水マレイン酸が挙げられる。
【0031】
不飽和カルボン酸による変性は、上記したポリオレフィン系樹脂の重合時または重合後において不飽和カルボン酸を系中に添加することによって達成できる。不飽和カルボン酸変性ポリオレフィン系樹脂は、ポリオレフィン系樹脂の主鎖に不飽和カルボン酸が付加反応により組み込まれ、ポリオレフィン系樹脂と不飽和カルボン酸との間に化学的結合が形成されてなる形態を有していてもよいし、ポリオレフィン系樹脂と不飽和カルボン酸との間に化学的結合が形成されることなく、ポリオレフィン系樹脂中に不飽和カルボン酸が分散されてなる形態を有していてもよいし、またはそれらの形態を複合的に有していてもよい。
【0032】
不飽和カルボン酸変性ポリオレフィン系樹脂における不飽和カルボン酸の含有量は、当該不飽和カルボン酸変性ポリオレフィン系樹脂の全モノマーに対して0.1〜15重量%、特に0.1〜10重量%が好ましい。2種類以上の不飽和カルボン酸が含有されてよく、その場合、それらの合計量が上記範囲内であればよい。
【0033】
ポリオレフィン系樹脂は、融点が165℃以下、特に125〜165℃であることが好ましい。一体押出成形の観点から、ポリオレフィン系樹脂のMFR(メルトフローレート)は3〜25g/10minであることが好ましく、特に3〜15g/10minがさらに好ましい。
【0034】
本明細書中、融点は、一般に用いられている示差走査熱量分析装置を用いて測定することができ、例えば、5mg程度の試料を窒素雰囲気下において昇温速度10℃/minで測定したときの相転移にともなう吸熱ピークのピーク値を測定することにより求めることができる。
MFRは190℃、荷重2.16kgfにおける値であり、JIS K 7210に基づき測定することができる。
【0035】
ポリオレフィン系樹脂は、従来から公知の方法、例えば、懸濁重合法、溶液重合法等によって製造できるし、または市販品として入手することもできる。特にポリオレフィン系樹脂としてのポリオレフィンは、廃棄されたポリオレフィン製品由来の再生品を利用することができる。これによって、環境負荷が低減されるので好ましい。不飽和カルボン酸変性ポリオレフィン系樹脂の市販品として、例えば、ユーメックス1010(三洋化成工業社製)等が使用できる。
【0036】
被覆層には、上記したポリオレフィン系樹脂の別成分として、不飽和カルボン酸が含有されてもよい。ポリオレフィン系樹脂の別成分として含有される不飽和カルボン酸はポリオレフィン系樹脂と木粉との相溶性を高めることができ、結果として被覆層と接着層との接着性をより一層、向上させることができる。特にポリオレフィン系樹脂としてポリオレフィンを使用する場合、当該ポリオレフィンの別成分として不飽和カルボン酸を被覆層中に添加することは、被覆層と接着層との接着性のさらなる向上の観点から有効である。
【0037】
ポリオレフィン系樹脂の別成分として含有される不飽和カルボン酸としては、前記した不飽和カルボン酸変性ポリオレフィン系樹脂の不飽和カルボン酸と同様の化合物が使用でき、好ましい不飽和カルボン酸は不飽和ジカルボン酸およびその無水物であり、その具体例として、例えば、マレイン酸、および無水マレイン酸が挙げられる。
【0038】
ポリオレフィン系樹脂の別成分として含有される不飽和カルボン酸の含有量は、ポリオレフィン系樹脂に対して0.2〜10重量%が好ましく、より好ましくは1.0〜10重量%である。2種類以上の不飽和カルボン酸が含有されてよく、その場合、それらの合計量が上記範囲内であればよい。
【0039】
本発明は、ベース樹脂にポリオレフィン系樹脂以外の他の樹脂が含有されることを妨げるものではない。他の樹脂として、例えば、アクリルニトリルブタジエンスチレン樹脂が挙げられる。
【0040】
木粉は、スギ、ヒノキ、ベイツガ等の木材、ならびにそのような木材の端材および廃材を粉砕したもの、おが屑等がよく用いられ、その粒径は10〜500メッシュのものを用いることができるが、より好適なのは60〜100メッシュ程度である。木粉として端材および廃材を粉砕してものを用いると、環境負荷が低減されるので好ましい。
【0041】
木粉の含有量はポリオレフィン系樹脂100重量部に対して5〜50重量部、好ましくは10〜40重量部である。
【0042】
被覆層は単層型であってもよいが、2層以上の多層型であってもよい。多層型被覆層は前記した範囲内の被覆層が2層以上で一体成形されればよい。
【0043】
被覆層の厚みは、本発明の目的が達成される限り特に制限されず、接着性、外観性、生産性の観点から好ましくは0.7〜5mmである。触ったときの木質感および被覆層の接着性のさらなる向上)の観点から、被覆層の厚みは1〜3mm、特に1.5〜2.5mmが好ましい。被覆層が多層型の場合、それらの合計厚みが上記範囲内であればよい。
【0044】
被覆層は、いわゆる非発泡体または発泡倍率5倍以下、特に2倍以下の低発泡体の形態を有するものであってよい。
【0045】
被覆層には種々の物性を高めるために、従来から合成樹脂に用いられる種々の添加剤、例えば、着色剤、充填剤、紫外線吸収剤、帯電防止剤、艶消し剤、種剤、マイカ粉粒体、有機繊維、バーミキュライト粉体、ガラスチップ等が含有されてもよい。
【0046】
着色剤としては、公知の無機系または有機系の顔料が使用可能である。着色剤の含有量はポリオレフィン系樹脂に対して1〜4重量%が好ましい。
【0047】
充填剤としては、例えば、炭酸カルシウム、タルク等が使用可能である。充填剤の含有量はポリオレフィン系樹脂に対して5〜30重量%が好ましい。
【0048】
接着層2はエポキシを含有するポリオレフィン系樹脂を含有する樹脂層である。このようなエポキシ基含有ポリオレフィン系樹脂は少なくともα−オレフィンとエポキシ基含有不飽和モノマーを重合させてなる共重合体である。エポキシ基含有ポリオレフィン系樹脂を用いることにより、接着層と被覆層との接着性および接着層と芯材との接着性が向上し、結果として被覆層の芯材に対する接着性が向上する。特に、接着層と被覆層との接着性の向上は、接着層におけるエポキシ基が、被覆層において木粉を構成するセルロースが有する水酸基と反応して化学的結合(エーテル結合)が形成されるため達成されるものと考えられる。
【0049】
本発明において、被覆層に不飽和カルボン酸を含有させることにより得られる接着層と被覆層との接着性のさらなる向上効果は、接着層におけるエポキシ基が、被覆層中の不飽和カルボン酸におけるカルボキシル基と反応して化学的結合(エステル結合)が形成されるため達成されるものと考えられる。
【0050】
エポキシ基含有ポリオレフィン系樹脂を構成するα−オレフィンとしては、前記ポリオレフィン系樹脂を構成するα−オレフィンと同様のモノマーが例示できる。好ましいα−オレフィンとしては、エチレン、プロピレンである。
【0051】
エポキシ基含有不飽和モノマーは、1分子中、1以上の不飽和結合と1以上のエポキシ基を有する化合物であり、例えば、グリシジルアクリレート、グリシジルメタクリレート等のグリシジル(メタ)アクリレート等が挙げられる。中でもグリシジル(メタ)アクリレートが好ましい。グリシジル(メタ)アクリレートは、グリシジルアクリレートおよびグリシジルメタクリレートを包含して意味するものとする。
【0052】
エポキシ基含有ポリオレフィン系樹脂はモノマーとしてα−オレフィンおよびエポキシ基含有不飽和モノマー以外の他のモノマーを含有してもよい。そのような他のモノマーとして、例えば、酢酸ビニル等のビニルエステル系モノマー;アクリル酸メチル、アクリル酸エチル、アクリル酸プロピル、メタクリル酸メチル、メタクリル酸エチル、メタクリル酸プロピル等のアクリル系モノマー;スチレン等のスチレン系モノマー;塩化ビニル等のハロゲン化ビニル系モノマー等が挙げられる。上記他のモノマーとしては、好ましくは、ビニルエステル系モノマー、アクリル系モノマーからなる群から選択される1種類以上のモノマーが使用され、より好ましくはビニルエステル系モノマーまたはアクリル系モノマーが使用される。好ましいビニルエステル系モノマーは酢酸ビニルである。好ましいアクリル系モノマーはアクリル酸メチルである。
【0053】
エポキシ基含有ポリオレフィン系樹脂の具体例として、例えば、以下の共重合体が挙げられる。
(1)α−オレフィン−エポキシ基含有不飽和モノマー共重合体;
(2)α−オレフィン−エポキシ基含有不飽和モノマー−ビニルエステル系モノマー共重合体;
(3)α−オレフィン−エポキシ基含有不飽和モノマー−アクリル系モノマー共重合体;
(4)α−オレフィン−エポキシ基含有不飽和モノマー−スチレン系モノマー共重合体;
(5)α−オレフィン−エポキシ基含有不飽和モノマー−ハロゲン化ビニル系モノマー共重合体;
(6)α−オレフィン−エポキシ基含有不飽和モノマー−ビニルエステル系モノマー−アクリル系モノマー共重合体。
【0054】
上記具体例の中でも、(1)、(2)、(3)および(6)の共重合体が好ましく、より好ましくは(1)、(2)および(3)の共重合体であり、最も好ましくは(2)の共重合体である。
【0055】
エポキシ基含有ポリオレフィン系樹脂におけるα−オレフィンの含有量は、被覆層と接着層との接着性および接着層と芯材との接着性の向上の観点から、当該樹脂の全モノマー成分に対して60〜95重量%が好ましく、より好ましくは75〜90重量%である。α−オレフィンは2種類以上組み合わせて使用されてよく、その場合、それらの合計量が上記範囲内であればよい。
【0056】
エポキシ基含有ポリオレフィン系樹脂におけるエポキシ基含有不飽和モノマーの含有量は、被覆層と接着層との接着性および接着層と芯材との接着性の向上の観点から、当該樹脂の全モノマー成分に対して3〜30重量%が好ましく、より好ましくは10〜20重量%である。エポキシ基含有不飽和モノマーは2種類以上組み合わせて使用されてよく、その場合、それらの合計量が上記範囲内であればよい。
【0057】
エポキシ基含有ポリオレフィン系樹脂における上記他のモノマーの含有量は、当該樹脂の全モノマー成分に対して30重量%以下が好ましく、より好ましくは10重量%以下である。他のモノマーは2種類以上組み合わせて使用されてよく、その場合、それらの合計量が上記範囲内であればよい。
【0058】
エポキシ基含有ポリオレフィン系樹脂は、耐熱性と押出成形性の観点から、融点が50〜105℃、特に90〜100℃であることが好ましい。一体押出成形の観点から、エポキシ基含有ポリオレフィン系樹脂のMFRは1〜20g/10minであることが好ましく、特に3〜10g/10minがさらに好ましい。
【0059】
エポキシ基含有ポリオレフィン系樹脂は、従来から公知の方法、例えば、懸濁重合法、溶液重合法等によって製造できるし、または市販品として入手することもできる。
エポキシ基含有ポリオレフィン系樹脂の市販品として、例えば、ボンドファースト(登録商標)7B(住友化学株式会社製)、ボンドファースト(登録商標)7M(住友化学株式会社製)等が挙げられる。
【0060】
本発明は、接着層にエポキシ含有ポリオレフィン系樹脂以外の他の樹脂が接着性を損な
わない範囲で含有されることを妨げるものではない。
【0061】
接着層の厚みは、本発明の目的が達成される限り特に制限されず、接着性、生産性の観点から好ましくは0.05〜0.5mmであり、より好ましくは0.1〜0.3mmである。
【0062】
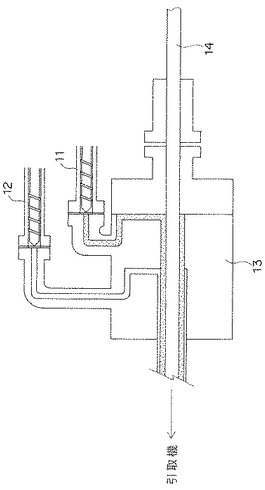
本発明の一体押出成形体は、生産性、長尺物成形、製品特性の一定性という面から、被覆層および接着層の押出成形と同時に被覆層および接着層を芯材と一体化させる、いわゆる一体押出法によって製造される。例えば、図7に示すような共押出式の一体化押出成形機において、各樹脂層を形成する材料を溶融・混練するための各押出機(図7中、11,12)より押し出された樹脂を1個のダイス13内で積層すると同時に、それらの層を、送り込まれた芯材14に順次被覆して一体化する。一体化された後は、通常、冷却され、所望寸法に切断される。図7では2台の押出機が使用されているが、これに制限されず、被覆層の数に応じて適宜設置されればよい。
【0063】
本発明の一体押出成形体は、芯材の外表面全面を接着層および被覆層にて被覆されている必要はない。例えば図2のような断面略長方形状の芯材10を用いる場合であれば、上面及び下面を接着層および被覆層で被覆し、側面は芯材がむき出し状態であるような被覆状態であっても良い。また、建築用部材であれば外観として現れる部分のみが接着層および被覆層で被覆されているような場合も本発明に含まれる。
【実施例】
【0064】
[芯材]
(芯材A)
中空状芯材として、押出成形により、図2に示すような断面略長方形状の中空アルミ製芯材を製造した。芯材のアルミ部分の厚みは一様に1.2mmであった。断面形状は幅方向長さ39mm×高さ方向長さ14mmであり、長手方向長さは3000mmであった。アルミ芯材には、ローレット加工により長手方向に延びる溝を形成した後、アルマイト処理(封孔処理せず)により酸化皮膜を形成した。溝ピッチは0.5mm、溝深さは0.1mmであった。アルマイト処理は、硫酸法を用いた。
【0065】
(芯材B)
異形状芯材として、押出成形により、図3に示すような断面略コ字状の異形アルミ製芯材を製造した。芯材のアルミ部分の厚みは一様に1.2mmであった。断面形状は幅方向長さ150mm×高さ方向長さ50mmであり、長手方向長さは3000mmであった。アルミ芯材には、ローレット加工により長手方向に延びる溝を形成した後、アルマイト処理(封孔処理せず)により酸化皮膜を形成した。溝ピッチは0.5mm、溝深さは0.1mmであった。アルマイト処理は、硫酸法を用いた。
【0066】
(芯材C)
芯材Cは、ローレット加工を施さなかったこと以外、芯材Aと同様であった。
【0067】
[被覆層用ペレット]
(ペレットA)
マレイン酸変性ポリプロピレン樹脂(マレイン酸含有量約2重量%、融点150℃、MFR約10g/min)100重量部に、木粉(粒径100メッシュ以下)30重量部、ブラウン着色剤5.2重量部、充填剤(タルク)15重量部を混合した。混合物を溶融し押し出した後、冷却して、粗粉砕し、ペレットを製造した。
【0068】
(ペレットB)
ポリプロピレン(融点150℃、MFR約10g/min、マレイン酸不含有)100重量部に、木粉(粒径100メッシュ以下)30重量部、ブラウン着色剤5.2重量部、充填剤(タルク)15重量部を混合した。混合物を溶融し押し出した後、冷却して、粗粉砕し、ペレットを製造した。
【0069】
[接着層用材料]
(1)エポキシ基含有ポリオレフィン系樹脂として以下の材料を用いた。
ボンドファースト(登録商標)7B(住友化学株式会社製、エチレン−グリシジルメタクリレート−酢酸ビニル(共重合比(重量比)83:12:5)、MFR7g/10min、融点95℃);
ボンドファースト(登録商標)7M(住友化学株式会社製、エチレン−グリシジルメタクリレート−アクリル酸メチル(共重合比(重量比)67:6:27)、MFR7g/10min、融点52℃)。
【0070】
(2)エポキシ基を含有しないポリエステル系樹脂として以下の材料を用いた。
アロンメルト(登録商標)PES−114EE(東亞合成株式会社製、MFR35g/10min、融点115℃)。
【0071】
(3)エポキシ基を含有しないポリオレフィン系樹脂として以下の材料を用いた。
ニュクレル(登録商標)N1525(三井・デュポン・ポリケミカル株式会社製、MFR25g/10min、融点93℃)。
【0072】
[評価サンプルの作成方法]
(実施例1〜8/比較例1〜3)
共押出式の一体化押出成形機によって一体押出成形体を製造した。詳しくは、表1に示す接着層用材料および被覆層用材料をそれぞれ押出機11および押出機12から同時に押出し、ダイス13内でアルミ製芯材10に積層・被覆して、アルミ製芯材の外表面における周方向の全部に接着層および被覆層を有する一体押出成形体を製造した。なお、押出条件、芯材条件は次の通りである。
押出機11:40φ、一軸押出機(押出温度約140℃)
押出機12:50φ、一軸押出機(押出温度約165℃)
アルミ製芯材は、ダイス内に挿入直前に予備加熱(約100℃)を行う。
【0073】
[評価方法]
(耐久接着性)
耐久接着性について促進試験を行った。
サンプルを70℃、95%RH環境下で30日間保管した後、JISK5400:1990の8.5.2碁盤目テープ試験に準じて、接着性試験を行った。詳しくは、サンプル表面にマス目を作成した。マス目はカッターナイフにて作成し、カッターナイフによる切り目間隔は2mm、マス目の総数は25個とした。テープの貼り方及びテープの剥がし方についてはJIS法に準じて行った。以下に記載の基準において、nは剥離しなかった碁盤目の数である。接着性試験は一体押出成形体の長手方向における中央部において行った。なお、剥離碁盤目が1つでもあると、当該一体押出成形体は全体として出荷できるものではない。
○;n=25(最良);
×;n≦24(不合格);
××;製造段階での接着不良のため試験できず。
【0074】
(耐寒熱接着性)
耐寒熱接着性についてサーマルサイクル試験を行った。
サンプルを−10℃で2時間保持した後、80℃で2時間保持する処理を1サイクルとし、計50サイクル行った。サンプル表面の浮き、はく離、クラック等の外観不良について観察した。
○;外観良好(良);
△;軽微な外観不良あり(実用上問題なし)(可);
×;浮き、剥離等の外観不良あり(不合格);
××;製造段階での接着不良のため試験できず(不合格)。
【0075】
(耐水接着性)
耐水接着性について吸水試験を行った。
サンプルを20℃の水に30日間浸漬した後、サンプル表面の浮き、はく離、クラック等の外観不良について観察した。
○;外観良好(良);
△;軽微な外観不良あり(実用上問題なし)(可);
×;浮き、剥離等の外観不良あり(不合格);
××;製造段階での接着不良のため試験できず(不合格)。
【0076】
【表1】

【産業上の利用可能性】
【0077】
本発明の金属製芯材入り一体押出成形体は、建築用化粧材、建築用手摺り、防犯用面格子、デッキ材、バルコニールーバー等の建築用部材、および家具、什器、照明器具等の部材として有用である。
【符号の説明】
【0078】
1:被覆層
2:接着層
3:溝
10:14:芯材
11:12:押出機
13:ダイス
【技術分野】
【0001】
本発明は、金属製芯材入り一体押出成形体および建築用部材に関する。
【背景技術】
【0002】
従来より、金属製芯材入り一体押出成形体として、アルミニウムなどの金属からなる基材と基材に押出被覆される被覆層とを有し、該被覆層が少なくとも熱可塑性合成樹脂、特にポリエチレン、および木粉を含む複合押出被覆材が知られている(特許文献1)。そのような複合押出被覆材は被覆層に木粉が含有されるため、上質な木質感が得られる。
【0003】
しかしながら上記した押出被覆材は、芯材と被覆層との間で十分な接着性が得られないことが問題となっていた。例えば、長期の保管または使用によって接着性が低下したり、寒熱の繰り返しにより接着性が低下したり、または水との接触により接着性が低下したりした。このような接着性の低下は、温度変化による芯材と被覆層の伸縮の違いにより芯材が見えるなどの不具合を引き起こしたり、異型断面形状の場合に被覆層の出隅、入隅部が製造時や使用時に浮いてきたり、表面樹脂に傷が付くと被覆層が剥がれ易くなる、といった問題を引き起こした。
【0004】
一方、アルミニウム製基材と、合成樹脂、特にアクリル系樹脂を含む被覆層との間に、ポリエステル系樹脂層を形成することによって、接着性を向上させる技術が報告されている(特許文献2)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2002−120333号公報
【特許文献2】特開2008−080753号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、木粉を含有したポリオレフィン系樹脂が被覆層である場合、十分な接着性は得られなかった。
【0007】
本発明は、被覆層が木粉を含有したポリオレフィン系樹脂であっても、金属製芯材との十分な接着性を発揮する一体押出成形体および建築用部材を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明は、金属製芯材の外表面に、ポリオレフィン系樹脂および木粉を含有する被覆層および該被覆層と芯材との間に形成される接着層を有し、該接着層が少なくともα−オレフィンとエポキシ基含有不飽和モノマーを重合させてなる共重合体を含有することを特徴とする一体押出成形体および該一体押出成形体からなる建築用部材に関する。
【発明の効果】
【0009】
本発明の一体押出成形体および建築用部材は、被覆層と芯材との間に特定の接着層を有するため、被覆層が木粉が含有されるポリオレフィン系樹脂であっても、被覆層と接着層との接着性および接着層と芯材との接着性に優れる。その結果として、被覆層の芯材に対する良好な接着性が発揮され、長期間の保管または使用、寒熱の繰り返しおよび水との接触によっても、十分な接着性が発揮される。本発明において、被覆層に不飽和カルボン酸が含有されると、被覆層と接着層との接着性がさらに向上するため、結果として、被覆層の芯材に対する接着性がより一層向上する。
【図面の簡単な説明】
【0010】
【図1】本発明の一体押出成形体の一例を表す概略見取り図である。
【図2】本発明の一体押出成形体の一例を表す概略見取り図である。
【図3】本発明の一体押出成形体を構成する芯材の一例を表す概略見取り図である。
【図4】本発明の一体押出成形体を構成する芯材の一例を表す概略見取り図である。
【図5】本発明の一体押出成形体を構成する芯材の一例を表す概略見取り図である。
【図6】本発明の一体押出成形体を構成する芯材の一例を表す概略見取り図である。
【図7】本発明の一体押出成形体を製造するための共押出式の一体押出成形機の概略断面図である。
【発明を実施するための形態】
【0011】
本発明の一体押出成形体は、芯材の外表面に被覆層を有し、該被覆層と芯材との間にさらに接着層を有するものである。詳しくは、例えば図1および図2に示すように、被覆層1および接着層2は芯材10の長手方向mにおいて連続的に形成され、接着層2は被覆層1と芯材10との間に形成される。芯材10断面の周方向Pにおいては被覆層1および接着層2は、例えば図1および図2に示すように該周方向Pの全部において継ぎ目なく連続的に形成されてもよいし、または該周方向Pの一部において形成されてもよい。図1および図2はいずれも本発明の一体押出成形体の一例を示す概略見取り図である。
【0012】
本明細書中、一体押出成形とは、接着層用材料および被覆層用材料をそれぞれ押出成形すると同時に、それらの層を、送り込まれた芯材に順次被覆して一体化することを意味し、そのよう方法で形成されたものを一体押出成形体という。
【0013】
芯材10はアルミニウムまたはアルミニウム合金、ステンレス、亜鉛メッキ鋼、銅等の金属からなるものであり、建築用部材として必要な軽量性及び中空状または異形状への加工容易性の観点から好ましくアルミニウムまたはアルミニウム合金からなる。芯材は中空または中実の形態を有してよく、その全体形状は特に制限されず、例えば、平板形状、棒形状等であってよい。例えば、アルミニウムまたはアルミニウム合金からなる中空または中実の芯材は、アルミニウムまたはアルミニウム合金の押出成形により形成可能である。特に中空形状やコ字形状・L字形状等種々の異形状の断面を有する芯材の製造には、押出成形が有用である。なお、本発明において「アルミ製」とは、「アルミニウム合金製」もその範疇に含むものである。芯材の断面とは芯材の長手方向に対して垂直な方向の芯材断面である。
【0014】
アルミ製芯材が中空の形態を有する場合、平板形状を有する場合、および異形状断面を有する場合のアルミ部分の厚みは0.8〜5.0mm、特に1.1〜3.0mmであることが、アルミの剛性及び押出加工性の観点から好ましい。
また芯材が中空または中実の形態を有する場合の全体寸法は特に制限されるものではなく、得られる一体押出成形体の用途に応じて適宜設定されればよい。なお、建築用部材としての剛性及び表面加飾性が求められることからすれば、前記厚みに加えて、芯材幅方向として20mm以上、好ましくは30mm以上の長さを有することが好ましい
【0015】
特に一体押出成形体を建築用部材として使用する場合において芯材10は、図1および図2に示すような中空形状または図3及び図4に示すような異形状を有することが好ましい。図3および図4は本発明の一体押出成形体の製造に使用可能な芯材の一例を表す概略見取り図である。
【0016】
芯材が中空棒形状を有する場合において、その断面形状は特に制限されるものではなく、例えば、略円形、略楕円形、または略方形(例えば、略長方形、略正方形)等であってよい。建築用部材の取扱い性の観点からは、略円形、略楕円形または略長方形の断面形状、特に略楕円形または略長方形の断面形状を有する芯材が好ましい。特に、中空長方形の断面形状の芯材は、一体押出成形時において芯材自体が樹脂圧で撓みやすく、接着性が低下する傾向があるため、接着性が向上する本発明にとって有効である。
【0017】
芯材が中空形態を有する場合において、芯材は中空内部に、一体押出成形体の取り付けのためのビスホールを有してもよい。ビスホールは、芯材が押出成形により形成されるとき、同時に一体化形成可能である。
【0018】
芯材は、接着層と芯材との接着性のさらなる向上を目的として、後述の被覆層および接着層の形成前において、ローレット加工処理および/またはアルマイト処理を行うことが好ましい。ローレット加工処理とアルマイト処理の両方の処理を行う場合、ローレット加工を行った後、アルマイト処理を行うことが好ましい。
【0019】
ローレット加工処理は、芯材の外表面に溝を形成する加工処理であって、これにより接着層と芯材との接着性がさらに向上する。芯材にローレット加工を施す場合、芯材は外表面の少なくとも接着層形成領域において長手方向に沿って溝を有すればよい。例えば、芯材は、接着層形成領域においてのみ当該溝を有してもよいし、または接着層形成領域以外の領域においても当該溝を有してもよい。接着層との接着性の観点から好ましくは、例えば、図5および図6に示すように、溝3は芯材10の外表面全面において、芯材10の断面周方向および長手方向mの両方向において連続的に形成される。溝3は芯材の長手方向mに沿ったものであるので、芯材の長手方向に対して略垂直な方向に沿って形成される溝やエンボス加工によって付与される凹凸等と比較して、芯材の成形と同時に溝付与が可能となり、より均一な溝形成を効率よく達成できる。
【0020】
本発明は、芯材が、芯材長手方向の溝以外に、例えば、当該長手方向に対して略垂直な方向の溝やエンボス加工による凹凸を有することを妨げるものではないが、生産性の観点から長手方向の溝のみを有することが好ましい。長手方向の溝を有するだけで、芯材と接着層との間で良好な接着性を確保できるためである。
【0021】
溝3の深さ(Dp)は好ましくは0.03〜1.0mmであり、より好ましくは0.05〜0.35mmである。
溝3のピッチ(P)(すなわち、隣接する溝間における最深部間隔)は好ましくは0.03〜1.5mmであり、より好ましくは0.05〜1.0mmである。
【0022】
溝の深さおよびピッチは、芯材の長手方向の長さ1mあたり任意の3箇所において、測定された値の平均値で示すものとする。測定方法は特に限定されるものではないが、マイクロゲージを用いた方法が簡易である。また、レーザー光を照射して深さを測定しても良い。なお、深さ及びピッチについて、切断断面をマイクロスコープにて確認する方法でも測定可能である。
【0023】
溝の形状は特に制限されるものではなく、例えば、溝によって形成される凹凸の断面形状が、図5および図6に示すように、略三角形状の凸部および凹部が連続するような形態を有していても良いし、または略円弧形状の凸部および凹部が連続するような形態を有していても良い。
【0024】
芯材を押出成形によって形成するに際して、同時に長手方向の溝を形成可能である。例えば、アルミ製芯材の押出成形時において、所定の長手方向の溝に対応した凸部を内面に有する金型を押出口に使用することによって、所定の長手方向の溝を芯材外表面に形成可能である。また、別法として、溝を有しない既製のアルミ製芯材と、当該芯材断面と同形状の孔を有し、かつ当該孔の内面に所定の長手方向の溝に対応した凸部を有するリング状の溝形成部材とを用意し、芯材の一端において溝形成部材を嵌合し、その状態で相対的に溝形成部材を芯材の他端まで通過させることによって、所定の長手方向の溝を芯材外表面に形成可能である。これらの方法はいずれも、長手方向の溝の均一な形成を比較的短時間で達成可能である。
【0025】
長手方向の溝が、アルミ製芯材を押出成形するときに同時形成されると、溝がより短時間で形成され得るため、一体押出成形体の生産性が顕著に優れる。しかも、溝がより均一に形成され、接着層との接着性が顕著に優れる。
【0026】
アルマイト処理は、特にアルミ製芯材の表面に酸化皮膜を形成する処理であって、これにより接着層と芯材との接着性がさらに向上する。アルマイト処理は、いわゆる陽極酸化処理のことであり、一般的な陽極酸化処理方法の原理をそのまま採用することができる。一例を挙げれば、所定のアルミニウム材を脱脂洗浄した後、電解研磨を行い、水洗したのち電解槽で陽極酸化処理を行う方法である。電解液は、リン酸溶液、硫酸溶液、スルファミン酸溶液、シュウ酸溶液等を使用することができる。陽極酸化処理は、20〜40℃の電解液中で、アルミニウム材を陽極として電解処理することによって行われる。なお、一般的なアルマイト処理においては、後工程として封孔処理が行われる。封孔処理は、陽極酸化処理で生じた微細孔により、耐食性の低下等の悪影響を防ぐためのものであり、加圧水蒸気中での処理や酢酸ニッケル・酢酸コバルトの水溶液中で処理する方法が用いられている。しかし本発明では、封孔処理を行わない段階のものを芯材として使用する。酸化被膜の表面の微細孔ゆえ、接着層との接着力が大きく向上するためである。
【0027】
被覆層1は少なくともベース樹脂および木粉を含有する樹脂層である。
ベース樹脂はポリオレフィン系樹脂である。ポリオレフィン系樹脂は1種類または2種類以上のα−オレフィンをモノマーとして含有する単独重合体または共重合体である。α−オレフィンは、例えば、エチレン、プロピレン、イソブチレン、ヘキセンのような炭素原子数2〜8、好ましくは2〜6のα−オレフィンが挙げられる。好ましいα−オレフィンは、エチレン、プロピレンである。ポリオレフィン系樹脂はモノマーとしてα−オレフィン以外の他のモノマーを含有してもよい。そのような他のモノマーとして、例えば、酢酸ビニル等のビニルエステル系モノマーが挙げられる。
【0028】
ポリオレフィン系樹脂の具体例として、例えば、ポリエチレン、ポリプロピレン、エチレン−プロピレン共重合体等のポリオレフィン、エチレン酢酸ビニル共重合体等が挙げられる。好ましいポリオレフィン系樹脂はポリオレフィン、特にポリエチレン、ポリプロピレンである。
【0029】
ポリオレフィン系樹脂は不飽和カルボン酸により変性されていることが好ましい。不飽和カルボン酸変性ポリオレフィン系樹脂は被覆層中において木粉との相溶性が比較的高いために、被覆層と接着層との接着性をより一層、向上させることができる。
【0030】
不飽和カルボン酸は、1分子中、1以上の不飽和結合と1以上のカルボキシル基を有する化合物である。不飽和カルボン酸の具体例として、例えば、アクリル酸、メタクリル酸、エタクリル酸、クロトン酸等の不飽和モノカルボン酸、イタコン酸、マレイン酸およびフマル酸等の不飽和ジカルボン酸、ならびにそれらの誘導体が挙げられる。不飽和カルボン酸の誘導体として、上記した酸の塩化物、アミド、エステルおよび無水物が挙げられる。上記酸のエステルとしては、メチルエステル、エチルエステル、プロピルエステル、ジメチルアミノエチルエステル等が挙げられる。好ましい不飽和カルボン酸は不飽和ジカルボン酸およびその無水物であり、その具体例として、例えば、マレイン酸、および無水マレイン酸が挙げられる。
【0031】
不飽和カルボン酸による変性は、上記したポリオレフィン系樹脂の重合時または重合後において不飽和カルボン酸を系中に添加することによって達成できる。不飽和カルボン酸変性ポリオレフィン系樹脂は、ポリオレフィン系樹脂の主鎖に不飽和カルボン酸が付加反応により組み込まれ、ポリオレフィン系樹脂と不飽和カルボン酸との間に化学的結合が形成されてなる形態を有していてもよいし、ポリオレフィン系樹脂と不飽和カルボン酸との間に化学的結合が形成されることなく、ポリオレフィン系樹脂中に不飽和カルボン酸が分散されてなる形態を有していてもよいし、またはそれらの形態を複合的に有していてもよい。
【0032】
不飽和カルボン酸変性ポリオレフィン系樹脂における不飽和カルボン酸の含有量は、当該不飽和カルボン酸変性ポリオレフィン系樹脂の全モノマーに対して0.1〜15重量%、特に0.1〜10重量%が好ましい。2種類以上の不飽和カルボン酸が含有されてよく、その場合、それらの合計量が上記範囲内であればよい。
【0033】
ポリオレフィン系樹脂は、融点が165℃以下、特に125〜165℃であることが好ましい。一体押出成形の観点から、ポリオレフィン系樹脂のMFR(メルトフローレート)は3〜25g/10minであることが好ましく、特に3〜15g/10minがさらに好ましい。
【0034】
本明細書中、融点は、一般に用いられている示差走査熱量分析装置を用いて測定することができ、例えば、5mg程度の試料を窒素雰囲気下において昇温速度10℃/minで測定したときの相転移にともなう吸熱ピークのピーク値を測定することにより求めることができる。
MFRは190℃、荷重2.16kgfにおける値であり、JIS K 7210に基づき測定することができる。
【0035】
ポリオレフィン系樹脂は、従来から公知の方法、例えば、懸濁重合法、溶液重合法等によって製造できるし、または市販品として入手することもできる。特にポリオレフィン系樹脂としてのポリオレフィンは、廃棄されたポリオレフィン製品由来の再生品を利用することができる。これによって、環境負荷が低減されるので好ましい。不飽和カルボン酸変性ポリオレフィン系樹脂の市販品として、例えば、ユーメックス1010(三洋化成工業社製)等が使用できる。
【0036】
被覆層には、上記したポリオレフィン系樹脂の別成分として、不飽和カルボン酸が含有されてもよい。ポリオレフィン系樹脂の別成分として含有される不飽和カルボン酸はポリオレフィン系樹脂と木粉との相溶性を高めることができ、結果として被覆層と接着層との接着性をより一層、向上させることができる。特にポリオレフィン系樹脂としてポリオレフィンを使用する場合、当該ポリオレフィンの別成分として不飽和カルボン酸を被覆層中に添加することは、被覆層と接着層との接着性のさらなる向上の観点から有効である。
【0037】
ポリオレフィン系樹脂の別成分として含有される不飽和カルボン酸としては、前記した不飽和カルボン酸変性ポリオレフィン系樹脂の不飽和カルボン酸と同様の化合物が使用でき、好ましい不飽和カルボン酸は不飽和ジカルボン酸およびその無水物であり、その具体例として、例えば、マレイン酸、および無水マレイン酸が挙げられる。
【0038】
ポリオレフィン系樹脂の別成分として含有される不飽和カルボン酸の含有量は、ポリオレフィン系樹脂に対して0.2〜10重量%が好ましく、より好ましくは1.0〜10重量%である。2種類以上の不飽和カルボン酸が含有されてよく、その場合、それらの合計量が上記範囲内であればよい。
【0039】
本発明は、ベース樹脂にポリオレフィン系樹脂以外の他の樹脂が含有されることを妨げるものではない。他の樹脂として、例えば、アクリルニトリルブタジエンスチレン樹脂が挙げられる。
【0040】
木粉は、スギ、ヒノキ、ベイツガ等の木材、ならびにそのような木材の端材および廃材を粉砕したもの、おが屑等がよく用いられ、その粒径は10〜500メッシュのものを用いることができるが、より好適なのは60〜100メッシュ程度である。木粉として端材および廃材を粉砕してものを用いると、環境負荷が低減されるので好ましい。
【0041】
木粉の含有量はポリオレフィン系樹脂100重量部に対して5〜50重量部、好ましくは10〜40重量部である。
【0042】
被覆層は単層型であってもよいが、2層以上の多層型であってもよい。多層型被覆層は前記した範囲内の被覆層が2層以上で一体成形されればよい。
【0043】
被覆層の厚みは、本発明の目的が達成される限り特に制限されず、接着性、外観性、生産性の観点から好ましくは0.7〜5mmである。触ったときの木質感および被覆層の接着性のさらなる向上)の観点から、被覆層の厚みは1〜3mm、特に1.5〜2.5mmが好ましい。被覆層が多層型の場合、それらの合計厚みが上記範囲内であればよい。
【0044】
被覆層は、いわゆる非発泡体または発泡倍率5倍以下、特に2倍以下の低発泡体の形態を有するものであってよい。
【0045】
被覆層には種々の物性を高めるために、従来から合成樹脂に用いられる種々の添加剤、例えば、着色剤、充填剤、紫外線吸収剤、帯電防止剤、艶消し剤、種剤、マイカ粉粒体、有機繊維、バーミキュライト粉体、ガラスチップ等が含有されてもよい。
【0046】
着色剤としては、公知の無機系または有機系の顔料が使用可能である。着色剤の含有量はポリオレフィン系樹脂に対して1〜4重量%が好ましい。
【0047】
充填剤としては、例えば、炭酸カルシウム、タルク等が使用可能である。充填剤の含有量はポリオレフィン系樹脂に対して5〜30重量%が好ましい。
【0048】
接着層2はエポキシを含有するポリオレフィン系樹脂を含有する樹脂層である。このようなエポキシ基含有ポリオレフィン系樹脂は少なくともα−オレフィンとエポキシ基含有不飽和モノマーを重合させてなる共重合体である。エポキシ基含有ポリオレフィン系樹脂を用いることにより、接着層と被覆層との接着性および接着層と芯材との接着性が向上し、結果として被覆層の芯材に対する接着性が向上する。特に、接着層と被覆層との接着性の向上は、接着層におけるエポキシ基が、被覆層において木粉を構成するセルロースが有する水酸基と反応して化学的結合(エーテル結合)が形成されるため達成されるものと考えられる。
【0049】
本発明において、被覆層に不飽和カルボン酸を含有させることにより得られる接着層と被覆層との接着性のさらなる向上効果は、接着層におけるエポキシ基が、被覆層中の不飽和カルボン酸におけるカルボキシル基と反応して化学的結合(エステル結合)が形成されるため達成されるものと考えられる。
【0050】
エポキシ基含有ポリオレフィン系樹脂を構成するα−オレフィンとしては、前記ポリオレフィン系樹脂を構成するα−オレフィンと同様のモノマーが例示できる。好ましいα−オレフィンとしては、エチレン、プロピレンである。
【0051】
エポキシ基含有不飽和モノマーは、1分子中、1以上の不飽和結合と1以上のエポキシ基を有する化合物であり、例えば、グリシジルアクリレート、グリシジルメタクリレート等のグリシジル(メタ)アクリレート等が挙げられる。中でもグリシジル(メタ)アクリレートが好ましい。グリシジル(メタ)アクリレートは、グリシジルアクリレートおよびグリシジルメタクリレートを包含して意味するものとする。
【0052】
エポキシ基含有ポリオレフィン系樹脂はモノマーとしてα−オレフィンおよびエポキシ基含有不飽和モノマー以外の他のモノマーを含有してもよい。そのような他のモノマーとして、例えば、酢酸ビニル等のビニルエステル系モノマー;アクリル酸メチル、アクリル酸エチル、アクリル酸プロピル、メタクリル酸メチル、メタクリル酸エチル、メタクリル酸プロピル等のアクリル系モノマー;スチレン等のスチレン系モノマー;塩化ビニル等のハロゲン化ビニル系モノマー等が挙げられる。上記他のモノマーとしては、好ましくは、ビニルエステル系モノマー、アクリル系モノマーからなる群から選択される1種類以上のモノマーが使用され、より好ましくはビニルエステル系モノマーまたはアクリル系モノマーが使用される。好ましいビニルエステル系モノマーは酢酸ビニルである。好ましいアクリル系モノマーはアクリル酸メチルである。
【0053】
エポキシ基含有ポリオレフィン系樹脂の具体例として、例えば、以下の共重合体が挙げられる。
(1)α−オレフィン−エポキシ基含有不飽和モノマー共重合体;
(2)α−オレフィン−エポキシ基含有不飽和モノマー−ビニルエステル系モノマー共重合体;
(3)α−オレフィン−エポキシ基含有不飽和モノマー−アクリル系モノマー共重合体;
(4)α−オレフィン−エポキシ基含有不飽和モノマー−スチレン系モノマー共重合体;
(5)α−オレフィン−エポキシ基含有不飽和モノマー−ハロゲン化ビニル系モノマー共重合体;
(6)α−オレフィン−エポキシ基含有不飽和モノマー−ビニルエステル系モノマー−アクリル系モノマー共重合体。
【0054】
上記具体例の中でも、(1)、(2)、(3)および(6)の共重合体が好ましく、より好ましくは(1)、(2)および(3)の共重合体であり、最も好ましくは(2)の共重合体である。
【0055】
エポキシ基含有ポリオレフィン系樹脂におけるα−オレフィンの含有量は、被覆層と接着層との接着性および接着層と芯材との接着性の向上の観点から、当該樹脂の全モノマー成分に対して60〜95重量%が好ましく、より好ましくは75〜90重量%である。α−オレフィンは2種類以上組み合わせて使用されてよく、その場合、それらの合計量が上記範囲内であればよい。
【0056】
エポキシ基含有ポリオレフィン系樹脂におけるエポキシ基含有不飽和モノマーの含有量は、被覆層と接着層との接着性および接着層と芯材との接着性の向上の観点から、当該樹脂の全モノマー成分に対して3〜30重量%が好ましく、より好ましくは10〜20重量%である。エポキシ基含有不飽和モノマーは2種類以上組み合わせて使用されてよく、その場合、それらの合計量が上記範囲内であればよい。
【0057】
エポキシ基含有ポリオレフィン系樹脂における上記他のモノマーの含有量は、当該樹脂の全モノマー成分に対して30重量%以下が好ましく、より好ましくは10重量%以下である。他のモノマーは2種類以上組み合わせて使用されてよく、その場合、それらの合計量が上記範囲内であればよい。
【0058】
エポキシ基含有ポリオレフィン系樹脂は、耐熱性と押出成形性の観点から、融点が50〜105℃、特に90〜100℃であることが好ましい。一体押出成形の観点から、エポキシ基含有ポリオレフィン系樹脂のMFRは1〜20g/10minであることが好ましく、特に3〜10g/10minがさらに好ましい。
【0059】
エポキシ基含有ポリオレフィン系樹脂は、従来から公知の方法、例えば、懸濁重合法、溶液重合法等によって製造できるし、または市販品として入手することもできる。
エポキシ基含有ポリオレフィン系樹脂の市販品として、例えば、ボンドファースト(登録商標)7B(住友化学株式会社製)、ボンドファースト(登録商標)7M(住友化学株式会社製)等が挙げられる。
【0060】
本発明は、接着層にエポキシ含有ポリオレフィン系樹脂以外の他の樹脂が接着性を損な
わない範囲で含有されることを妨げるものではない。
【0061】
接着層の厚みは、本発明の目的が達成される限り特に制限されず、接着性、生産性の観点から好ましくは0.05〜0.5mmであり、より好ましくは0.1〜0.3mmである。
【0062】
本発明の一体押出成形体は、生産性、長尺物成形、製品特性の一定性という面から、被覆層および接着層の押出成形と同時に被覆層および接着層を芯材と一体化させる、いわゆる一体押出法によって製造される。例えば、図7に示すような共押出式の一体化押出成形機において、各樹脂層を形成する材料を溶融・混練するための各押出機(図7中、11,12)より押し出された樹脂を1個のダイス13内で積層すると同時に、それらの層を、送り込まれた芯材14に順次被覆して一体化する。一体化された後は、通常、冷却され、所望寸法に切断される。図7では2台の押出機が使用されているが、これに制限されず、被覆層の数に応じて適宜設置されればよい。
【0063】
本発明の一体押出成形体は、芯材の外表面全面を接着層および被覆層にて被覆されている必要はない。例えば図2のような断面略長方形状の芯材10を用いる場合であれば、上面及び下面を接着層および被覆層で被覆し、側面は芯材がむき出し状態であるような被覆状態であっても良い。また、建築用部材であれば外観として現れる部分のみが接着層および被覆層で被覆されているような場合も本発明に含まれる。
【実施例】
【0064】
[芯材]
(芯材A)
中空状芯材として、押出成形により、図2に示すような断面略長方形状の中空アルミ製芯材を製造した。芯材のアルミ部分の厚みは一様に1.2mmであった。断面形状は幅方向長さ39mm×高さ方向長さ14mmであり、長手方向長さは3000mmであった。アルミ芯材には、ローレット加工により長手方向に延びる溝を形成した後、アルマイト処理(封孔処理せず)により酸化皮膜を形成した。溝ピッチは0.5mm、溝深さは0.1mmであった。アルマイト処理は、硫酸法を用いた。
【0065】
(芯材B)
異形状芯材として、押出成形により、図3に示すような断面略コ字状の異形アルミ製芯材を製造した。芯材のアルミ部分の厚みは一様に1.2mmであった。断面形状は幅方向長さ150mm×高さ方向長さ50mmであり、長手方向長さは3000mmであった。アルミ芯材には、ローレット加工により長手方向に延びる溝を形成した後、アルマイト処理(封孔処理せず)により酸化皮膜を形成した。溝ピッチは0.5mm、溝深さは0.1mmであった。アルマイト処理は、硫酸法を用いた。
【0066】
(芯材C)
芯材Cは、ローレット加工を施さなかったこと以外、芯材Aと同様であった。
【0067】
[被覆層用ペレット]
(ペレットA)
マレイン酸変性ポリプロピレン樹脂(マレイン酸含有量約2重量%、融点150℃、MFR約10g/min)100重量部に、木粉(粒径100メッシュ以下)30重量部、ブラウン着色剤5.2重量部、充填剤(タルク)15重量部を混合した。混合物を溶融し押し出した後、冷却して、粗粉砕し、ペレットを製造した。
【0068】
(ペレットB)
ポリプロピレン(融点150℃、MFR約10g/min、マレイン酸不含有)100重量部に、木粉(粒径100メッシュ以下)30重量部、ブラウン着色剤5.2重量部、充填剤(タルク)15重量部を混合した。混合物を溶融し押し出した後、冷却して、粗粉砕し、ペレットを製造した。
【0069】
[接着層用材料]
(1)エポキシ基含有ポリオレフィン系樹脂として以下の材料を用いた。
ボンドファースト(登録商標)7B(住友化学株式会社製、エチレン−グリシジルメタクリレート−酢酸ビニル(共重合比(重量比)83:12:5)、MFR7g/10min、融点95℃);
ボンドファースト(登録商標)7M(住友化学株式会社製、エチレン−グリシジルメタクリレート−アクリル酸メチル(共重合比(重量比)67:6:27)、MFR7g/10min、融点52℃)。
【0070】
(2)エポキシ基を含有しないポリエステル系樹脂として以下の材料を用いた。
アロンメルト(登録商標)PES−114EE(東亞合成株式会社製、MFR35g/10min、融点115℃)。
【0071】
(3)エポキシ基を含有しないポリオレフィン系樹脂として以下の材料を用いた。
ニュクレル(登録商標)N1525(三井・デュポン・ポリケミカル株式会社製、MFR25g/10min、融点93℃)。
【0072】
[評価サンプルの作成方法]
(実施例1〜8/比較例1〜3)
共押出式の一体化押出成形機によって一体押出成形体を製造した。詳しくは、表1に示す接着層用材料および被覆層用材料をそれぞれ押出機11および押出機12から同時に押出し、ダイス13内でアルミ製芯材10に積層・被覆して、アルミ製芯材の外表面における周方向の全部に接着層および被覆層を有する一体押出成形体を製造した。なお、押出条件、芯材条件は次の通りである。
押出機11:40φ、一軸押出機(押出温度約140℃)
押出機12:50φ、一軸押出機(押出温度約165℃)
アルミ製芯材は、ダイス内に挿入直前に予備加熱(約100℃)を行う。
【0073】
[評価方法]
(耐久接着性)
耐久接着性について促進試験を行った。
サンプルを70℃、95%RH環境下で30日間保管した後、JISK5400:1990の8.5.2碁盤目テープ試験に準じて、接着性試験を行った。詳しくは、サンプル表面にマス目を作成した。マス目はカッターナイフにて作成し、カッターナイフによる切り目間隔は2mm、マス目の総数は25個とした。テープの貼り方及びテープの剥がし方についてはJIS法に準じて行った。以下に記載の基準において、nは剥離しなかった碁盤目の数である。接着性試験は一体押出成形体の長手方向における中央部において行った。なお、剥離碁盤目が1つでもあると、当該一体押出成形体は全体として出荷できるものではない。
○;n=25(最良);
×;n≦24(不合格);
××;製造段階での接着不良のため試験できず。
【0074】
(耐寒熱接着性)
耐寒熱接着性についてサーマルサイクル試験を行った。
サンプルを−10℃で2時間保持した後、80℃で2時間保持する処理を1サイクルとし、計50サイクル行った。サンプル表面の浮き、はく離、クラック等の外観不良について観察した。
○;外観良好(良);
△;軽微な外観不良あり(実用上問題なし)(可);
×;浮き、剥離等の外観不良あり(不合格);
××;製造段階での接着不良のため試験できず(不合格)。
【0075】
(耐水接着性)
耐水接着性について吸水試験を行った。
サンプルを20℃の水に30日間浸漬した後、サンプル表面の浮き、はく離、クラック等の外観不良について観察した。
○;外観良好(良);
△;軽微な外観不良あり(実用上問題なし)(可);
×;浮き、剥離等の外観不良あり(不合格);
××;製造段階での接着不良のため試験できず(不合格)。
【0076】
【表1】
【産業上の利用可能性】
【0077】
本発明の金属製芯材入り一体押出成形体は、建築用化粧材、建築用手摺り、防犯用面格子、デッキ材、バルコニールーバー等の建築用部材、および家具、什器、照明器具等の部材として有用である。
【符号の説明】
【0078】
1:被覆層
2:接着層
3:溝
10:14:芯材
11:12:押出機
13:ダイス
【特許請求の範囲】
【請求項1】
金属製芯材の外表面に、ポリオレフィン系樹脂および木粉を含有する被覆層および該被覆層と芯材との間に形成される接着層を有し、該接着層が少なくともα−オレフィンとエポキシ基含有不飽和モノマーを重合させてなる共重合体を含有することを特徴とする一体押出成形体。
【請求項2】
被覆層に含有されるポリオレフィン系樹脂が不飽和カルボン酸変性ポリオレフィン系樹脂である請求項1に記載の一体押出成形体。
【請求項3】
被覆層が不飽和カルボン酸またはその誘導体をさらに含有する請求項1に記載の一体押出成形体。
【請求項4】
被覆層が0.7〜5mmの厚みを有し、接着層が0.05〜0.5mmの厚みを有する請求項1〜3のいずれかに記載の一体押出成形体。
【請求項5】
芯材がアルミニウム製であり、表面に酸化皮膜を有する請求項1〜4のいずれかに記載の一体押出成形体。
【請求項6】
芯材が外表面における少なくとも接着層形成領域において長手方向に沿って、深さ0.03〜1.0mmの溝を有する請求項1〜5のいずれかに記載の一体押出成形体。
【請求項7】
請求項1〜6のいずれかに記載の一体押出成形体からなる建築用部材。
【請求項1】
金属製芯材の外表面に、ポリオレフィン系樹脂および木粉を含有する被覆層および該被覆層と芯材との間に形成される接着層を有し、該接着層が少なくともα−オレフィンとエポキシ基含有不飽和モノマーを重合させてなる共重合体を含有することを特徴とする一体押出成形体。
【請求項2】
被覆層に含有されるポリオレフィン系樹脂が不飽和カルボン酸変性ポリオレフィン系樹脂である請求項1に記載の一体押出成形体。
【請求項3】
被覆層が不飽和カルボン酸またはその誘導体をさらに含有する請求項1に記載の一体押出成形体。
【請求項4】
被覆層が0.7〜5mmの厚みを有し、接着層が0.05〜0.5mmの厚みを有する請求項1〜3のいずれかに記載の一体押出成形体。
【請求項5】
芯材がアルミニウム製であり、表面に酸化皮膜を有する請求項1〜4のいずれかに記載の一体押出成形体。
【請求項6】
芯材が外表面における少なくとも接着層形成領域において長手方向に沿って、深さ0.03〜1.0mmの溝を有する請求項1〜5のいずれかに記載の一体押出成形体。
【請求項7】
請求項1〜6のいずれかに記載の一体押出成形体からなる建築用部材。
【図1】

【図2】

【図3】

【図4】

【図5】

【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2012−66403(P2012−66403A)
【公開日】平成24年4月5日(2012.4.5)
【国際特許分類】
【出願番号】特願2010−210958(P2010−210958)
【出願日】平成22年9月21日(2010.9.21)
【出願人】(000001096)倉敷紡績株式会社 (296)
【Fターム(参考)】
【公開日】平成24年4月5日(2012.4.5)
【国際特許分類】
【出願日】平成22年9月21日(2010.9.21)
【出願人】(000001096)倉敷紡績株式会社 (296)
【Fターム(参考)】
[ Back to top ]