
不燃性内照式電飾看板

【課題】光透過性が高く、適度な光拡散性とを有する繊維複合膜材であって、その全面にマーキングフィルムを貼付した使用形態においても不燃試験に適合することを可能とする内照式看板用膜材、及び内照式看板の提供。
【解決手段】本発明の不燃性内照式電飾看板は、無機フィラメント束を隙間無く配置編織してなる布帛の片面以上に難燃樹脂被覆層を設け、この難燃樹脂被覆層の少なくとも一層上の表面に、マーキングフィルム貼着層を有するシートにおいて、難燃樹脂被覆層を、2種類以上の合成樹脂の非相溶混合による海島構造を形成していて、島成分が難燃剤を含まず光拡散透過性を有し、海成分が難燃剤を含有してなる光拡散半透過性構造で構成し、さらに繊維複合基材とマーキングフィルム貼着層との厚み比率を10:1〜10:2.5の範囲内とする。
【解決手段】本発明の不燃性内照式電飾看板は、無機フィラメント束を隙間無く配置編織してなる布帛の片面以上に難燃樹脂被覆層を設け、この難燃樹脂被覆層の少なくとも一層上の表面に、マーキングフィルム貼着層を有するシートにおいて、難燃樹脂被覆層を、2種類以上の合成樹脂の非相溶混合による海島構造を形成していて、島成分が難燃剤を含まず光拡散透過性を有し、海成分が難燃剤を含有してなる光拡散半透過性構造で構成し、さらに繊維複合基材とマーキングフィルム貼着層との厚み比率を10:1〜10:2.5の範囲内とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、不燃性内照式看板に関するものであり、更に詳しくは、可撓性を有し、可視光透過率が高く適度な光の拡散性を有し、特にマーキングフィルム(カッティングシート)層を有する光拡散透過性シートであり、特に夜間には内部照明によってアイキャッチ性を発揮するコンビニエンスストアの軒先サイン、飲食チェーン店の軒先サイン、飲食店の屋外看板、ビルの屋上設置の広告看板、地下街壁面の広告看板などに用いる不燃性のフレキシブル積層体に関するものである。
【背景技術】
【0002】
コンビニエンスストア、ファーストフード店、居酒屋、カラオケ店、ガソリンスタンド、金融ATMなどの各種販売業、及びサービス業においては、昼夜問わず内照看板表示体が多用されており、これらの内照式看板は屋号や広告の表示機能と同時に夜間照明としても機能している。また一方で、駅構内、地下鉄駅構内、地下街、地下連絡通路の壁面にも内照看板表示体が多用されているのは照明機能を兼備するからである。これらの内照式広告看板は、アクリル樹脂板にインクジェット出力したり、マーキングフィルム(カッティングシート)を切貼を施したものが主流であるが、割れ易く、しかも易燃性であることが欠点ある。そのため建築物に附帯する大型看板用途では高い防炎性能と耐衝撃強度が必要となるため、例えば、ポリエステル繊維織物を基材として、その表面を軟質塩化ビニル樹脂フィルムで積層した繊維強化フレキシブル膜材が内照式看板に使用されており、近年は建築基準法に定める不燃性が不可欠となり、これによってガラス繊維織物を基材とする不燃性フレキシブル膜材が内照式看板用途に使用され始めている。(特許文献1,2,3)
【0003】
特許文献1にはASTM−E1354「建築材料の燃焼性試験方法」に準拠した燃焼試験に適合する材料として、不燃性シート材料を主体に構成した不燃性看板が提案され、特許文献2には建築基準法施行令108条の2に準拠した発熱性試験に適合する材料として、ガラスクロスの片面又は両面に積層された不燃性樹脂層とからなる内照式電飾看板用不燃性シートが提案され、特許文献3には1998年改正建築基準法第2条9号に規定の不燃材料と判定されるための膜材として、ガラス繊維製布帛の一方の面を難燃性フィルム層とし、他方の面を難燃性フィルム、熱可塑性樹脂またはシリコーン樹脂を主体としたコート層とする看板用膜材が提案されている。これらの燃焼試験では可燃成分が少ないほど合格率が高くなるため無機系材料を主体とする構成とすることが一般的である。これらの不燃膜材は国土交通大臣認定番号を取得することで建築基準法物件適用材料となる。
【0004】
特許文献1〜3の膜材は実施例によると、原反の状態で不燃性試験に適合し得る材料である。しかし内照式看板とは、膜材表面に写真、イラストレーション、商号ロゴなどをインクジェット出力したり、マーキングフィルムを切貼して、ユーザーごとに自由使用されている。特にコンビニエンスストア、飲食チェーン店、ガソリンスタンド、銀行など競合の多い分野では、各社とも競合他社との見分けを一目瞭然とするシンボルカラーを有しており、また独自の商号ロゴを有している。このような内照式看板の作成には各社で特注して規格化されたカラーのマーキングフィルムを用い、商号ロゴを抜きカッティング、または別色カッティング商号ロゴの貼付により全店舗で共通仕様化されている。このように企業のシンボルカラー展開では内照式看板のほぼ全面をマーキングフィルムで被覆したものとなることが少なくない。ところでマーキングフィルムは、熱可塑性樹脂に顔料を配合し、公知の成型方法によりフィルム化して裏面に粘着剤層を設けた可燃性の材料である。従って、内照式看板全面にマーキングフィルムを貼付した状態では不燃試験に適合することが困難となり、本来基材の有する国土交通大臣認定番号取得の不燃性との乖離が懸念される。
そのためマーキングフィルムを大面積で貼着した内照式看板の状態でも改正建築基準法規定の不燃材料の要件を満たすことが強く望まれているのであるが、しかしながらマーキングフィルム使用条件での不燃要件を満たすには、膜材自体の難燃性を強化する必要があり、それには大量の難燃剤粉末の添加が必要である。しかし、それでは難燃剤粉末の多量添加による弊害として膜材の隠蔽性が増し、光透過性を著しく阻害するために、内照式看板としての使用の妨げとなっており、実質的に内照式看板用の不燃膜材は存在していなかった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2005−181868号公報
【特許文献2】特開2006−145910号公報
【特許文献3】特開2004−269635号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、内照式看板に用いる可撓性繊維複合膜材で、光透過性が高く、適度な光拡散性とを有する不燃性膜材であって、その全面にマーキングフィルム(カッティングシート)を貼付した使用形態においても不燃試験に適合することを可能とする、高度の不燃特性と光拡散透過性とを具備する不燃性内照式看板用の膜材、及び不燃性内照式看板の提供をしようとするものである。
【課題を解決するための手段】
【0007】
上記課題を解決するために、無機フィラメント束を隙間無く配置編織してなる布帛の片面以上に難燃樹脂被覆層を設け、この難燃樹脂被覆層の少なくとも一層上の表面に、マーキングフィルム貼着層を有するシートにおいて、難燃樹脂被覆層を、2種類以上の合成樹脂の非相溶混合による海島構造を形成していて、島成分が難燃剤を含まず光拡散透過性を有し、海成分が難燃剤を含有してなる光拡散半透過性構造で構成すること及び、繊維複合基材と、マーキングフィルム貼着層との厚み比率を、10:1〜10:2.5の範囲内とすることによって、マーキングフィルム貼着にも拘わらず内照式看板に適した光拡散透過性を有し、しかも高度の不燃特性を具備することを見出して本発明を完成するに至った。
【0008】
すなわち本発明の不燃性内照式看板は、無機フィラメント束を隙間無く配置編織してなる布帛の片面以上に、難燃樹脂被覆層が設けられた繊維複合基材において、難燃樹脂被覆層の少なくとも一層上の表面において、その全面、または部分的あるいは散在的にマーキングフィルム貼着層を有する光拡散透過性シートであって、前記難燃樹脂被覆層が、2種類以上の合成樹脂の非相溶混合によって形成された海島構造を有し、この海島構造において、島成分が難燃剤を含まず光拡散透過性を有し、海成分が難燃剤を含有光拡散半透過性構造で構成し、かつ、前記繊維複合基材の厚さと、前記マーキングフィルム貼着層の厚さの比率が、10:1〜10:2.5の範囲内であることが好ましい。本発明の不燃性内照式看板は、前記島成分と、前記海成分とにおける可視光透過率(JIS−Z8722)の比が、3:2〜3:1の範囲内であることが好ましい。本発明の不燃性内照式看板は、前記光拡散透過性シートの最外層に、光触媒性防汚層を有することが防汚性の観点で好ましい。本発明の不燃性内照式看板は、前記光拡散透過性シートを試験体として、コーンカロリーメーター試験法(ASTM−E1354)において前記光拡散透過性シートに対して輻射電気ヒ−タ−による輻射熱を、50kW/m2で照射した時に、加熱開始後20分間の総発熱量が8MJ/m2以下であり、且つ加熱開始後20分間、10秒以上継続して最高発熱速度が200kW/m2を超えない燃焼特性を有することが不燃性保持の観点で好ましい。
【発明の効果】
【0009】
本発明によれば、内照式看板用途に適して用いることができる可撓性繊維複合膜材で、光透過性が高く且つ、適度な光拡散性を有し、特にその全面にマーキングフィルムを貼付した使用形態においても不燃試験(建築基準法)に適合することを可能とする高度の不燃特性を有する内照式看板用の膜材、及び不燃性内照式看板システムを提供することができる。本発明の膜材により、ユーザー個々による看板デザインの要求を満足させながら、改正建築基準法に規定の不燃材料要件を満たすことができるので、繁華街での火災に対する延焼拡大防止の十分な対策となり得る。従って本発明の不燃性内照式看板は、小型〜大型設置を問わず、コンビニエンスストアの軒先サイン、飲食チェーン店の軒先サイン、飲食店の屋外看板、ビルの屋上設置の広告看板、地下街壁面の広告看板などに広く適して用いることができる。また、本発明において、繊維複合膜材にはマーキングフィルムを貼着せず、インクジェット印刷を施した意匠看板においても改正建築基準法に規定する不燃材料要件を満たすことが可能である。
【図面の簡単な説明】
【0010】
【図1】本発明の不燃性内照式看板(光拡散透過性シート)の一例を示す図
【図2】本発明の不燃性内照式看板(光拡散透過性シート)の一例を示す図
【図3】本発明の不燃性内照式看板システムの一例を示す図
【図4】実施例及び比較例で評価に用いた内照式電飾看板モデルを示す図
【図5】難燃樹脂被覆層の海島構造を示し、島成分が難燃剤を含まず光拡散透過性を 有し海成分が難燃剤を含む光拡散半透過性構造である構造を示す図
【発明を実施するための形態】
【0011】
本発明の不燃性内照式看板は、無機フィラメント束を隙間無く配置編織してなる布帛の片面以上に、難燃樹脂被覆層が設けられた繊維複合基材において、この難燃樹脂被覆層の少なくとも一層上の表面において、その全面、または部分的あるいは散在的にマーキングフィルム貼着層を有する光拡散透過性シートであって、難燃樹脂被覆層が、2種類以上の合成樹脂の非相溶混合によって形成された海島構造を有しており、この海島構造において、島成分が難燃剤を含まず光拡散透過性を有し、海成分が難燃剤を含有してなる光拡散半透過性構造で構成される膜材である。
【0012】
本発明の不燃性内照式看板に用いる布帛は、無機フィラメント束を隙間無く配置編織して得られる織物、または編物である。無機フィラメント束は、ガラス繊維、シリカ繊維、アルミナ繊維、シリカ−アルミナ繊維などの、繊度138〜2223dtex(デシテックス)、特に277〜1112dtexの無機長繊維を、フィラメント数3〜300本、特に50〜150本で集束してなる糸条であり、これらは撚りを掛けて、あるいは撚りを掛けずに単独使用または混用、混紡した、断面が円形、楕円、または扁平の糸条である。これら無機フィラメント束による織物は、平織、綾織、繻子織、模紗織など公知の織布が挙げられるが、中でも特に平織織布が、得られる不燃性内照式看板の経緯物性バランスに優れ好ましく、編物としてはラッセル編の緯糸挿入トリコットが好ましい。これら編織物は、糸条間の間隙を密にして平行に多数配置した経糸、及び糸条間の間隙を密にして平行に多数配置した緯糸を含んで構成された、経糸と緯糸との織交点に生じる空隙の和が0〜3%の空隙率である高密度編織物による布帛が好ましい。これらの布帛は、シランカップリング剤処理が施されていることが好ましい。
【0013】
本発明の不燃性内照式看板において難燃樹脂被覆層は、2種類以上の合成樹脂の溶融、または2種類以上の液状合成樹脂の攪拌混合物からなる乳白色〜白色外観である。本発明で好ましく用いられる合成樹脂としては、例えば、塩化ビニル樹脂、塩化ビニル系共重合体樹脂、オレフィン樹脂(PE,PPなど)、オレフィン系共重合体樹脂、ウレタン樹脂、ウレタン系共重合体樹脂、アクリル樹脂、アクリル系共重合体樹脂、酢酸ビニル樹脂、酢酸ビニル系共重合体樹脂、スチレン樹脂、スチレン系共重合体樹脂、ポリエステル樹脂(PET,PEN,PBTなど)、ポリエステル系共重合体樹脂、フッ素含有共重合体樹脂、シリコーン樹脂、シリコーンゴム、ポリカーボネート、ポリアミド、ポリエーテル、ポリエステルアミド、ポリフェニレンスルフィド、ポリエーテルエステルなどの熱可塑性樹脂、及びビニルエステル樹脂などである。
【0014】
本発明において難燃樹脂被覆層は、少なくとも2種類の合成樹脂の非相溶混合物からなる乳白色〜白色外観で、非相溶であれば合成樹脂の組合せに制限はない。非相溶の組合せ例としては、塩化ビニル樹脂とポリエチレン、塩化ビニル樹脂とポリプロピレン、塩化ビニル樹脂とポリスチレン、塩化ビニル樹脂とシリコーン樹脂、塩化ビニル樹脂とフッ素含有共重合体樹脂、ポリスチレンとポリエチレン、ポリスチレンとポリプロピレン、ウレタン樹脂とポリエチレン、ウレタン樹脂とポリプロピレン、ポリエステル樹脂とポリエチレン、ポリエステル樹脂とポリプロピレン、ポリアミドとポリカーボネート、アクリル樹脂とポリスチレン、アクリル樹脂とポリカーボネート、ポリアミドとポリスチレン、ポリアミドとポリプロピレンなどである。これらの非相溶の熱可塑性樹脂対に対して、さらに別種の熱可塑性樹脂を含有することもできる。
【0015】
これらの非相溶混合物は相分離構造を示すもので特に海島構造であることが好ましい。この海島構造において海成分と島成分は種類の異なる樹脂で構成され、例えば熱可塑性樹脂Aと熱可塑性樹脂Bからなる非相溶混合物において、熱可塑性樹脂Aと熱可塑性樹脂Bとの比率設定により、海成分を熱可塑性樹脂Aで構成し、島成分を熱可塑性樹脂Bで構成することができ、また海成分を熱可塑性樹脂Bで構成し、島成分を熱可塑性樹脂Aで構成することもできる。島成分を構成する樹脂の比率は、海成分を構成する樹脂の体積に対して5〜50体積%(好ましくは10〜30体積%)、難燃樹脂被覆層全体に対する島成分含有率は4.7〜33.3体積%(好ましくは9.1〜23.1体積%)である。また非相溶の熱可塑性樹脂対A−Bに対して、さらに別種の熱可塑性樹脂Cを含有する場合、海島構造において島成分が熱可塑性樹脂Bによる島成分と熱可塑性樹脂Cによる島成分で構成されてもよく、同様に島成分が熱可塑性樹脂Aによる島成分と熱可塑性樹脂Cによる島成分で構成されてもよい。
【0016】
また島成分の形状は球状、歪んだ球状、碁石状、ラグビーボール状などである。島成分の平均粒径は0.1〜50μmであり、特に1〜30μmが好ましい。島成分のサイズを1μmより大きくすることによって難燃樹脂被覆層に全光線透過率を維持しながら良好な光拡散効果を得る乳白色〜白色外観とすることができる。本発明において難燃樹脂被覆層は、海成分を構成する合成樹脂の屈折率と島成分を構成する合成樹脂の屈折率差を有することが好ましい。屈折率が同一であると海成分と島成分との界面における屈折散乱現象が起こらず、十分な光拡散効果が得られない。良好な光拡散性を得るための屈折率差は0.01以上、より好ましくは0.05以上であり、屈折率差を構成する条件は海成分と島成分の、何れの側の屈折率が高くても構わない。屈折率はD線を光源とするアッベ屈折率計により求めることができる。
【0017】
本発明において難燃樹脂被覆層は、少なくとも2種類の合成樹脂の非相溶混合物からなる海島構造を有しており、海成分には難燃剤を含み光拡散半透過性とし、島成分には難燃剤を含まずに光拡散透過性とする。このような海島構造要件により、乳白色〜白色の外観の難燃樹脂被覆層を得ることができ、これにより良好な光透過性と適度な光拡散性とを具備することができる。この海島構造を得るには、非相溶混合物を構成する2種類の合成樹脂において、海成分を構成する合成樹脂側に予め難燃剤を均一に混ぜ込んで分散した混練組成物としておき、一方、島成分を構成する合成樹脂側には、難燃剤非含有とする混練組成物とし、海成分構成合成樹脂側の溶融混練物に対して、5〜50体積%の島成分構成合成樹脂側の溶融混練物を一括、または分割投入して、これら2種の合成樹脂組成物を非相溶混合することによって、島成分が光拡散透過性を有し、海成分が光拡散半透過性とする海島構造を得ることができる。本発明の不燃性内照式看板の外観は乳白色〜白色となり、内照光源の光拡散効果を向上させると同時に、光源隠蔽性を有し、さらに良好な光線透過性も確保することができるので、より輝度が高く、色鮮やかな内照効果を発揮する。
【0018】
海成分に均一分散して用いる難燃剤は、a).金属リン酸塩、金属有機リン酸塩、リン酸誘導体、ポリリン酸アンモニウム、及びポリリン酸アンモニウム誘導体化合物などのリン原子含有化合物、b).(イソ)シアヌレート系化合物、(イソ)シアヌル酸系化合物、グアニジン系化合物、尿素系化合物、及び、これらの誘導体化合物などの窒素原子含有化合物、c).ケイ素化合物、金属水酸化物、金属酸化物、金属炭酸塩化合物、金属硫酸塩化合物、ホウ酸化合物、及び無機系化合物複合体などの無機系化合物、d).有機ハロゲン化合物から選ばれた1種以上であり、海成分を構成する合成樹脂100質量部に対しての配合量は、10〜150質量部、好ましくは30〜100質量部である。
【0019】
これらの難燃剤は、平均粒子径が0.1〜3.0μmの白色微粉末状の窒素原子含有化合物が好ましく、特に、(NH4PO3)nで示される重合度n30〜1200のポリリン酸アンモニウム、及びメラミン樹脂、尿素樹脂、トリアジン樹脂などで表面被覆耐水化したポリリン酸アンモニウム、メラミン変性ポリリン酸アンモニウム、ポリリン酸メラミン、(ポリ)リン酸とメラミン系化合物の複合塩、(ポリ)リン酸とメラミン系化合物の2〜3量体との複合塩、ホスホン酸とメラミン系化合物の複合塩、ホスホン酸とメラミン系化合物の2〜3量体との複合塩、ホスフィン酸とメラミンの複合塩、ホスフィン酸とメラミン系化合物の2〜3量体との複合塩、メラミンシアヌレート、トリエチルイソシアヌレート、メラミン(シアヌル酸アミド)、グアナミン、ベンゾグアナミン、硫酸メラミン、トリメチロールメラミン、シアヌル酸トリエチルエステル、1,3,5−トリアジン、ジシアナミドの3量体(メロン)、ジシアンジアミド、グアニジン、ジメチロール尿素などが挙げられる。平均粒子径が3.0μmを越えると難燃剤が合成樹脂に練り込まれて合成樹脂に接触する表面積効率が悪くなり難燃性が不十分となることがある。
【0020】
これらの難燃剤は、平均粒子径が0.1〜3.0μmの白色微粉末状の無機系化合物が好ましく、特に、水酸化アルミニウム、水酸化マグネシウム、塩基性炭酸マグネシウム、ヒドロキシスズ酸亜鉛、酸化スズ水和物などの金属水酸化物、酸化ジルコニウム、酸化モリブデン、酸化アンチモン、ジルコニウム−アンチモン複合酸化物などの金属酸化物、ホウ酸亜鉛、メタホウ酸亜鉛、メタホウ酸バリウム、ホウ酸アルミニウムなどのホウ酸化合物、その他、アルミナ水和物、ゼオライト、ハイドロタルサイト、ヒドロキシアパタイトなどが挙げられる。平均粒子径が3.0μmを越えると難燃剤が合成樹脂に練り込まれて合成樹脂に接触する表面積効率が悪くなり難燃性が不十分となることがある。
【0021】
これらの難燃剤は、平均粒子径が0.1〜3.0μmの白色微粉末状の有機ハロゲン化合物が好ましく、特に、デカブロモジフェニル、デカブロモジフェニルオキサイド、ヘキサブロモジフェニルオキサイド、ペンタブロモシクロヘキサン、エチレンビスペンタブロモジフェニル、ヘキサブロモベンゼン、ヘキサブロモシクロドデカン、テトラブロモビスフェノールA、テトラブロモビスフェノールA−ビス(ブロモエチルエーテル)などのビスフェノールA誘導体、テトラブロモフタルイミド、エチレンビステトラブロモフタルイミド、及びエチレンビスペンタブロモフタルイミドなどのフタル酸誘導体、その他、臭素化ポリスチレン、臭素化ポリフェニレンオキサイド、臭素化エポキシ樹脂、臭素化ポリカーボネート、臭素化ポリウレタン、臭素化ポリエステルなどの臭素化高分子化合物、さらに塩素含有率25〜45重量%の低塩素化ポリエチレンまたは低塩素化ポリプロピレン、塩素含有率60重量%以上の高塩素化ポリエチレンまたは高塩素化ポリプロピレンなどの塩素化高分子化合物が挙げられる。平均粒子径が3.0μmを越えると難燃剤が合成樹脂に練り込まれて合成樹脂に接触する表面積効率が悪くなり難燃性が不十分となることがある。
【0022】
また、海成分には光拡散性粒子として、平均粒子径が1〜30μmの乳白色〜透明の、球状または不定形粒子状の無機系化合物、高分子化合物などを、海成分を構成する合成樹脂の質量に対して、0.1〜30質量%、好ましくは1〜15質量%含んでいてもよく、これらの光拡散性粒子は例えば、ガラスビーズ、中空ガラスビーズ、ガラス粉、シリカ(酸化ケイ素)、天然雲母粉末、合成雲母粉末、シリコーン樹脂ビーズ、シリコーン樹脂粉末、(架橋)アクリル系樹脂ビーズ、(架橋)アクリル系樹脂粉末、(架橋)ポリスチレン系樹脂ビーズ、(架橋)ポリスチレン系樹脂粉末、(高密度)ポリエチレン系樹脂ビーズ、(高密度)ポリエチレン系樹脂粉末、エポキシ樹脂ビーズ、エポキシ樹脂粉末、ベンゾグアナミン樹脂ビーズ、ベンゾグアナミン樹脂粉末などが挙げられる。
【0023】
本発明の不燃性内照式看板において、難燃樹脂被覆層には必要に応じて公知の添加剤を含んでいても良い。添加剤としては、例えば、帯電防止剤、可塑剤、軟化剤、充填剤、接着剤、架橋剤、紫外線吸収剤、酸化防止剤、安定剤、抗菌剤、防黴剤、着色剤、蛍光増白剤、蛍光顔料、蓄光顔料などが挙げられる。
【0024】
本発明において布帛上に被覆する難燃樹脂被覆層の厚さは、一面につき0.01〜0.3mm、好ましくは0.05〜0.2mmで、得られる繊維複合基材の総厚は0.2〜0.60mm、好ましくは0.3〜0.45mmである。繊維複合基材の総厚が0.60mmを越えると、難燃樹脂被覆層の占める割合が増大し、コーンカロリーメーター試験法(ASTM−E1354)による不燃規格を満足できなくなることがある。また、島成分と、海成分とにおける可視光透過率(JIS−Z8722)の比が、3:2〜3:1の範囲内であることが好ましい。海成分の難燃剤含有量が少ない理由で可視光透過率が、3:2を越えて大きくなると、内照式看板自体の輝度と発色性が際立つものとなる反面、マーキングフィルムを貼着した状態での不燃試験に適合しなくなる不都合があり、また海成分の難燃剤含有量が多すぎる理由で可視光透過率が、3:1を越えて小さくなると、マーキングフィルムを貼着した状態での不燃試験に適合し易くなる反面、内照式看板自体の輝度と発色性を極度に悪くする不都合がある。
【0025】
本発明において難燃樹脂被覆層を布帛上に設ける方法としては、例えば、有機溶剤に分散させた樹脂による非相溶混合物、樹脂エマルジョン(ラテックス)による非相溶混合物、水への強制分散樹脂による非相溶混合物、軟質ポリ塩化ビニル樹脂を主体とするペーストゾルによる非相溶混合物、熱硬化性樹脂を主体とする非相溶混合物などを用いて、公知の塗工方法、例えばディッピング(布帛への両面加工)、コーティング(布帛への片面加工、または両面加工)などの塗工、及び含浸塗工が例示できる。また布帛上に、カレンダー成型、Tダイス押出法により成形した、非相溶熱可塑性混合物からなる0.01〜0.3mm、好ましくは0.05〜0.2mmのフィルム又はシートを、接着剤を介して、あるいは熱ラミネートにより積層する方法、及びこれらの塗工と積層の組み合わせが例示できる。
【0026】
本発明の不燃性内照式電飾看板を構成する光拡散透過性シートは、表面と裏面を有しており、表面は看板の外観露出側であり、裏面は蛍光灯やLEDなどの光源に面する側である。また表面に露出する難燃樹脂被覆層の表面、即ち光拡散透過性シートの最外層には、光触媒物質を含む防汚層が0.05〜3μm、好ましくは0.1〜1μmの層厚で設けられる。また、本発明の不燃性内照式電飾看板において、光拡散透過性シートの難燃樹脂被覆層の表面側全面、または部分的に、市販のマーキングフィルムが貼着され、さらにマーキングフィルム表面上には、光触媒物質を含む防汚層が0.05〜3μm、好ましくは0.1〜1μmの層厚で設けられる。光触媒物質を含む防汚層の形成は、光拡散透過性シート上にマーキングフィルムのくり抜きによる意匠、及び/または切り出しによる意匠を貼着して完成した内照式電飾看板全面に、吹き付け塗工、刷毛塗り塗工、スポンジローラー塗工などの公知の塗工方法によって行うことができる。
【0027】
本発明の不燃性内照式電飾看板に貼着して用いるマーキングフィルム(カッティングシートとも言う)は、軟質塩化ビニル樹脂、アクリル樹脂、ポリウレタン樹脂、ポリエステル系共重合体樹脂、ポリオレフィン系共重合体樹脂などの熱可塑性樹脂を主体として、これに有機顔料や無機顔料で着色し、必要に応じて安定剤、可塑剤、架橋剤、紫外線吸収剤、酸化防止剤など公知の添加剤を加えた着色組成物を溶剤に溶かし、これをキャステイングした後、溶剤を除去して得たものがフィルム内部に残る収縮歪を抑制することができるので好ましい。さらに必要に応じて複数回のキャステイングにより最外層をフッ素樹脂層で構成して耐汚染性を向上させたものであってもよい。得られたマーキングフィルム基体の厚さは、25〜120μm、好ましくは40〜80μm厚の着色半透明〜着色透光性を有し、この基体裏面には、アクリル系、ポリウレタン系、ポリオレフィン系、シリコーン系などの粘着剤層や接着剤層が10〜60μm厚、好ましくは20〜40μm厚で設けられている。マーキングフィルム基体はキャステイング法以外に、カレンダー圧延法、Tダイ押出法などの連続フィルム成型方法によって製造することができるが、これらの方法は量産性に優れる反面、マーキングフィルム基体に対して機械方向に張力が掛かり残留応力となりやすいため、得られるマーキングフィルムは経時的に機械方向が収縮し、幅方向が増大することがある。市販のマーキングフィルム(カッティングシート)は粘着剤層や接着剤層に離型紙や離型フィルムが積層されているが、本発明の不燃性内照式電飾看板において、これらの離型紙や離型フィルムは剥離除去して用いる。
【0028】
本発明の不燃性内照式電飾看板において、難燃樹脂被覆層の外観色、及び光透過色は、乳白色〜白を呈するものであるから、それ以外の発色を得るためには、難燃樹脂被覆層上に任意色のマーキングフィルム貼着層を設けることで、目的の外観色及び透過色を得ることができる。このときマーキングフィルムは複数の色を併用してもよく、内照式電飾看板全面をマーキングフィルムで貼着してもよく、部分的あるいは散在的な貼着であってもよい。このようなマーキングフィルム貼着層は、マーキングフィルムから文字や図案などのくり抜きによる意匠、及び/または文字や図案などの切り出しによる意匠を有しており、くり抜きと切り出しとはネガとポジとの関係にあり、互いを補完し合うものである。例えば、グリーン色のマーキングフィルムを用い、この中央に「WEST」のアルファベットをくり抜いたマーキングフィルム貼着層を設けた場合、本発明の不燃性内照式電飾看板は内照により全体がグリーン色に発色し、「WEST」のアルファベット部分のみが難燃樹脂被覆層の光透過色である乳白色〜白を呈する。また、グリーン色のマーキングフィルムから切り出した「WEST」のアルファベット文字パーツは、グリーン色のマーキングフィルム非貼着部に貼着することで、内照により全体が難燃樹脂被覆層の光透過色である乳白色〜白に発色し、「WEST」のアルファベット部分のみがグリーン色を呈する。さらに「EAST」のアルファベットをくり抜く場合、「A」の文字はマーキングフィルムのくり抜きと「▲」部の切り出しとの併用によって表現され、ネガ・ポジ両方での使用が可能である。特に漢字表記ではくり抜きと切り出しとの併用が必須である。マーキングフィルムのくり抜きや切り出しはコンピュータ制御によるカッティングマシンを用いると作製や量産が容易である。
【0029】
本発明において、繊維複合基材の総厚は0.2〜0.60mm、好ましくは0.3〜0.45mmである。繊維複合基材の厚さと、マーキングフィルム貼着層(粘着剤層または接着剤層を含む)の厚さの比率が10:1〜10:2.5(すなわち10:1〜4:1)であることが不燃性安定保持の観点で好ましい。本発明に適して用いられるマーキングフィルム基体の厚さは、25〜120μm、好ましくは40〜80μm、粘着剤層または接着剤層は、10〜60μm、好ましくは20〜40μmである。従ってマーキングフィルム貼着層の最小厚は35μm、最大厚は180μmであるが、本発明において、好ましいマーキングフィルム貼着層厚は40〜120μm、特に好ましくは60〜100μmである。マーキングフィルム貼着層の比率が10:1未満、すなわち繊維複合基材の厚さの10%未満だと、十分な発色効果を得られないことがあり、またマーキングフィルム貼着層の比率が10:2.5(すなわち4:1)を越える場合、すなわち繊維複合基材の厚さの30%を超えると、マーキングフィルム貼着層の占める割合が増大し、コーンカロリーメーター試験法(ASTM−E1354)による不燃規格を満足できなくなることがある。本発明において、コーンカロリーメーター試験法(ASTM−E1354)に用いる試験体は、試験体全面にマーキングフィルム貼着層を有する条件で、不燃規格を満足できることが好ましい。
【0030】
本発明の不燃性内照式電飾看板において、光拡散透過性シートの最外層には、光触媒性防汚層を有することが好ましい。光触媒性防汚層に含む光触媒としては、紫外線や可視光を吸収して有機物分解活性を示す物質である。光触媒性物質としては、1).酸化チタン(TiO2)、過酸化チタン(ペルオキソチタン酸)、酸化亜鉛(ZnO)、酸化錫(SnO2)、チタン酸ストロンチウム(SrTiO3)、酸化タングステン(WO3)、酸化ビスマス(Bi2O3)、酸化鉄(Fe2O3)、2).上記光触媒性金属酸化物に、金、銀、銅、プラチナ、ロジウム、パラジウム、ルテニウム、イリジウムなどの金属単体およびこれらの金属化合物を助触媒としてドーピングしたもの、3).上記光触媒性金属酸化物に窒素、炭素、硫黄、リン、ホウ素、フッ素をドーピングしたもの、4).上記光触媒性金属酸化物にクロム、ニオブ、マンガン、コバルト、バナジウム、鉄、ニッケル等の遷移金属イオンをドープしたもの、5).上記光触媒性金属酸化物に白金、パラジウム、ロジウムなど貴金属ハロゲン化物を担持させたものから選ばれた1種以上である。
【0031】
本発明において特に、光触媒性物質として、硫酸チタニル、塩化チタン、チタンアルコキシドなどのチタン化合物を熱加水分解して得られる酸化チタンゾル、及び酸化チタンゾルのアルカリ中和物として得られる酸化チタンなど、また水酸化チタン及び、チタン酸化物の超微粒子を過酸化水素などの過酸化物でペルオキソ化して水中に分散したアナターゼ型ペルオキソチタン酸分散液が好ましい。また、酸化チタンはアナターゼ型、ルチル型、ブルッカイト型の何れも使用できるが、平均結晶子径5〜20nmの塩酸解膠型のアナターゼ型チタニアゾル、硝酸解膠型のアナターゼ型チタニアゾルなどが好ましい。光触媒性物質の粒径は小さい方が光触媒活性に優れるため、平均粒子径50nm以下、より好ましくは20nm以下の光触媒物質が適している。また、酸化チタンとしては含水酸化チタン、水和酸化チタン、メタチタン酸、オルトチタン酸、水酸化チタンなども含まれる。また、前述の光触媒性物質を担持する無機系多孔質微粒子などを使用することもでき、無機系多孔質微粒子とは具体的に、平均一次粒子径が0.01〜10μm、特に0.05〜5μmのシリカ、(合成)ゼオライト、リン酸ジルコニウム、リン酸カルシウム、リン酸亜鉛カルシウム、ハイドロタルサイト、ヒドロキシアパタイト、シリカアルミナ、ケイ酸カルシウム、ケイソウ土などである。
【0032】
光触媒性防汚層の形成方法としては、例えば光触媒性物質の粒子またはゾルと結着剤とを含む塗布剤を塗布して光触媒性物質を含有する光触媒性防汚層を形成する方法、光触媒性物質の溶液からゾルゲル法により光触媒を含有する光触媒性防汚層を形成する方法、スパッタリング法、イオンプレーティング法、CVD法などにより光触媒性物質を含有する光触媒性防汚層を形成する方法、等従来公知の方法で形成することができる。このような結着剤としては、光触媒性物質によって分解され難く、かつ皮膜形成能を有するもの、例えば、フッ素系樹脂、シリコーン系樹脂、アクリルフッ素共重合樹脂、アクリルシリコーン共重合樹脂、などの有機系バインダー、例えば、ポリシラザン、有機シリケート化合物、またはその低縮合物の加水分解物(シラノール基含有シラン化合物)の何れか1種以上によるケイ素化合物縮合層であることが好ましく、これらに更にシリカゾル、アルミナゾル、チタンゾルの何れか1種以上を含むことが好ましい。光触媒性防汚層には光触媒の粒子またはゾルを10〜70質量%、特に20〜60質量%含有することが好ましい。
【0033】
本発明の不燃性内照式電飾看板を用いた看板システムは、上述の可視光透過率を有する光拡散透過性シートを用い看板筐体を形成し、その筐体内に、蛍光灯やLEDなどの光源を配置した構造物である。本発明の不燃性内照式電飾看板は10〜60%の可視光透過率(JIS−Z8722)を有する光拡散透過性シートであることが好ましく、マーキングフィルム貼着層の無い部分、すなわち繊維複合基材自体の可視光透過率は30〜60%、好ましくは40〜60%マーキングフィルム貼着層を有する部分、すなわちマーキングフィルム層を設けた繊維複合基材の可視光透過率は10〜40%、好ましくは20〜40%である。可視光透過率が10%未満であると内照式電飾看板に用いた場合、看板として有効な照度や発色が得られなくなることがあり、また60%を超えると蛍光灯やLEDなどの光源の存在や配置が目立ってしまい、広告や意匠のイメージを損なうことがある。
【0034】
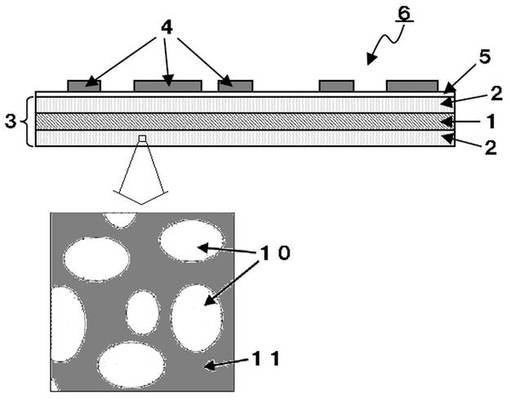
本発明の不燃性内照式電飾看板に関して、図1の光拡散透過性シートを一例として説明する。図1の光拡散透過性シート(6)は、編織布帛(1)として、無機フィラメント束を隙間無く配置されて編織してなる平織り織布を用い、これに難燃樹脂フィルムを積層することにより、難燃樹脂被覆層(2)が編織布帛(1)の両面に形成された繊維複合基材(3)として、その片面上にマーキングフィルム貼着層(4)が設けられ、さらにマーキングフィルム貼着層(4)、及び難燃樹脂被覆層(2)露出部には、光触媒性防汚層(5)が設けられている。
【0035】
本発明の不燃性内照式電飾看板は、マーキングフィルムを貼着して任意のデザインで使用するため、少なくともマーキングフィルムを全面に貼着した状態で建築基準法に規定される不燃試験をクリアすることが好ましい。具体的に不燃試験は、マーキングフィルムを全面に貼着した光拡散透過性シートを試験体として、輻射電気ヒーターで50kW/m2の輻射熱を照射する発熱性試験(ASTM−E1354:コーンカロリーメーター試験法)において、加熱開始後20分間の総発熱量が8MJ/m2以下であり、かつ加熱開始後20分間、最高発熱速度が10秒以上継続して200kW/m2を超えないことを満足する不燃要件を満たすことが好ましい。このような不燃要件を満足する光拡散透過性シート(6)は、無機フィラメント束を隙間無く配置して編織して得られる編織布帛(1)で、特に、空隙率1%以下のガラス繊維高密度平織布を基材として、この両面(片面でも可)に難燃樹脂被覆層(2)を設けて繊維複合基材(3)を構成し、内照式電飾看板の表示面側となる難燃樹脂被覆層(2)上に、繊維複合基材(3)の厚さに対して、20〜40%範囲厚のマーキングフィルム貼着層(4)を設けること、すなわち、繊維複合基材とマーキングフィルム貼着層との厚み比率を、10:1〜10:2.5範囲内とすることで得られる。
【0036】
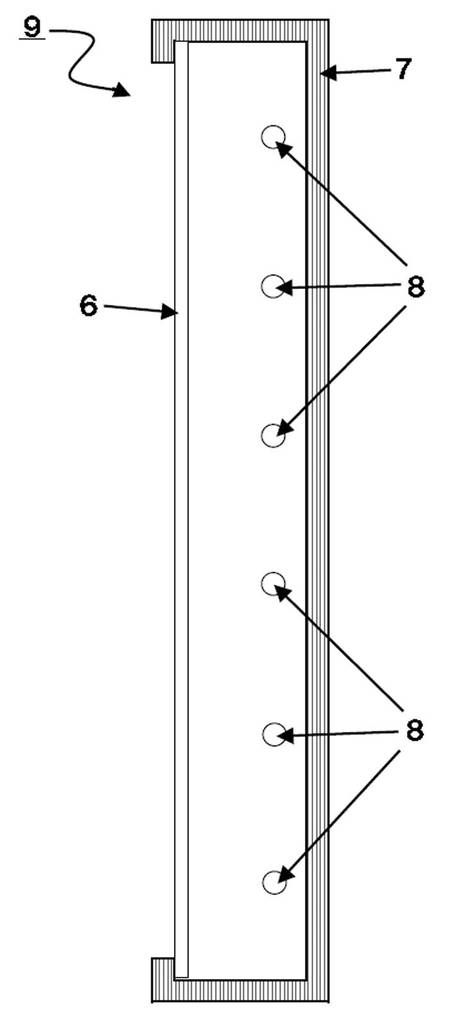
図3は本発明の不燃性内照式電飾看板システム(9)の一例を示すものである。本発明の内照式電飾看板システムは、内照式看板筐体(7)に光拡散透過性シート(6)を装着したもので、内照式看板筐体内部には蛍光灯(8)が配置されている。蛍光灯(8)は400nmから800nmの波長の光を放射する照明用蛍光灯であれば特に限定は無く、LED発光体を用いることもできる。照明用蛍光灯は、三波長形蛍光灯、高演色形蛍光灯、一般型蛍光灯のいずれの形式も使用でき、これらの色温度は、昼光色(5700〜7100K)、昼白色(4600〜5400K)、白色(3900〜4500K)、温白色(3200〜3700K)、電球色(2600〜3150K)など、いずれのタイプを用いてもよい。看板表示面は、図3の様な片面のみに限らず、内照式看板筐体(7)両面に光拡散透過性シート(6)を装着した両面表示型看板であっても良い。以上による本発明の内照式電飾看板システムは、建築基準法の指導に適合する不燃性を有することで、特に繁華街、駅前、道路沿いなど往来の多い場所において、コンビニエンスストア、飲食店、各種店舗、カラオケ店、ガソリンスタンド、銀行、金融ATMなどの屋号表示看板、及び屋外広告看板に適して用いることができ、さらには駅舎構内案内板、地下街壁面広告看板などにも適して用いることができる。
【実施例】
【0037】
以下、本発明について実施例を挙げて具体的に説明するが、本発明はこれらに限定されるものではない。
以下の実施例および比較例において編織布として、フィラメント直径9μm/750dtexのガラスフィラメント束を隙間無く配置編織してなるガラス繊維平織布帛:織密度:たて(経糸)40本/インチ:よこ(緯糸)30本/インチ:経糸と緯糸との織交点に生じる空隙の和1%:精練(ヒートクリーニングあり):メタクリロキシプロピルトリメトキシシラン(東レ・ダウコーニング社製Z6030)によるシランカップリング処理あり:寸法:たて(経糸方向)150cm×よこ(緯糸方向)150cmを用いた。
【0038】
実施例及び比較例で作成した内照式電飾看板(光拡散透過性シート)について図4の様な内照式電飾看板モデルを作製し、内照発色性、蛍光灯の視認性、不燃性について下記の通り評価を行った。内照式電飾看板に用いた光拡散透過性シート(6)のサイズはたて150cm×よこ150cmであり、光拡散透過性シート(6)のマーキングフィルム貼着層(4)側を外観面として内照式看板筐体(7)両面に取り付けた。このとき内照式看板筐体(7)内部には36ワット40型の直管3波長形昼白色蛍光灯(8)を6本並行に25cm間隔で均等に配置した。以上により得た内照式電飾看板システムを、暗室内において、蛍光灯(8)を点灯させた状態を観察した。なお、図4において、光拡散透過性シート(6)と蛍光灯以外の要素(蛍光灯器具、電源、配線など)の表現は省略した。
【0039】
<内部光源(蛍光灯)の視認性>
光拡散透過性シートのマーキングフィルム貼着面に対して3m離れた位置から観察し、
以下の基準で評価した。
1:光拡散透過性シート全面がほぼ均一に発光し、しかも内部光源である蛍光灯の存
在が視認できず、マーキングフィルム貼着層の発色、明るさ共に良好である。
2:内部光源(蛍光灯)の位置存在は視認できないが、光拡散透過性シートの明るさ
が不足しており、特にマーキングフィルム貼着層の発色、明るさが不足である。
3:光拡散透過性シートを透過して内部光源(蛍光灯)の位置存在がはっきりと視認
できる
<照度>
光拡散透過性シートの中心直下2mの位置で、照度計IM−2D(入江(株)製)を使
用し照度を測定した。
<可視光透過率>
光拡散透過性シートの可視光透過率を、分光側色計CM−3600d(コニカミノルタ(株)製)を使用し、JIS−Z8722に従って測定した。また海成分および島成分の
可視光透過率は、各々海成分または島成分を構成する合成樹脂単独の組成物:配合1,
2,5〜13より得た0.12mmのシートの測定値である。
<燃焼試験>(ASTM−E1354:コーンカロリーメーター試験法)
輻射電気ヒーターによる50kW/m2の輻射熱を内照式電飾看板用シート(試験体全面にマーキングフィルム貼着)に20分間照射し、この発熱性試験において、20分間の総発熱量と発熱速度を測定し、試験後の膜材外観を観察した。
(a)総発熱量:8MJ/m2以下のものを適合とした。
(b)発熱速度:10秒以上継続して200kW/m2を超えないものを適合とした。
(c)外観観察:直径0.5mmを超えるピンホール陥没痕の発生がないものを適合と
した。
【0040】
[実施例1]
下記配合1の難燃配合による軟質塩化ビニル樹脂ペーストの攪拌混合物に、下記配合2のビニルエステル樹脂攪拌混合物を、塩化ビニル樹脂単体の質量に対して20質量%加えて撹拌し、ビニルエステル樹脂を均一分散させ非相溶樹脂混合物液1を得た。この樹脂混合物液1を充満させた浴槽に布帛を浸漬し、布帛に樹脂混合物液1を完全に含浸させた。次いで、ドクターブレードで布帛両面の余分な樹脂混合物液1を掻き落とし、180℃×5分間電気炉加熱して、布帛両面に難燃樹脂被覆層を設けたシートを得た。次にPETフィルムの1面上に樹脂混合物液1を0.12mm厚でコートし、これを先に作成したシートの片面に重ね、電気炉で180℃×5分間加熱して樹脂混合物液1を固化させて、からPETフィルムを除去して平滑な難燃樹脂被覆層(施工外観側)を形成した。この難燃樹脂被覆層を顕微鏡観察すると、ビニルエステル樹脂が可視光透過率82%の島成分を構成しており、軟質塩化ビニル樹脂が光拡散半透過性(透過率48%)の海成分を構成し、島成分と海成分との可視光透過率の比は3:1.756であった。次いで難燃樹脂被覆層の外観観察側面に下記配合3の接着・保護層形成用塗布液を100メッシュのグラビアコーターで塗布し、100℃×1分乾燥後冷却して、1.5g/m2の接着・保護層を片面形成し、さらにその上に下記配合4の光触媒防汚層形成用塗布液を100メッシュのグラビアコーターで塗布し、120℃で2分間乾燥後冷却して1.5g/m2の光触媒防汚層が形成された可視光透過率38%、総厚0.4mmの繊維複合基材を得た。この繊維複合基材の光触媒防汚層形成面上の下側半分側全面積に、住友スリーエム(株)のマーキングフィルム(商標:スコッチカル:透過タイプTP−3637XLジプシーブルー:離型紙を除く総厚90μm)をたて75cm×よこ150cmサイズで貼着し、繊維複合基材とマーキングフィルム貼着層との厚み比率を10:2.25とした。これを用いて内照式電飾看板モデルを作製した。
<配合1>
乳化重合ポリ塩化ビニル樹脂(重合度1700) 100質量部
フタル酸ジオクチル(可塑剤) 40質量部
リン酸トリクレジル(可塑剤) 40質量部
酸化アンチモン(難燃剤) 15質量部
酸化モリブデン(難燃剤) 5質量部
メラミンシアヌレート 10質量部
(日産化学(株)製 難燃剤:商品名MC-640)
ステアリン酸亜鉛(安定剤) 2質量部
ステアリン酸バリウム(安定剤) 2質量部
<配合2>
ビニルエステル樹脂 100質量部
(日本ユピカ(株)製 商品名:ネオポール8319)
硬化剤 1質量部
(ジ-(4-tert-ブチルシクロヘキシル)パーオキシジカーボネート)
光拡散剤(炭酸カルシウム:平均粒子径1μm) 1質量部
<配合3>接着・保護層
シリコーン含有量3mol%のアクリルシリコーン樹脂を8質量%(固形分)含有する
エタノール−酢酸エチル(50/50質量比)溶液 100質量部
メチルシリケートMS51(コルコート(株))の
20%エタノール溶液(ポリシロキサン) 8質量部
γ−メタアクリルオキシプロピルトリメトキシシラン
(シランカップリング剤) 1質量部
<配合4>光触媒性防汚層
酸化チタン含有量10重量%に相当する硝酸酸性酸化チタンゾルを分散させた
水−エタノール(50/50重量比)溶液 50質量部
酸化珪素含有量10重量%に相当する硝酸酸性シリカゾルを分散させた
水−エタノール50/50重量比)溶液 50質量部
【0041】
[実施例2]
実施例1の配合2のビニルエステル樹脂攪拌混合物を、下記配合5のシリコーン樹脂に置き換え、塩化ビニル樹脂単体の質量に対して20質量%加えて撹拌し、シリコーン樹脂を均一分散させ非相溶樹脂混合物液2を得た。この樹脂混合物液2を充満させた浴槽に布帛を浸漬し、布帛に樹脂混合物液2を完全に含浸させた。次いで、ドクターブレードで布帛両面の余分な樹脂混合物液2を掻き落とし、180℃×5分間電気炉加熱して、布帛両面に難燃樹脂を被覆したシートを得た。次にPETフィルムの1面上に樹脂混合物液2を0.12mm厚でコートし、これを先に作成したシートの片面に重ね、電気炉で180℃×5分間加熱して樹脂混合物液2を固化させてからPETフィルムを除去して平滑な難燃樹脂被覆層を形成した。この難燃樹脂被覆層を顕微鏡観察すると、シリコーン樹脂が可視光透過率76%の島成分を構成しており、軟質塩化ビニル樹脂が光拡散半透過性(透過率48%)の海成分を構成し、島成分と海成分との可視光透過率の比は3:1.895であった。次に、実施例1と同様にして難燃樹脂被覆層に配合3の接着・保護層を1.5g/m2に形成し、さらにその上に配合4の光触媒性防汚層が1.5g/m2で形成された可視光透過率39%、総厚0.4mmの繊維複合基材を得た。この繊維複合基材の光触媒防汚層形成面上の下側半分側全面積に、中川ケミカル(株)のマーキングフィルム(商標:タフカル:半透明タイプ7404Cエメラルドグリーン:離型紙を除く総厚80μm)をたて75cm×よこ150cmサイズで貼着し、繊維複合基材とマーキングフィルム貼着層との厚み比率を10:2とした。これを用いて内照式電飾看板モデルを作製した。
<配合5>
商標:シラスコンRTV4086A
(2液付加反応硬化型シリコーン樹脂:有効成分100%:ダウコーニングアジア社製)
50質量部
商標:シラスコンRTV4086B
(2液付加反応硬化型シリコーン樹脂:有効成分100%:ダウコーニングアジア社製)
50質量部
光拡散剤(酸化チタン粒子:平均粒子径0.4μm) 1質量部
【0042】
[実施例3]
下記配合6のシリコーン樹脂の攪拌混合物に、下記配合7の塩化ビニル樹脂攪拌混合物を、シリコーン樹脂単体の質量に対して10質量%加えて撹拌し、塩化ビニル樹脂を均一分散させ非相溶樹脂混合物液3を得た。この樹脂混合物液3を充満させた浴槽に布帛を浸漬し、布帛に樹脂混合物液3を完全に含浸させた。次いで、ドクターブレードで布帛両面の余分な樹脂混合物液3を掻き落とし、180℃×10分間電気炉加熱して、布帛両面に難燃樹脂を被覆したシートを得た。次にPETフィルムの1面上に樹脂混合物液3を0.12mm厚でコートし、これを先に作成したシートの片面に重ね、電気炉で180℃×10分間加熱して樹脂混合物液3を固化させてからPETフィルムを除去して平滑な難燃樹脂被覆層(施工外観側)を形成した。この難燃樹脂被覆層を顕微鏡観察すると、塩化ビニル樹脂が可視光透過率80%の島成分を構成しており、シリコーン樹脂が光拡散半透過性(透光率48%)の海成分を構成し、島成分と海成分との可視光透過率の比は3:1.8であった。次に、実施例1と同様にして難燃樹脂被覆層に配合3の接着・保護層を1.5g/m2に形成し、さらにその上に配合4の光触媒性防汚層が1.5g/m2で形成された可視光透過率36%、総厚0.4mmの繊維複合基材を得た。この繊維複合基材の光触媒防汚層形成面上の下側半分側全面積に、積水化学工業(株)のマーキングフィルム(商標:タックペイント:色透明タイプTH15レッド:離型紙を除く総厚80μm)をたて75cm×よこ150cmサイズで貼着し、繊維複合基材とマーキングフィルム貼着層との厚み比率を10:2とした。これを用いて内照式電飾看板モデルを作製した。
<配合6>
商標:シラスコンRTV4086A
(2液付加反応硬化型シリコーン樹脂:有効成分100%:ダウコーニングアジア社製)
50質量部
商標:シラスコンRTV4086B
(2液付加反応硬化型シリコーン樹脂:有効成分100%:ダウコーニングアジア社製)
50質量部
水酸化マグネシウム(難燃剤) 20質量部
ハイドロタルサイト(難燃剤) 5質量部
<配合7>
乳化重合ポリ塩化ビニル樹脂(重合度1700) 100質量部
フタル酸ジオクチル(可塑剤) 40質量部
リン酸トリクレジル(可塑剤) 40質量部
ステアリン酸亜鉛(安定剤) 2質量部
ステアリン酸バリウム(安定剤) 2質量部
光拡散剤(炭酸カルシウム:平均粒子径1μm) 1質量部
【0043】
[実施例4]
下記配合8の軟質塩化ビニル樹脂の熱溶融混練物に、下記配合9のポリエチレン樹脂の熱溶融混練物を、塩化ビニル樹脂単体の質量に対して20質量%加えてバンバリーミキサーで熱溶融混練し、ポリエチレン樹脂を均一分散させ非相溶樹脂混合物4を得た。この樹脂混合物4を180℃設定のカレンダーロール4本を通過させて厚さ0.12mmのフィルムに成型した。このフィルムを難燃樹脂被覆層として布帛の両面に積層して積層体シートを得た。この難燃樹脂被覆層を顕微鏡観察すると、ポリエチレン樹脂が可視光透過率77%の島成分を構成しており、軟質塩化ビニル樹脂が光拡散半透過性(透光率49%)の海成分を構成し、島成分と海成分との可視光透過率の比は3:1.909であった。次に、実施例1と同様にして難燃樹脂被覆層に、配合3の接着・保護層を1.5g/m2に片面に形成し、さらにその上に配合4の光触媒防汚層が1.5g/m2で形成された可視光透過率35%、総厚0.4mmの繊維複合基材を得た。この繊維複合基材の光触媒防汚層形成面上の下側半分側全面積に、東洋インキ製造(株)のマーキングフィルム(商標:ダイナカル:サインDS4801:カーミンレッド:離型紙を除く総厚80μm)をたて75cm×よこ150cmサイズで貼着し、繊維複合基材とマーキングフィルム貼着層との厚み比率を、10:2とした。これを用いて内照式電飾看板モデルを作製した。
<配合8>
ポリ塩化ビニル樹脂(重合度1300) 100質量部
フタル酸ジオクチル(可塑剤) 35質量部
リン酸トリクレジル(可塑剤) 30質量部
酸化アンチモン(難燃剤) 10質量部
酸化モリブデン(難燃剤) 5質量部
メラミンシアヌレート 10質量部
(日産化学(株)製 難燃剤:商品名MC-640)
ステアリン酸亜鉛(安定剤) 2質量部
ステアリン酸バリウム(安定剤) 2質量部
<配合9>
低密度ポリエチレン樹脂(密度0.945) 100質量部
光拡散剤(炭酸カルシウム:平均粒子径1μm) 1質量部
【0044】
[実施例5]
下記配合10の軟質フッ素樹脂の熱溶融混練物に、下記配合11の塩化ビニル樹脂の熱溶融混練物を軟質フッ素樹脂単体の質量に対して10質量%加えてバンバリーミキサーで熱溶融混練し、塩化ビニル樹脂を均一分散させ非相溶樹脂混合物5を得た。この樹脂混合物5を180℃設定のカレンダーロール4本を通過させて厚さ0.12mmのフィルムに成型した。このフィルムを難燃樹脂被覆層として布帛の両面に積層してシートを得た。この難燃樹脂被覆層を顕微鏡観察すると、塩化ビニル樹脂が可視光透過率78%の島成分を構成しており、軟質フッ素樹脂が光拡散半透過性(透光率47%)の海成分を構成し、島成分と海成分との可視光透過率の比は3:1.807であった。次に、実施例1と同様にして難燃樹脂被覆層に配合3の接着・保護層を1.5g/m2に片面形成し、さらにその上に配合4の光触媒防汚層が1.5g/m2で形成された可視光透過率40%、総厚0.4mmの繊維複合基材を得た。この繊維複合基材の光触媒防汚層形成面上の下側半分側全面積に、桜井(株)のマーキングフィルム(商標:ビューカル:VC92539:リーフグリーン:離型紙を除く総厚80μm)をたて75cm×よこ150cmサイズで貼着し、繊維複合基材とマーキングフィルム貼着層との厚み比率を、10:2とした。これを用いて内照式電飾看板モデルを作製した。
<配合10>
軟質フッ素樹脂
(四フッ化エチレン−六フッ化プロピレン−フッ化ビニリデン三元共重合体樹脂)
100質量部
酸化アンチモン(難燃剤) 10質量部
酸化モリブデン(難燃剤) 10質量部
<配合11>
ポリ塩化ビニル樹脂(重合度1300) 100質量部
フタル酸ジオクチル(可塑剤) 35質量部
リン酸トリクレジル(可塑剤) 30質量部
ステアリン酸亜鉛(安定剤) 2質量部
ステアリン酸バリウム(安定剤) 2質量部
光拡散剤(酸化チタン粒子:平均粒子径0.4μm) 1質量部
【0045】
実施例1〜5の内照式電飾看板モデルは、いずれも可視光透過率が高く、内照式電飾看板として充分な光量と輝度を有するものであった。これら内照式電飾看板システムは、3m離れた位置からの観察において、内部配置蛍光灯などの光原の存在がほとんど視認できず、また内照式電飾看板用シートに含む布帛による陰影痕なども視認できないなど光拡散隠蔽性に優れたものであった。また実施例1〜5の内照式電飾看板モデルにおいて、マーキングフィルムを貼着部の可視光透過性も良好であり、充分な輝度と発色性とを有するものであった。また実施例1〜5の内照式電飾看板は、コーンカロリーメーター燃焼試験において、試験体全面にマーキングフィルム層を有する状態においても、いずれも不燃条件を満足するものであった。
【0046】
[比較例1]
実施例1において、配合2のビニルエステル樹脂攪拌混合物の併用を省略した以外は実施例1と全て同じ設計とした。比較例1においては、難燃樹脂被覆層に海島構造の形成はされておらず、難燃樹脂被覆層全体が軟質塩化ビニル樹脂による透過率48%の光拡散半透過性であった。繊維複合基材とマーキングフィルム貼着層との厚み比率は10:2.25である。これを用いて内照式電飾看板モデルを作製した。
【0047】
[比較例2]
実施例1において、島成分形成を配合1、海成分形成を配合2として、島成分に難燃剤を含み、海成分に難燃剤を含まない難燃樹脂被覆層とした以外は実施例1と全て同じ設計とした。この難燃樹脂被覆層を顕微鏡観察すると、ビニルエステル樹脂が可視光透過率82%の海成分を構成しており、軟質塩化ビニル樹脂が光拡散半透過性(透過率48%)の島成分を構成し、島成分と海成分との可視光透過率の比は3:5.125であった。また、繊維複合基材とマーキングフィルム貼着層との厚み比率は10:2.25である。これを用いて内照式電飾看板モデルを作製した。
【0048】
[比較例3]
実施例1において、配合1を下記配合12に、配合2を下記配合13に変更し、難燃剤成分と光拡散剤成分を置き換えた以外は実施例1と全て同じ設計とした。この難燃樹脂被覆層を顕微鏡観察すると、ビニルエステル樹脂が可視光透過率46%の島成分を構成しており、軟質塩化ビニル樹脂が光拡散半透過性(透過率86%)の海成分を構成し、島成分と海成分との可視光透過率の比は3:5.608であった。また、繊維複合基材とマーキングフィルム貼着層との厚み比率は10:2.25である。これを用いて内照式電飾看板モデルを作製した。
<配合12>
乳化重合ポリ塩化ビニル樹脂(重合度1700) 100質量部
フタル酸ジオクチル(可塑剤) 40質量部
リン酸トリクレジル(可塑剤) 40質量部
ステアリン酸亜鉛(安定剤) 2質量部
ステアリン酸バリウム(安定剤) 2質量部
光拡散剤(炭酸カルシウム:平均粒子径1μm) 1質量部
<配合13>
ビニルエステル樹脂 100質量部
(日本ユピカ(株)製 商品名:ネオポール8319)
硬化剤 1質量部
(ジ-(4-tert-ブチルシクロヘキシル)パーオキシジカーボネート)
酸化アンチモン(難燃剤) 15質量部
酸化モリブデン(難燃剤) 5質量部
メラミンシアヌレート 10質量部
(日産化学(株)製 難燃剤:商品名MC−640)
【0049】
[比較例4]
実施例1と同様にして非相溶樹脂混合物液1の含浸による繊維複合基材を作製した。但し実施例1で行った「PETフィルムの1面上に樹脂混合物液1を0.12mm厚でコートし、これを先に作成したシートの片面に重ね、電気炉で180℃×5分間加熱して樹脂混合物液1を固化させて、からPETフィルムを除去して平滑な難燃樹脂被覆層(施工外観側)を形成。」する工程を省略した。この難燃樹脂被覆層を顕微鏡観察すると、ビニルエステル樹脂が可視光透過率82%の島成分を構成しており、軟質塩化ビニル樹脂が光拡散半透過性(透過率48%)の海成分を構成し、島成分と海成分との可視光透過率の比は3:1.756であった。次いで難燃樹脂被覆層の外観観察側面に、実施例1同様、接着・保護層を片面形成し、さらにその上に光触媒防汚層を形成し、可視光透過率45%、総厚0.28mmの繊維複合基材を得た。この繊維複合基材の光触媒防汚層形成面上の下側半分側全面積に、実施例1と同じ住友スリーエム(株)のマーキングフィルム(商標:スコッチカル:透過タイプTP−3637XLジプシーブルー:離型紙を除く総厚90μm)をたて75cm×よこ150cmサイズで貼着した。このとき繊維複合基材とマーキングフィルム貼着層との厚み比率は10:3.21であった。これを用いて内照式電飾看板モデルを作製した。
【0050】
[比較例5]
実施例4と同様にして非相溶樹脂混合物4の積層による繊維複合基材を作製した。但し
実施例4の0.12mm厚のフィルムの布帛への積層を片面のみとして積層体シートを得た。この難燃樹脂被覆層を顕微鏡観察すると、ポリエチレン樹脂が可視光透過率77%の島成分を構成しており、軟質塩化ビニル樹脂が光拡散半透過性(透光率49%)の海成分を構成し、島成分と海成分との可視光透過率の比は3:1.909であった。次いで難燃樹脂被覆層の外観観察側面に、実施例1同様、実施例4と同じ接着・保護層を片面形成し、さらにその上に光触媒防汚層を形成し、可視光透過率55%、総厚0.28mmの繊維複合基材を得た。この繊維複合基材の光触媒防汚層形成面上の下側半分側全面積に、実施例4と同じ東洋インキ製造(株)のマーキングフィルム(商標:ダイナカル:サインDS4801:カーミンレッド:離型紙を除く総厚80μm)をたて75cm×よこ150cmサイズで貼着し、繊維複合基材とマーキングフィルム貼着層との厚み比率を、10:2.85とした。これを用いて内照式電飾看板モデルを作製した。
【0051】
比較例1の内照式電飾看板モデルは光拡透過性が不足して電飾発光が幾分暗く、マーキングフィルム(ジプシーブルー)の本来の発色輝度を得るに不十分なものであった。比較例2と3の内照式電飾看板モデルは、島成分に難燃剤を含み、海成分に難燃剤を含まない難燃樹脂被覆層としたことで、防炎性が不十分となり、不燃試験に適合することができなかった。比較例4と5の内照式電飾看板モデルは、内照式電飾看板モデルに用いる繊維複合基材の厚さに対して、マーキングフィルム貼着層の占める割合が大きくなり、繊維複合基材とマーキングフィルム貼着層との厚み比率が、10:2.5を越えるものとなったため、防炎性が不十分となり、不燃試験に適合することができなかった。
【0052】
【表1】

【0053】
【表2】
【産業上の利用可能性】
【0054】
本発明によれば、内照式看板用途に適して用いることができる可撓性繊維複合膜材で、光透過性が高く且つ、適度な光拡散性を有し、特にその全面にマーキングフィルムを貼付した使用形態においても不燃試験(建築基準法)に適合することを可能とする高度の不燃特性を有する内照式看板用の膜材、及び不燃性内照式看板システムを提供することができる。本発明の膜材により、ユーザー個々による看板デザインの要求を満足させながら、改正建築基準法に規定の不燃材料要件を満たすことができるので、繁華街での火災に対する延焼拡大防止の十分な対策となり得る。従って本発明の不燃性内照式看板は、小型〜大型設置を問わず、コンビニエンスストアの軒先サイン、飲食チェーン店の軒先サイン、飲食店の屋外看板、ビルの屋上設置の広告看板、地下街壁面の広告看板などに広く適して用いることができる。本発明において、繊維複合膜材にはマーキングフィルムを貼着せず、インクジェット印刷を施した意匠看板においても改正建築基準法に規定する不燃材料要件を満たすことが可能である。
【符号の説明】
【0055】
1:編織布帛
2:難燃樹脂被覆層(海島構造)
3:繊維複合基材
4:マーキングフィルム貼着層
5:光触媒性防汚層
6:光拡散透過性シート
7:内照式看板筐体
8:光源(蛍光灯)
9:内照式電飾看板システム
10:島成分
11:海成分
【技術分野】
【0001】
本発明は、不燃性内照式看板に関するものであり、更に詳しくは、可撓性を有し、可視光透過率が高く適度な光の拡散性を有し、特にマーキングフィルム(カッティングシート)層を有する光拡散透過性シートであり、特に夜間には内部照明によってアイキャッチ性を発揮するコンビニエンスストアの軒先サイン、飲食チェーン店の軒先サイン、飲食店の屋外看板、ビルの屋上設置の広告看板、地下街壁面の広告看板などに用いる不燃性のフレキシブル積層体に関するものである。
【背景技術】
【0002】
コンビニエンスストア、ファーストフード店、居酒屋、カラオケ店、ガソリンスタンド、金融ATMなどの各種販売業、及びサービス業においては、昼夜問わず内照看板表示体が多用されており、これらの内照式看板は屋号や広告の表示機能と同時に夜間照明としても機能している。また一方で、駅構内、地下鉄駅構内、地下街、地下連絡通路の壁面にも内照看板表示体が多用されているのは照明機能を兼備するからである。これらの内照式広告看板は、アクリル樹脂板にインクジェット出力したり、マーキングフィルム(カッティングシート)を切貼を施したものが主流であるが、割れ易く、しかも易燃性であることが欠点ある。そのため建築物に附帯する大型看板用途では高い防炎性能と耐衝撃強度が必要となるため、例えば、ポリエステル繊維織物を基材として、その表面を軟質塩化ビニル樹脂フィルムで積層した繊維強化フレキシブル膜材が内照式看板に使用されており、近年は建築基準法に定める不燃性が不可欠となり、これによってガラス繊維織物を基材とする不燃性フレキシブル膜材が内照式看板用途に使用され始めている。(特許文献1,2,3)
【0003】
特許文献1にはASTM−E1354「建築材料の燃焼性試験方法」に準拠した燃焼試験に適合する材料として、不燃性シート材料を主体に構成した不燃性看板が提案され、特許文献2には建築基準法施行令108条の2に準拠した発熱性試験に適合する材料として、ガラスクロスの片面又は両面に積層された不燃性樹脂層とからなる内照式電飾看板用不燃性シートが提案され、特許文献3には1998年改正建築基準法第2条9号に規定の不燃材料と判定されるための膜材として、ガラス繊維製布帛の一方の面を難燃性フィルム層とし、他方の面を難燃性フィルム、熱可塑性樹脂またはシリコーン樹脂を主体としたコート層とする看板用膜材が提案されている。これらの燃焼試験では可燃成分が少ないほど合格率が高くなるため無機系材料を主体とする構成とすることが一般的である。これらの不燃膜材は国土交通大臣認定番号を取得することで建築基準法物件適用材料となる。
【0004】
特許文献1〜3の膜材は実施例によると、原反の状態で不燃性試験に適合し得る材料である。しかし内照式看板とは、膜材表面に写真、イラストレーション、商号ロゴなどをインクジェット出力したり、マーキングフィルムを切貼して、ユーザーごとに自由使用されている。特にコンビニエンスストア、飲食チェーン店、ガソリンスタンド、銀行など競合の多い分野では、各社とも競合他社との見分けを一目瞭然とするシンボルカラーを有しており、また独自の商号ロゴを有している。このような内照式看板の作成には各社で特注して規格化されたカラーのマーキングフィルムを用い、商号ロゴを抜きカッティング、または別色カッティング商号ロゴの貼付により全店舗で共通仕様化されている。このように企業のシンボルカラー展開では内照式看板のほぼ全面をマーキングフィルムで被覆したものとなることが少なくない。ところでマーキングフィルムは、熱可塑性樹脂に顔料を配合し、公知の成型方法によりフィルム化して裏面に粘着剤層を設けた可燃性の材料である。従って、内照式看板全面にマーキングフィルムを貼付した状態では不燃試験に適合することが困難となり、本来基材の有する国土交通大臣認定番号取得の不燃性との乖離が懸念される。
そのためマーキングフィルムを大面積で貼着した内照式看板の状態でも改正建築基準法規定の不燃材料の要件を満たすことが強く望まれているのであるが、しかしながらマーキングフィルム使用条件での不燃要件を満たすには、膜材自体の難燃性を強化する必要があり、それには大量の難燃剤粉末の添加が必要である。しかし、それでは難燃剤粉末の多量添加による弊害として膜材の隠蔽性が増し、光透過性を著しく阻害するために、内照式看板としての使用の妨げとなっており、実質的に内照式看板用の不燃膜材は存在していなかった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2005−181868号公報
【特許文献2】特開2006−145910号公報
【特許文献3】特開2004−269635号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、内照式看板に用いる可撓性繊維複合膜材で、光透過性が高く、適度な光拡散性とを有する不燃性膜材であって、その全面にマーキングフィルム(カッティングシート)を貼付した使用形態においても不燃試験に適合することを可能とする、高度の不燃特性と光拡散透過性とを具備する不燃性内照式看板用の膜材、及び不燃性内照式看板の提供をしようとするものである。
【課題を解決するための手段】
【0007】
上記課題を解決するために、無機フィラメント束を隙間無く配置編織してなる布帛の片面以上に難燃樹脂被覆層を設け、この難燃樹脂被覆層の少なくとも一層上の表面に、マーキングフィルム貼着層を有するシートにおいて、難燃樹脂被覆層を、2種類以上の合成樹脂の非相溶混合による海島構造を形成していて、島成分が難燃剤を含まず光拡散透過性を有し、海成分が難燃剤を含有してなる光拡散半透過性構造で構成すること及び、繊維複合基材と、マーキングフィルム貼着層との厚み比率を、10:1〜10:2.5の範囲内とすることによって、マーキングフィルム貼着にも拘わらず内照式看板に適した光拡散透過性を有し、しかも高度の不燃特性を具備することを見出して本発明を完成するに至った。
【0008】
すなわち本発明の不燃性内照式看板は、無機フィラメント束を隙間無く配置編織してなる布帛の片面以上に、難燃樹脂被覆層が設けられた繊維複合基材において、難燃樹脂被覆層の少なくとも一層上の表面において、その全面、または部分的あるいは散在的にマーキングフィルム貼着層を有する光拡散透過性シートであって、前記難燃樹脂被覆層が、2種類以上の合成樹脂の非相溶混合によって形成された海島構造を有し、この海島構造において、島成分が難燃剤を含まず光拡散透過性を有し、海成分が難燃剤を含有光拡散半透過性構造で構成し、かつ、前記繊維複合基材の厚さと、前記マーキングフィルム貼着層の厚さの比率が、10:1〜10:2.5の範囲内であることが好ましい。本発明の不燃性内照式看板は、前記島成分と、前記海成分とにおける可視光透過率(JIS−Z8722)の比が、3:2〜3:1の範囲内であることが好ましい。本発明の不燃性内照式看板は、前記光拡散透過性シートの最外層に、光触媒性防汚層を有することが防汚性の観点で好ましい。本発明の不燃性内照式看板は、前記光拡散透過性シートを試験体として、コーンカロリーメーター試験法(ASTM−E1354)において前記光拡散透過性シートに対して輻射電気ヒ−タ−による輻射熱を、50kW/m2で照射した時に、加熱開始後20分間の総発熱量が8MJ/m2以下であり、且つ加熱開始後20分間、10秒以上継続して最高発熱速度が200kW/m2を超えない燃焼特性を有することが不燃性保持の観点で好ましい。
【発明の効果】
【0009】
本発明によれば、内照式看板用途に適して用いることができる可撓性繊維複合膜材で、光透過性が高く且つ、適度な光拡散性を有し、特にその全面にマーキングフィルムを貼付した使用形態においても不燃試験(建築基準法)に適合することを可能とする高度の不燃特性を有する内照式看板用の膜材、及び不燃性内照式看板システムを提供することができる。本発明の膜材により、ユーザー個々による看板デザインの要求を満足させながら、改正建築基準法に規定の不燃材料要件を満たすことができるので、繁華街での火災に対する延焼拡大防止の十分な対策となり得る。従って本発明の不燃性内照式看板は、小型〜大型設置を問わず、コンビニエンスストアの軒先サイン、飲食チェーン店の軒先サイン、飲食店の屋外看板、ビルの屋上設置の広告看板、地下街壁面の広告看板などに広く適して用いることができる。また、本発明において、繊維複合膜材にはマーキングフィルムを貼着せず、インクジェット印刷を施した意匠看板においても改正建築基準法に規定する不燃材料要件を満たすことが可能である。
【図面の簡単な説明】
【0010】
【図1】本発明の不燃性内照式看板(光拡散透過性シート)の一例を示す図
【図2】本発明の不燃性内照式看板(光拡散透過性シート)の一例を示す図
【図3】本発明の不燃性内照式看板システムの一例を示す図
【図4】実施例及び比較例で評価に用いた内照式電飾看板モデルを示す図
【図5】難燃樹脂被覆層の海島構造を示し、島成分が難燃剤を含まず光拡散透過性を 有し海成分が難燃剤を含む光拡散半透過性構造である構造を示す図
【発明を実施するための形態】
【0011】
本発明の不燃性内照式看板は、無機フィラメント束を隙間無く配置編織してなる布帛の片面以上に、難燃樹脂被覆層が設けられた繊維複合基材において、この難燃樹脂被覆層の少なくとも一層上の表面において、その全面、または部分的あるいは散在的にマーキングフィルム貼着層を有する光拡散透過性シートであって、難燃樹脂被覆層が、2種類以上の合成樹脂の非相溶混合によって形成された海島構造を有しており、この海島構造において、島成分が難燃剤を含まず光拡散透過性を有し、海成分が難燃剤を含有してなる光拡散半透過性構造で構成される膜材である。
【0012】
本発明の不燃性内照式看板に用いる布帛は、無機フィラメント束を隙間無く配置編織して得られる織物、または編物である。無機フィラメント束は、ガラス繊維、シリカ繊維、アルミナ繊維、シリカ−アルミナ繊維などの、繊度138〜2223dtex(デシテックス)、特に277〜1112dtexの無機長繊維を、フィラメント数3〜300本、特に50〜150本で集束してなる糸条であり、これらは撚りを掛けて、あるいは撚りを掛けずに単独使用または混用、混紡した、断面が円形、楕円、または扁平の糸条である。これら無機フィラメント束による織物は、平織、綾織、繻子織、模紗織など公知の織布が挙げられるが、中でも特に平織織布が、得られる不燃性内照式看板の経緯物性バランスに優れ好ましく、編物としてはラッセル編の緯糸挿入トリコットが好ましい。これら編織物は、糸条間の間隙を密にして平行に多数配置した経糸、及び糸条間の間隙を密にして平行に多数配置した緯糸を含んで構成された、経糸と緯糸との織交点に生じる空隙の和が0〜3%の空隙率である高密度編織物による布帛が好ましい。これらの布帛は、シランカップリング剤処理が施されていることが好ましい。
【0013】
本発明の不燃性内照式看板において難燃樹脂被覆層は、2種類以上の合成樹脂の溶融、または2種類以上の液状合成樹脂の攪拌混合物からなる乳白色〜白色外観である。本発明で好ましく用いられる合成樹脂としては、例えば、塩化ビニル樹脂、塩化ビニル系共重合体樹脂、オレフィン樹脂(PE,PPなど)、オレフィン系共重合体樹脂、ウレタン樹脂、ウレタン系共重合体樹脂、アクリル樹脂、アクリル系共重合体樹脂、酢酸ビニル樹脂、酢酸ビニル系共重合体樹脂、スチレン樹脂、スチレン系共重合体樹脂、ポリエステル樹脂(PET,PEN,PBTなど)、ポリエステル系共重合体樹脂、フッ素含有共重合体樹脂、シリコーン樹脂、シリコーンゴム、ポリカーボネート、ポリアミド、ポリエーテル、ポリエステルアミド、ポリフェニレンスルフィド、ポリエーテルエステルなどの熱可塑性樹脂、及びビニルエステル樹脂などである。
【0014】
本発明において難燃樹脂被覆層は、少なくとも2種類の合成樹脂の非相溶混合物からなる乳白色〜白色外観で、非相溶であれば合成樹脂の組合せに制限はない。非相溶の組合せ例としては、塩化ビニル樹脂とポリエチレン、塩化ビニル樹脂とポリプロピレン、塩化ビニル樹脂とポリスチレン、塩化ビニル樹脂とシリコーン樹脂、塩化ビニル樹脂とフッ素含有共重合体樹脂、ポリスチレンとポリエチレン、ポリスチレンとポリプロピレン、ウレタン樹脂とポリエチレン、ウレタン樹脂とポリプロピレン、ポリエステル樹脂とポリエチレン、ポリエステル樹脂とポリプロピレン、ポリアミドとポリカーボネート、アクリル樹脂とポリスチレン、アクリル樹脂とポリカーボネート、ポリアミドとポリスチレン、ポリアミドとポリプロピレンなどである。これらの非相溶の熱可塑性樹脂対に対して、さらに別種の熱可塑性樹脂を含有することもできる。
【0015】
これらの非相溶混合物は相分離構造を示すもので特に海島構造であることが好ましい。この海島構造において海成分と島成分は種類の異なる樹脂で構成され、例えば熱可塑性樹脂Aと熱可塑性樹脂Bからなる非相溶混合物において、熱可塑性樹脂Aと熱可塑性樹脂Bとの比率設定により、海成分を熱可塑性樹脂Aで構成し、島成分を熱可塑性樹脂Bで構成することができ、また海成分を熱可塑性樹脂Bで構成し、島成分を熱可塑性樹脂Aで構成することもできる。島成分を構成する樹脂の比率は、海成分を構成する樹脂の体積に対して5〜50体積%(好ましくは10〜30体積%)、難燃樹脂被覆層全体に対する島成分含有率は4.7〜33.3体積%(好ましくは9.1〜23.1体積%)である。また非相溶の熱可塑性樹脂対A−Bに対して、さらに別種の熱可塑性樹脂Cを含有する場合、海島構造において島成分が熱可塑性樹脂Bによる島成分と熱可塑性樹脂Cによる島成分で構成されてもよく、同様に島成分が熱可塑性樹脂Aによる島成分と熱可塑性樹脂Cによる島成分で構成されてもよい。
【0016】
また島成分の形状は球状、歪んだ球状、碁石状、ラグビーボール状などである。島成分の平均粒径は0.1〜50μmであり、特に1〜30μmが好ましい。島成分のサイズを1μmより大きくすることによって難燃樹脂被覆層に全光線透過率を維持しながら良好な光拡散効果を得る乳白色〜白色外観とすることができる。本発明において難燃樹脂被覆層は、海成分を構成する合成樹脂の屈折率と島成分を構成する合成樹脂の屈折率差を有することが好ましい。屈折率が同一であると海成分と島成分との界面における屈折散乱現象が起こらず、十分な光拡散効果が得られない。良好な光拡散性を得るための屈折率差は0.01以上、より好ましくは0.05以上であり、屈折率差を構成する条件は海成分と島成分の、何れの側の屈折率が高くても構わない。屈折率はD線を光源とするアッベ屈折率計により求めることができる。
【0017】
本発明において難燃樹脂被覆層は、少なくとも2種類の合成樹脂の非相溶混合物からなる海島構造を有しており、海成分には難燃剤を含み光拡散半透過性とし、島成分には難燃剤を含まずに光拡散透過性とする。このような海島構造要件により、乳白色〜白色の外観の難燃樹脂被覆層を得ることができ、これにより良好な光透過性と適度な光拡散性とを具備することができる。この海島構造を得るには、非相溶混合物を構成する2種類の合成樹脂において、海成分を構成する合成樹脂側に予め難燃剤を均一に混ぜ込んで分散した混練組成物としておき、一方、島成分を構成する合成樹脂側には、難燃剤非含有とする混練組成物とし、海成分構成合成樹脂側の溶融混練物に対して、5〜50体積%の島成分構成合成樹脂側の溶融混練物を一括、または分割投入して、これら2種の合成樹脂組成物を非相溶混合することによって、島成分が光拡散透過性を有し、海成分が光拡散半透過性とする海島構造を得ることができる。本発明の不燃性内照式看板の外観は乳白色〜白色となり、内照光源の光拡散効果を向上させると同時に、光源隠蔽性を有し、さらに良好な光線透過性も確保することができるので、より輝度が高く、色鮮やかな内照効果を発揮する。
【0018】
海成分に均一分散して用いる難燃剤は、a).金属リン酸塩、金属有機リン酸塩、リン酸誘導体、ポリリン酸アンモニウム、及びポリリン酸アンモニウム誘導体化合物などのリン原子含有化合物、b).(イソ)シアヌレート系化合物、(イソ)シアヌル酸系化合物、グアニジン系化合物、尿素系化合物、及び、これらの誘導体化合物などの窒素原子含有化合物、c).ケイ素化合物、金属水酸化物、金属酸化物、金属炭酸塩化合物、金属硫酸塩化合物、ホウ酸化合物、及び無機系化合物複合体などの無機系化合物、d).有機ハロゲン化合物から選ばれた1種以上であり、海成分を構成する合成樹脂100質量部に対しての配合量は、10〜150質量部、好ましくは30〜100質量部である。
【0019】
これらの難燃剤は、平均粒子径が0.1〜3.0μmの白色微粉末状の窒素原子含有化合物が好ましく、特に、(NH4PO3)nで示される重合度n30〜1200のポリリン酸アンモニウム、及びメラミン樹脂、尿素樹脂、トリアジン樹脂などで表面被覆耐水化したポリリン酸アンモニウム、メラミン変性ポリリン酸アンモニウム、ポリリン酸メラミン、(ポリ)リン酸とメラミン系化合物の複合塩、(ポリ)リン酸とメラミン系化合物の2〜3量体との複合塩、ホスホン酸とメラミン系化合物の複合塩、ホスホン酸とメラミン系化合物の2〜3量体との複合塩、ホスフィン酸とメラミンの複合塩、ホスフィン酸とメラミン系化合物の2〜3量体との複合塩、メラミンシアヌレート、トリエチルイソシアヌレート、メラミン(シアヌル酸アミド)、グアナミン、ベンゾグアナミン、硫酸メラミン、トリメチロールメラミン、シアヌル酸トリエチルエステル、1,3,5−トリアジン、ジシアナミドの3量体(メロン)、ジシアンジアミド、グアニジン、ジメチロール尿素などが挙げられる。平均粒子径が3.0μmを越えると難燃剤が合成樹脂に練り込まれて合成樹脂に接触する表面積効率が悪くなり難燃性が不十分となることがある。
【0020】
これらの難燃剤は、平均粒子径が0.1〜3.0μmの白色微粉末状の無機系化合物が好ましく、特に、水酸化アルミニウム、水酸化マグネシウム、塩基性炭酸マグネシウム、ヒドロキシスズ酸亜鉛、酸化スズ水和物などの金属水酸化物、酸化ジルコニウム、酸化モリブデン、酸化アンチモン、ジルコニウム−アンチモン複合酸化物などの金属酸化物、ホウ酸亜鉛、メタホウ酸亜鉛、メタホウ酸バリウム、ホウ酸アルミニウムなどのホウ酸化合物、その他、アルミナ水和物、ゼオライト、ハイドロタルサイト、ヒドロキシアパタイトなどが挙げられる。平均粒子径が3.0μmを越えると難燃剤が合成樹脂に練り込まれて合成樹脂に接触する表面積効率が悪くなり難燃性が不十分となることがある。
【0021】
これらの難燃剤は、平均粒子径が0.1〜3.0μmの白色微粉末状の有機ハロゲン化合物が好ましく、特に、デカブロモジフェニル、デカブロモジフェニルオキサイド、ヘキサブロモジフェニルオキサイド、ペンタブロモシクロヘキサン、エチレンビスペンタブロモジフェニル、ヘキサブロモベンゼン、ヘキサブロモシクロドデカン、テトラブロモビスフェノールA、テトラブロモビスフェノールA−ビス(ブロモエチルエーテル)などのビスフェノールA誘導体、テトラブロモフタルイミド、エチレンビステトラブロモフタルイミド、及びエチレンビスペンタブロモフタルイミドなどのフタル酸誘導体、その他、臭素化ポリスチレン、臭素化ポリフェニレンオキサイド、臭素化エポキシ樹脂、臭素化ポリカーボネート、臭素化ポリウレタン、臭素化ポリエステルなどの臭素化高分子化合物、さらに塩素含有率25〜45重量%の低塩素化ポリエチレンまたは低塩素化ポリプロピレン、塩素含有率60重量%以上の高塩素化ポリエチレンまたは高塩素化ポリプロピレンなどの塩素化高分子化合物が挙げられる。平均粒子径が3.0μmを越えると難燃剤が合成樹脂に練り込まれて合成樹脂に接触する表面積効率が悪くなり難燃性が不十分となることがある。
【0022】
また、海成分には光拡散性粒子として、平均粒子径が1〜30μmの乳白色〜透明の、球状または不定形粒子状の無機系化合物、高分子化合物などを、海成分を構成する合成樹脂の質量に対して、0.1〜30質量%、好ましくは1〜15質量%含んでいてもよく、これらの光拡散性粒子は例えば、ガラスビーズ、中空ガラスビーズ、ガラス粉、シリカ(酸化ケイ素)、天然雲母粉末、合成雲母粉末、シリコーン樹脂ビーズ、シリコーン樹脂粉末、(架橋)アクリル系樹脂ビーズ、(架橋)アクリル系樹脂粉末、(架橋)ポリスチレン系樹脂ビーズ、(架橋)ポリスチレン系樹脂粉末、(高密度)ポリエチレン系樹脂ビーズ、(高密度)ポリエチレン系樹脂粉末、エポキシ樹脂ビーズ、エポキシ樹脂粉末、ベンゾグアナミン樹脂ビーズ、ベンゾグアナミン樹脂粉末などが挙げられる。
【0023】
本発明の不燃性内照式看板において、難燃樹脂被覆層には必要に応じて公知の添加剤を含んでいても良い。添加剤としては、例えば、帯電防止剤、可塑剤、軟化剤、充填剤、接着剤、架橋剤、紫外線吸収剤、酸化防止剤、安定剤、抗菌剤、防黴剤、着色剤、蛍光増白剤、蛍光顔料、蓄光顔料などが挙げられる。
【0024】
本発明において布帛上に被覆する難燃樹脂被覆層の厚さは、一面につき0.01〜0.3mm、好ましくは0.05〜0.2mmで、得られる繊維複合基材の総厚は0.2〜0.60mm、好ましくは0.3〜0.45mmである。繊維複合基材の総厚が0.60mmを越えると、難燃樹脂被覆層の占める割合が増大し、コーンカロリーメーター試験法(ASTM−E1354)による不燃規格を満足できなくなることがある。また、島成分と、海成分とにおける可視光透過率(JIS−Z8722)の比が、3:2〜3:1の範囲内であることが好ましい。海成分の難燃剤含有量が少ない理由で可視光透過率が、3:2を越えて大きくなると、内照式看板自体の輝度と発色性が際立つものとなる反面、マーキングフィルムを貼着した状態での不燃試験に適合しなくなる不都合があり、また海成分の難燃剤含有量が多すぎる理由で可視光透過率が、3:1を越えて小さくなると、マーキングフィルムを貼着した状態での不燃試験に適合し易くなる反面、内照式看板自体の輝度と発色性を極度に悪くする不都合がある。
【0025】
本発明において難燃樹脂被覆層を布帛上に設ける方法としては、例えば、有機溶剤に分散させた樹脂による非相溶混合物、樹脂エマルジョン(ラテックス)による非相溶混合物、水への強制分散樹脂による非相溶混合物、軟質ポリ塩化ビニル樹脂を主体とするペーストゾルによる非相溶混合物、熱硬化性樹脂を主体とする非相溶混合物などを用いて、公知の塗工方法、例えばディッピング(布帛への両面加工)、コーティング(布帛への片面加工、または両面加工)などの塗工、及び含浸塗工が例示できる。また布帛上に、カレンダー成型、Tダイス押出法により成形した、非相溶熱可塑性混合物からなる0.01〜0.3mm、好ましくは0.05〜0.2mmのフィルム又はシートを、接着剤を介して、あるいは熱ラミネートにより積層する方法、及びこれらの塗工と積層の組み合わせが例示できる。
【0026】
本発明の不燃性内照式電飾看板を構成する光拡散透過性シートは、表面と裏面を有しており、表面は看板の外観露出側であり、裏面は蛍光灯やLEDなどの光源に面する側である。また表面に露出する難燃樹脂被覆層の表面、即ち光拡散透過性シートの最外層には、光触媒物質を含む防汚層が0.05〜3μm、好ましくは0.1〜1μmの層厚で設けられる。また、本発明の不燃性内照式電飾看板において、光拡散透過性シートの難燃樹脂被覆層の表面側全面、または部分的に、市販のマーキングフィルムが貼着され、さらにマーキングフィルム表面上には、光触媒物質を含む防汚層が0.05〜3μm、好ましくは0.1〜1μmの層厚で設けられる。光触媒物質を含む防汚層の形成は、光拡散透過性シート上にマーキングフィルムのくり抜きによる意匠、及び/または切り出しによる意匠を貼着して完成した内照式電飾看板全面に、吹き付け塗工、刷毛塗り塗工、スポンジローラー塗工などの公知の塗工方法によって行うことができる。
【0027】
本発明の不燃性内照式電飾看板に貼着して用いるマーキングフィルム(カッティングシートとも言う)は、軟質塩化ビニル樹脂、アクリル樹脂、ポリウレタン樹脂、ポリエステル系共重合体樹脂、ポリオレフィン系共重合体樹脂などの熱可塑性樹脂を主体として、これに有機顔料や無機顔料で着色し、必要に応じて安定剤、可塑剤、架橋剤、紫外線吸収剤、酸化防止剤など公知の添加剤を加えた着色組成物を溶剤に溶かし、これをキャステイングした後、溶剤を除去して得たものがフィルム内部に残る収縮歪を抑制することができるので好ましい。さらに必要に応じて複数回のキャステイングにより最外層をフッ素樹脂層で構成して耐汚染性を向上させたものであってもよい。得られたマーキングフィルム基体の厚さは、25〜120μm、好ましくは40〜80μm厚の着色半透明〜着色透光性を有し、この基体裏面には、アクリル系、ポリウレタン系、ポリオレフィン系、シリコーン系などの粘着剤層や接着剤層が10〜60μm厚、好ましくは20〜40μm厚で設けられている。マーキングフィルム基体はキャステイング法以外に、カレンダー圧延法、Tダイ押出法などの連続フィルム成型方法によって製造することができるが、これらの方法は量産性に優れる反面、マーキングフィルム基体に対して機械方向に張力が掛かり残留応力となりやすいため、得られるマーキングフィルムは経時的に機械方向が収縮し、幅方向が増大することがある。市販のマーキングフィルム(カッティングシート)は粘着剤層や接着剤層に離型紙や離型フィルムが積層されているが、本発明の不燃性内照式電飾看板において、これらの離型紙や離型フィルムは剥離除去して用いる。
【0028】
本発明の不燃性内照式電飾看板において、難燃樹脂被覆層の外観色、及び光透過色は、乳白色〜白を呈するものであるから、それ以外の発色を得るためには、難燃樹脂被覆層上に任意色のマーキングフィルム貼着層を設けることで、目的の外観色及び透過色を得ることができる。このときマーキングフィルムは複数の色を併用してもよく、内照式電飾看板全面をマーキングフィルムで貼着してもよく、部分的あるいは散在的な貼着であってもよい。このようなマーキングフィルム貼着層は、マーキングフィルムから文字や図案などのくり抜きによる意匠、及び/または文字や図案などの切り出しによる意匠を有しており、くり抜きと切り出しとはネガとポジとの関係にあり、互いを補完し合うものである。例えば、グリーン色のマーキングフィルムを用い、この中央に「WEST」のアルファベットをくり抜いたマーキングフィルム貼着層を設けた場合、本発明の不燃性内照式電飾看板は内照により全体がグリーン色に発色し、「WEST」のアルファベット部分のみが難燃樹脂被覆層の光透過色である乳白色〜白を呈する。また、グリーン色のマーキングフィルムから切り出した「WEST」のアルファベット文字パーツは、グリーン色のマーキングフィルム非貼着部に貼着することで、内照により全体が難燃樹脂被覆層の光透過色である乳白色〜白に発色し、「WEST」のアルファベット部分のみがグリーン色を呈する。さらに「EAST」のアルファベットをくり抜く場合、「A」の文字はマーキングフィルムのくり抜きと「▲」部の切り出しとの併用によって表現され、ネガ・ポジ両方での使用が可能である。特に漢字表記ではくり抜きと切り出しとの併用が必須である。マーキングフィルムのくり抜きや切り出しはコンピュータ制御によるカッティングマシンを用いると作製や量産が容易である。
【0029】
本発明において、繊維複合基材の総厚は0.2〜0.60mm、好ましくは0.3〜0.45mmである。繊維複合基材の厚さと、マーキングフィルム貼着層(粘着剤層または接着剤層を含む)の厚さの比率が10:1〜10:2.5(すなわち10:1〜4:1)であることが不燃性安定保持の観点で好ましい。本発明に適して用いられるマーキングフィルム基体の厚さは、25〜120μm、好ましくは40〜80μm、粘着剤層または接着剤層は、10〜60μm、好ましくは20〜40μmである。従ってマーキングフィルム貼着層の最小厚は35μm、最大厚は180μmであるが、本発明において、好ましいマーキングフィルム貼着層厚は40〜120μm、特に好ましくは60〜100μmである。マーキングフィルム貼着層の比率が10:1未満、すなわち繊維複合基材の厚さの10%未満だと、十分な発色効果を得られないことがあり、またマーキングフィルム貼着層の比率が10:2.5(すなわち4:1)を越える場合、すなわち繊維複合基材の厚さの30%を超えると、マーキングフィルム貼着層の占める割合が増大し、コーンカロリーメーター試験法(ASTM−E1354)による不燃規格を満足できなくなることがある。本発明において、コーンカロリーメーター試験法(ASTM−E1354)に用いる試験体は、試験体全面にマーキングフィルム貼着層を有する条件で、不燃規格を満足できることが好ましい。
【0030】
本発明の不燃性内照式電飾看板において、光拡散透過性シートの最外層には、光触媒性防汚層を有することが好ましい。光触媒性防汚層に含む光触媒としては、紫外線や可視光を吸収して有機物分解活性を示す物質である。光触媒性物質としては、1).酸化チタン(TiO2)、過酸化チタン(ペルオキソチタン酸)、酸化亜鉛(ZnO)、酸化錫(SnO2)、チタン酸ストロンチウム(SrTiO3)、酸化タングステン(WO3)、酸化ビスマス(Bi2O3)、酸化鉄(Fe2O3)、2).上記光触媒性金属酸化物に、金、銀、銅、プラチナ、ロジウム、パラジウム、ルテニウム、イリジウムなどの金属単体およびこれらの金属化合物を助触媒としてドーピングしたもの、3).上記光触媒性金属酸化物に窒素、炭素、硫黄、リン、ホウ素、フッ素をドーピングしたもの、4).上記光触媒性金属酸化物にクロム、ニオブ、マンガン、コバルト、バナジウム、鉄、ニッケル等の遷移金属イオンをドープしたもの、5).上記光触媒性金属酸化物に白金、パラジウム、ロジウムなど貴金属ハロゲン化物を担持させたものから選ばれた1種以上である。
【0031】
本発明において特に、光触媒性物質として、硫酸チタニル、塩化チタン、チタンアルコキシドなどのチタン化合物を熱加水分解して得られる酸化チタンゾル、及び酸化チタンゾルのアルカリ中和物として得られる酸化チタンなど、また水酸化チタン及び、チタン酸化物の超微粒子を過酸化水素などの過酸化物でペルオキソ化して水中に分散したアナターゼ型ペルオキソチタン酸分散液が好ましい。また、酸化チタンはアナターゼ型、ルチル型、ブルッカイト型の何れも使用できるが、平均結晶子径5〜20nmの塩酸解膠型のアナターゼ型チタニアゾル、硝酸解膠型のアナターゼ型チタニアゾルなどが好ましい。光触媒性物質の粒径は小さい方が光触媒活性に優れるため、平均粒子径50nm以下、より好ましくは20nm以下の光触媒物質が適している。また、酸化チタンとしては含水酸化チタン、水和酸化チタン、メタチタン酸、オルトチタン酸、水酸化チタンなども含まれる。また、前述の光触媒性物質を担持する無機系多孔質微粒子などを使用することもでき、無機系多孔質微粒子とは具体的に、平均一次粒子径が0.01〜10μm、特に0.05〜5μmのシリカ、(合成)ゼオライト、リン酸ジルコニウム、リン酸カルシウム、リン酸亜鉛カルシウム、ハイドロタルサイト、ヒドロキシアパタイト、シリカアルミナ、ケイ酸カルシウム、ケイソウ土などである。
【0032】
光触媒性防汚層の形成方法としては、例えば光触媒性物質の粒子またはゾルと結着剤とを含む塗布剤を塗布して光触媒性物質を含有する光触媒性防汚層を形成する方法、光触媒性物質の溶液からゾルゲル法により光触媒を含有する光触媒性防汚層を形成する方法、スパッタリング法、イオンプレーティング法、CVD法などにより光触媒性物質を含有する光触媒性防汚層を形成する方法、等従来公知の方法で形成することができる。このような結着剤としては、光触媒性物質によって分解され難く、かつ皮膜形成能を有するもの、例えば、フッ素系樹脂、シリコーン系樹脂、アクリルフッ素共重合樹脂、アクリルシリコーン共重合樹脂、などの有機系バインダー、例えば、ポリシラザン、有機シリケート化合物、またはその低縮合物の加水分解物(シラノール基含有シラン化合物)の何れか1種以上によるケイ素化合物縮合層であることが好ましく、これらに更にシリカゾル、アルミナゾル、チタンゾルの何れか1種以上を含むことが好ましい。光触媒性防汚層には光触媒の粒子またはゾルを10〜70質量%、特に20〜60質量%含有することが好ましい。
【0033】
本発明の不燃性内照式電飾看板を用いた看板システムは、上述の可視光透過率を有する光拡散透過性シートを用い看板筐体を形成し、その筐体内に、蛍光灯やLEDなどの光源を配置した構造物である。本発明の不燃性内照式電飾看板は10〜60%の可視光透過率(JIS−Z8722)を有する光拡散透過性シートであることが好ましく、マーキングフィルム貼着層の無い部分、すなわち繊維複合基材自体の可視光透過率は30〜60%、好ましくは40〜60%マーキングフィルム貼着層を有する部分、すなわちマーキングフィルム層を設けた繊維複合基材の可視光透過率は10〜40%、好ましくは20〜40%である。可視光透過率が10%未満であると内照式電飾看板に用いた場合、看板として有効な照度や発色が得られなくなることがあり、また60%を超えると蛍光灯やLEDなどの光源の存在や配置が目立ってしまい、広告や意匠のイメージを損なうことがある。
【0034】
本発明の不燃性内照式電飾看板に関して、図1の光拡散透過性シートを一例として説明する。図1の光拡散透過性シート(6)は、編織布帛(1)として、無機フィラメント束を隙間無く配置されて編織してなる平織り織布を用い、これに難燃樹脂フィルムを積層することにより、難燃樹脂被覆層(2)が編織布帛(1)の両面に形成された繊維複合基材(3)として、その片面上にマーキングフィルム貼着層(4)が設けられ、さらにマーキングフィルム貼着層(4)、及び難燃樹脂被覆層(2)露出部には、光触媒性防汚層(5)が設けられている。
【0035】
本発明の不燃性内照式電飾看板は、マーキングフィルムを貼着して任意のデザインで使用するため、少なくともマーキングフィルムを全面に貼着した状態で建築基準法に規定される不燃試験をクリアすることが好ましい。具体的に不燃試験は、マーキングフィルムを全面に貼着した光拡散透過性シートを試験体として、輻射電気ヒーターで50kW/m2の輻射熱を照射する発熱性試験(ASTM−E1354:コーンカロリーメーター試験法)において、加熱開始後20分間の総発熱量が8MJ/m2以下であり、かつ加熱開始後20分間、最高発熱速度が10秒以上継続して200kW/m2を超えないことを満足する不燃要件を満たすことが好ましい。このような不燃要件を満足する光拡散透過性シート(6)は、無機フィラメント束を隙間無く配置して編織して得られる編織布帛(1)で、特に、空隙率1%以下のガラス繊維高密度平織布を基材として、この両面(片面でも可)に難燃樹脂被覆層(2)を設けて繊維複合基材(3)を構成し、内照式電飾看板の表示面側となる難燃樹脂被覆層(2)上に、繊維複合基材(3)の厚さに対して、20〜40%範囲厚のマーキングフィルム貼着層(4)を設けること、すなわち、繊維複合基材とマーキングフィルム貼着層との厚み比率を、10:1〜10:2.5範囲内とすることで得られる。
【0036】
図3は本発明の不燃性内照式電飾看板システム(9)の一例を示すものである。本発明の内照式電飾看板システムは、内照式看板筐体(7)に光拡散透過性シート(6)を装着したもので、内照式看板筐体内部には蛍光灯(8)が配置されている。蛍光灯(8)は400nmから800nmの波長の光を放射する照明用蛍光灯であれば特に限定は無く、LED発光体を用いることもできる。照明用蛍光灯は、三波長形蛍光灯、高演色形蛍光灯、一般型蛍光灯のいずれの形式も使用でき、これらの色温度は、昼光色(5700〜7100K)、昼白色(4600〜5400K)、白色(3900〜4500K)、温白色(3200〜3700K)、電球色(2600〜3150K)など、いずれのタイプを用いてもよい。看板表示面は、図3の様な片面のみに限らず、内照式看板筐体(7)両面に光拡散透過性シート(6)を装着した両面表示型看板であっても良い。以上による本発明の内照式電飾看板システムは、建築基準法の指導に適合する不燃性を有することで、特に繁華街、駅前、道路沿いなど往来の多い場所において、コンビニエンスストア、飲食店、各種店舗、カラオケ店、ガソリンスタンド、銀行、金融ATMなどの屋号表示看板、及び屋外広告看板に適して用いることができ、さらには駅舎構内案内板、地下街壁面広告看板などにも適して用いることができる。
【実施例】
【0037】
以下、本発明について実施例を挙げて具体的に説明するが、本発明はこれらに限定されるものではない。
以下の実施例および比較例において編織布として、フィラメント直径9μm/750dtexのガラスフィラメント束を隙間無く配置編織してなるガラス繊維平織布帛:織密度:たて(経糸)40本/インチ:よこ(緯糸)30本/インチ:経糸と緯糸との織交点に生じる空隙の和1%:精練(ヒートクリーニングあり):メタクリロキシプロピルトリメトキシシラン(東レ・ダウコーニング社製Z6030)によるシランカップリング処理あり:寸法:たて(経糸方向)150cm×よこ(緯糸方向)150cmを用いた。
【0038】
実施例及び比較例で作成した内照式電飾看板(光拡散透過性シート)について図4の様な内照式電飾看板モデルを作製し、内照発色性、蛍光灯の視認性、不燃性について下記の通り評価を行った。内照式電飾看板に用いた光拡散透過性シート(6)のサイズはたて150cm×よこ150cmであり、光拡散透過性シート(6)のマーキングフィルム貼着層(4)側を外観面として内照式看板筐体(7)両面に取り付けた。このとき内照式看板筐体(7)内部には36ワット40型の直管3波長形昼白色蛍光灯(8)を6本並行に25cm間隔で均等に配置した。以上により得た内照式電飾看板システムを、暗室内において、蛍光灯(8)を点灯させた状態を観察した。なお、図4において、光拡散透過性シート(6)と蛍光灯以外の要素(蛍光灯器具、電源、配線など)の表現は省略した。
【0039】
<内部光源(蛍光灯)の視認性>
光拡散透過性シートのマーキングフィルム貼着面に対して3m離れた位置から観察し、
以下の基準で評価した。
1:光拡散透過性シート全面がほぼ均一に発光し、しかも内部光源である蛍光灯の存
在が視認できず、マーキングフィルム貼着層の発色、明るさ共に良好である。
2:内部光源(蛍光灯)の位置存在は視認できないが、光拡散透過性シートの明るさ
が不足しており、特にマーキングフィルム貼着層の発色、明るさが不足である。
3:光拡散透過性シートを透過して内部光源(蛍光灯)の位置存在がはっきりと視認
できる
<照度>
光拡散透過性シートの中心直下2mの位置で、照度計IM−2D(入江(株)製)を使
用し照度を測定した。
<可視光透過率>
光拡散透過性シートの可視光透過率を、分光側色計CM−3600d(コニカミノルタ(株)製)を使用し、JIS−Z8722に従って測定した。また海成分および島成分の
可視光透過率は、各々海成分または島成分を構成する合成樹脂単独の組成物:配合1,
2,5〜13より得た0.12mmのシートの測定値である。
<燃焼試験>(ASTM−E1354:コーンカロリーメーター試験法)
輻射電気ヒーターによる50kW/m2の輻射熱を内照式電飾看板用シート(試験体全面にマーキングフィルム貼着)に20分間照射し、この発熱性試験において、20分間の総発熱量と発熱速度を測定し、試験後の膜材外観を観察した。
(a)総発熱量:8MJ/m2以下のものを適合とした。
(b)発熱速度:10秒以上継続して200kW/m2を超えないものを適合とした。
(c)外観観察:直径0.5mmを超えるピンホール陥没痕の発生がないものを適合と
した。
【0040】
[実施例1]
下記配合1の難燃配合による軟質塩化ビニル樹脂ペーストの攪拌混合物に、下記配合2のビニルエステル樹脂攪拌混合物を、塩化ビニル樹脂単体の質量に対して20質量%加えて撹拌し、ビニルエステル樹脂を均一分散させ非相溶樹脂混合物液1を得た。この樹脂混合物液1を充満させた浴槽に布帛を浸漬し、布帛に樹脂混合物液1を完全に含浸させた。次いで、ドクターブレードで布帛両面の余分な樹脂混合物液1を掻き落とし、180℃×5分間電気炉加熱して、布帛両面に難燃樹脂被覆層を設けたシートを得た。次にPETフィルムの1面上に樹脂混合物液1を0.12mm厚でコートし、これを先に作成したシートの片面に重ね、電気炉で180℃×5分間加熱して樹脂混合物液1を固化させて、からPETフィルムを除去して平滑な難燃樹脂被覆層(施工外観側)を形成した。この難燃樹脂被覆層を顕微鏡観察すると、ビニルエステル樹脂が可視光透過率82%の島成分を構成しており、軟質塩化ビニル樹脂が光拡散半透過性(透過率48%)の海成分を構成し、島成分と海成分との可視光透過率の比は3:1.756であった。次いで難燃樹脂被覆層の外観観察側面に下記配合3の接着・保護層形成用塗布液を100メッシュのグラビアコーターで塗布し、100℃×1分乾燥後冷却して、1.5g/m2の接着・保護層を片面形成し、さらにその上に下記配合4の光触媒防汚層形成用塗布液を100メッシュのグラビアコーターで塗布し、120℃で2分間乾燥後冷却して1.5g/m2の光触媒防汚層が形成された可視光透過率38%、総厚0.4mmの繊維複合基材を得た。この繊維複合基材の光触媒防汚層形成面上の下側半分側全面積に、住友スリーエム(株)のマーキングフィルム(商標:スコッチカル:透過タイプTP−3637XLジプシーブルー:離型紙を除く総厚90μm)をたて75cm×よこ150cmサイズで貼着し、繊維複合基材とマーキングフィルム貼着層との厚み比率を10:2.25とした。これを用いて内照式電飾看板モデルを作製した。
<配合1>
乳化重合ポリ塩化ビニル樹脂(重合度1700) 100質量部
フタル酸ジオクチル(可塑剤) 40質量部
リン酸トリクレジル(可塑剤) 40質量部
酸化アンチモン(難燃剤) 15質量部
酸化モリブデン(難燃剤) 5質量部
メラミンシアヌレート 10質量部
(日産化学(株)製 難燃剤:商品名MC-640)
ステアリン酸亜鉛(安定剤) 2質量部
ステアリン酸バリウム(安定剤) 2質量部
<配合2>
ビニルエステル樹脂 100質量部
(日本ユピカ(株)製 商品名:ネオポール8319)
硬化剤 1質量部
(ジ-(4-tert-ブチルシクロヘキシル)パーオキシジカーボネート)
光拡散剤(炭酸カルシウム:平均粒子径1μm) 1質量部
<配合3>接着・保護層
シリコーン含有量3mol%のアクリルシリコーン樹脂を8質量%(固形分)含有する
エタノール−酢酸エチル(50/50質量比)溶液 100質量部
メチルシリケートMS51(コルコート(株))の
20%エタノール溶液(ポリシロキサン) 8質量部
γ−メタアクリルオキシプロピルトリメトキシシラン
(シランカップリング剤) 1質量部
<配合4>光触媒性防汚層
酸化チタン含有量10重量%に相当する硝酸酸性酸化チタンゾルを分散させた
水−エタノール(50/50重量比)溶液 50質量部
酸化珪素含有量10重量%に相当する硝酸酸性シリカゾルを分散させた
水−エタノール50/50重量比)溶液 50質量部
【0041】
[実施例2]
実施例1の配合2のビニルエステル樹脂攪拌混合物を、下記配合5のシリコーン樹脂に置き換え、塩化ビニル樹脂単体の質量に対して20質量%加えて撹拌し、シリコーン樹脂を均一分散させ非相溶樹脂混合物液2を得た。この樹脂混合物液2を充満させた浴槽に布帛を浸漬し、布帛に樹脂混合物液2を完全に含浸させた。次いで、ドクターブレードで布帛両面の余分な樹脂混合物液2を掻き落とし、180℃×5分間電気炉加熱して、布帛両面に難燃樹脂を被覆したシートを得た。次にPETフィルムの1面上に樹脂混合物液2を0.12mm厚でコートし、これを先に作成したシートの片面に重ね、電気炉で180℃×5分間加熱して樹脂混合物液2を固化させてからPETフィルムを除去して平滑な難燃樹脂被覆層を形成した。この難燃樹脂被覆層を顕微鏡観察すると、シリコーン樹脂が可視光透過率76%の島成分を構成しており、軟質塩化ビニル樹脂が光拡散半透過性(透過率48%)の海成分を構成し、島成分と海成分との可視光透過率の比は3:1.895であった。次に、実施例1と同様にして難燃樹脂被覆層に配合3の接着・保護層を1.5g/m2に形成し、さらにその上に配合4の光触媒性防汚層が1.5g/m2で形成された可視光透過率39%、総厚0.4mmの繊維複合基材を得た。この繊維複合基材の光触媒防汚層形成面上の下側半分側全面積に、中川ケミカル(株)のマーキングフィルム(商標:タフカル:半透明タイプ7404Cエメラルドグリーン:離型紙を除く総厚80μm)をたて75cm×よこ150cmサイズで貼着し、繊維複合基材とマーキングフィルム貼着層との厚み比率を10:2とした。これを用いて内照式電飾看板モデルを作製した。
<配合5>
商標:シラスコンRTV4086A
(2液付加反応硬化型シリコーン樹脂:有効成分100%:ダウコーニングアジア社製)
50質量部
商標:シラスコンRTV4086B
(2液付加反応硬化型シリコーン樹脂:有効成分100%:ダウコーニングアジア社製)
50質量部
光拡散剤(酸化チタン粒子:平均粒子径0.4μm) 1質量部
【0042】
[実施例3]
下記配合6のシリコーン樹脂の攪拌混合物に、下記配合7の塩化ビニル樹脂攪拌混合物を、シリコーン樹脂単体の質量に対して10質量%加えて撹拌し、塩化ビニル樹脂を均一分散させ非相溶樹脂混合物液3を得た。この樹脂混合物液3を充満させた浴槽に布帛を浸漬し、布帛に樹脂混合物液3を完全に含浸させた。次いで、ドクターブレードで布帛両面の余分な樹脂混合物液3を掻き落とし、180℃×10分間電気炉加熱して、布帛両面に難燃樹脂を被覆したシートを得た。次にPETフィルムの1面上に樹脂混合物液3を0.12mm厚でコートし、これを先に作成したシートの片面に重ね、電気炉で180℃×10分間加熱して樹脂混合物液3を固化させてからPETフィルムを除去して平滑な難燃樹脂被覆層(施工外観側)を形成した。この難燃樹脂被覆層を顕微鏡観察すると、塩化ビニル樹脂が可視光透過率80%の島成分を構成しており、シリコーン樹脂が光拡散半透過性(透光率48%)の海成分を構成し、島成分と海成分との可視光透過率の比は3:1.8であった。次に、実施例1と同様にして難燃樹脂被覆層に配合3の接着・保護層を1.5g/m2に形成し、さらにその上に配合4の光触媒性防汚層が1.5g/m2で形成された可視光透過率36%、総厚0.4mmの繊維複合基材を得た。この繊維複合基材の光触媒防汚層形成面上の下側半分側全面積に、積水化学工業(株)のマーキングフィルム(商標:タックペイント:色透明タイプTH15レッド:離型紙を除く総厚80μm)をたて75cm×よこ150cmサイズで貼着し、繊維複合基材とマーキングフィルム貼着層との厚み比率を10:2とした。これを用いて内照式電飾看板モデルを作製した。
<配合6>
商標:シラスコンRTV4086A
(2液付加反応硬化型シリコーン樹脂:有効成分100%:ダウコーニングアジア社製)
50質量部
商標:シラスコンRTV4086B
(2液付加反応硬化型シリコーン樹脂:有効成分100%:ダウコーニングアジア社製)
50質量部
水酸化マグネシウム(難燃剤) 20質量部
ハイドロタルサイト(難燃剤) 5質量部
<配合7>
乳化重合ポリ塩化ビニル樹脂(重合度1700) 100質量部
フタル酸ジオクチル(可塑剤) 40質量部
リン酸トリクレジル(可塑剤) 40質量部
ステアリン酸亜鉛(安定剤) 2質量部
ステアリン酸バリウム(安定剤) 2質量部
光拡散剤(炭酸カルシウム:平均粒子径1μm) 1質量部
【0043】
[実施例4]
下記配合8の軟質塩化ビニル樹脂の熱溶融混練物に、下記配合9のポリエチレン樹脂の熱溶融混練物を、塩化ビニル樹脂単体の質量に対して20質量%加えてバンバリーミキサーで熱溶融混練し、ポリエチレン樹脂を均一分散させ非相溶樹脂混合物4を得た。この樹脂混合物4を180℃設定のカレンダーロール4本を通過させて厚さ0.12mmのフィルムに成型した。このフィルムを難燃樹脂被覆層として布帛の両面に積層して積層体シートを得た。この難燃樹脂被覆層を顕微鏡観察すると、ポリエチレン樹脂が可視光透過率77%の島成分を構成しており、軟質塩化ビニル樹脂が光拡散半透過性(透光率49%)の海成分を構成し、島成分と海成分との可視光透過率の比は3:1.909であった。次に、実施例1と同様にして難燃樹脂被覆層に、配合3の接着・保護層を1.5g/m2に片面に形成し、さらにその上に配合4の光触媒防汚層が1.5g/m2で形成された可視光透過率35%、総厚0.4mmの繊維複合基材を得た。この繊維複合基材の光触媒防汚層形成面上の下側半分側全面積に、東洋インキ製造(株)のマーキングフィルム(商標:ダイナカル:サインDS4801:カーミンレッド:離型紙を除く総厚80μm)をたて75cm×よこ150cmサイズで貼着し、繊維複合基材とマーキングフィルム貼着層との厚み比率を、10:2とした。これを用いて内照式電飾看板モデルを作製した。
<配合8>
ポリ塩化ビニル樹脂(重合度1300) 100質量部
フタル酸ジオクチル(可塑剤) 35質量部
リン酸トリクレジル(可塑剤) 30質量部
酸化アンチモン(難燃剤) 10質量部
酸化モリブデン(難燃剤) 5質量部
メラミンシアヌレート 10質量部
(日産化学(株)製 難燃剤:商品名MC-640)
ステアリン酸亜鉛(安定剤) 2質量部
ステアリン酸バリウム(安定剤) 2質量部
<配合9>
低密度ポリエチレン樹脂(密度0.945) 100質量部
光拡散剤(炭酸カルシウム:平均粒子径1μm) 1質量部
【0044】
[実施例5]
下記配合10の軟質フッ素樹脂の熱溶融混練物に、下記配合11の塩化ビニル樹脂の熱溶融混練物を軟質フッ素樹脂単体の質量に対して10質量%加えてバンバリーミキサーで熱溶融混練し、塩化ビニル樹脂を均一分散させ非相溶樹脂混合物5を得た。この樹脂混合物5を180℃設定のカレンダーロール4本を通過させて厚さ0.12mmのフィルムに成型した。このフィルムを難燃樹脂被覆層として布帛の両面に積層してシートを得た。この難燃樹脂被覆層を顕微鏡観察すると、塩化ビニル樹脂が可視光透過率78%の島成分を構成しており、軟質フッ素樹脂が光拡散半透過性(透光率47%)の海成分を構成し、島成分と海成分との可視光透過率の比は3:1.807であった。次に、実施例1と同様にして難燃樹脂被覆層に配合3の接着・保護層を1.5g/m2に片面形成し、さらにその上に配合4の光触媒防汚層が1.5g/m2で形成された可視光透過率40%、総厚0.4mmの繊維複合基材を得た。この繊維複合基材の光触媒防汚層形成面上の下側半分側全面積に、桜井(株)のマーキングフィルム(商標:ビューカル:VC92539:リーフグリーン:離型紙を除く総厚80μm)をたて75cm×よこ150cmサイズで貼着し、繊維複合基材とマーキングフィルム貼着層との厚み比率を、10:2とした。これを用いて内照式電飾看板モデルを作製した。
<配合10>
軟質フッ素樹脂
(四フッ化エチレン−六フッ化プロピレン−フッ化ビニリデン三元共重合体樹脂)
100質量部
酸化アンチモン(難燃剤) 10質量部
酸化モリブデン(難燃剤) 10質量部
<配合11>
ポリ塩化ビニル樹脂(重合度1300) 100質量部
フタル酸ジオクチル(可塑剤) 35質量部
リン酸トリクレジル(可塑剤) 30質量部
ステアリン酸亜鉛(安定剤) 2質量部
ステアリン酸バリウム(安定剤) 2質量部
光拡散剤(酸化チタン粒子:平均粒子径0.4μm) 1質量部
【0045】
実施例1〜5の内照式電飾看板モデルは、いずれも可視光透過率が高く、内照式電飾看板として充分な光量と輝度を有するものであった。これら内照式電飾看板システムは、3m離れた位置からの観察において、内部配置蛍光灯などの光原の存在がほとんど視認できず、また内照式電飾看板用シートに含む布帛による陰影痕なども視認できないなど光拡散隠蔽性に優れたものであった。また実施例1〜5の内照式電飾看板モデルにおいて、マーキングフィルムを貼着部の可視光透過性も良好であり、充分な輝度と発色性とを有するものであった。また実施例1〜5の内照式電飾看板は、コーンカロリーメーター燃焼試験において、試験体全面にマーキングフィルム層を有する状態においても、いずれも不燃条件を満足するものであった。
【0046】
[比較例1]
実施例1において、配合2のビニルエステル樹脂攪拌混合物の併用を省略した以外は実施例1と全て同じ設計とした。比較例1においては、難燃樹脂被覆層に海島構造の形成はされておらず、難燃樹脂被覆層全体が軟質塩化ビニル樹脂による透過率48%の光拡散半透過性であった。繊維複合基材とマーキングフィルム貼着層との厚み比率は10:2.25である。これを用いて内照式電飾看板モデルを作製した。
【0047】
[比較例2]
実施例1において、島成分形成を配合1、海成分形成を配合2として、島成分に難燃剤を含み、海成分に難燃剤を含まない難燃樹脂被覆層とした以外は実施例1と全て同じ設計とした。この難燃樹脂被覆層を顕微鏡観察すると、ビニルエステル樹脂が可視光透過率82%の海成分を構成しており、軟質塩化ビニル樹脂が光拡散半透過性(透過率48%)の島成分を構成し、島成分と海成分との可視光透過率の比は3:5.125であった。また、繊維複合基材とマーキングフィルム貼着層との厚み比率は10:2.25である。これを用いて内照式電飾看板モデルを作製した。
【0048】
[比較例3]
実施例1において、配合1を下記配合12に、配合2を下記配合13に変更し、難燃剤成分と光拡散剤成分を置き換えた以外は実施例1と全て同じ設計とした。この難燃樹脂被覆層を顕微鏡観察すると、ビニルエステル樹脂が可視光透過率46%の島成分を構成しており、軟質塩化ビニル樹脂が光拡散半透過性(透過率86%)の海成分を構成し、島成分と海成分との可視光透過率の比は3:5.608であった。また、繊維複合基材とマーキングフィルム貼着層との厚み比率は10:2.25である。これを用いて内照式電飾看板モデルを作製した。
<配合12>
乳化重合ポリ塩化ビニル樹脂(重合度1700) 100質量部
フタル酸ジオクチル(可塑剤) 40質量部
リン酸トリクレジル(可塑剤) 40質量部
ステアリン酸亜鉛(安定剤) 2質量部
ステアリン酸バリウム(安定剤) 2質量部
光拡散剤(炭酸カルシウム:平均粒子径1μm) 1質量部
<配合13>
ビニルエステル樹脂 100質量部
(日本ユピカ(株)製 商品名:ネオポール8319)
硬化剤 1質量部
(ジ-(4-tert-ブチルシクロヘキシル)パーオキシジカーボネート)
酸化アンチモン(難燃剤) 15質量部
酸化モリブデン(難燃剤) 5質量部
メラミンシアヌレート 10質量部
(日産化学(株)製 難燃剤:商品名MC−640)
【0049】
[比較例4]
実施例1と同様にして非相溶樹脂混合物液1の含浸による繊維複合基材を作製した。但し実施例1で行った「PETフィルムの1面上に樹脂混合物液1を0.12mm厚でコートし、これを先に作成したシートの片面に重ね、電気炉で180℃×5分間加熱して樹脂混合物液1を固化させて、からPETフィルムを除去して平滑な難燃樹脂被覆層(施工外観側)を形成。」する工程を省略した。この難燃樹脂被覆層を顕微鏡観察すると、ビニルエステル樹脂が可視光透過率82%の島成分を構成しており、軟質塩化ビニル樹脂が光拡散半透過性(透過率48%)の海成分を構成し、島成分と海成分との可視光透過率の比は3:1.756であった。次いで難燃樹脂被覆層の外観観察側面に、実施例1同様、接着・保護層を片面形成し、さらにその上に光触媒防汚層を形成し、可視光透過率45%、総厚0.28mmの繊維複合基材を得た。この繊維複合基材の光触媒防汚層形成面上の下側半分側全面積に、実施例1と同じ住友スリーエム(株)のマーキングフィルム(商標:スコッチカル:透過タイプTP−3637XLジプシーブルー:離型紙を除く総厚90μm)をたて75cm×よこ150cmサイズで貼着した。このとき繊維複合基材とマーキングフィルム貼着層との厚み比率は10:3.21であった。これを用いて内照式電飾看板モデルを作製した。
【0050】
[比較例5]
実施例4と同様にして非相溶樹脂混合物4の積層による繊維複合基材を作製した。但し
実施例4の0.12mm厚のフィルムの布帛への積層を片面のみとして積層体シートを得た。この難燃樹脂被覆層を顕微鏡観察すると、ポリエチレン樹脂が可視光透過率77%の島成分を構成しており、軟質塩化ビニル樹脂が光拡散半透過性(透光率49%)の海成分を構成し、島成分と海成分との可視光透過率の比は3:1.909であった。次いで難燃樹脂被覆層の外観観察側面に、実施例1同様、実施例4と同じ接着・保護層を片面形成し、さらにその上に光触媒防汚層を形成し、可視光透過率55%、総厚0.28mmの繊維複合基材を得た。この繊維複合基材の光触媒防汚層形成面上の下側半分側全面積に、実施例4と同じ東洋インキ製造(株)のマーキングフィルム(商標:ダイナカル:サインDS4801:カーミンレッド:離型紙を除く総厚80μm)をたて75cm×よこ150cmサイズで貼着し、繊維複合基材とマーキングフィルム貼着層との厚み比率を、10:2.85とした。これを用いて内照式電飾看板モデルを作製した。
【0051】
比較例1の内照式電飾看板モデルは光拡透過性が不足して電飾発光が幾分暗く、マーキングフィルム(ジプシーブルー)の本来の発色輝度を得るに不十分なものであった。比較例2と3の内照式電飾看板モデルは、島成分に難燃剤を含み、海成分に難燃剤を含まない難燃樹脂被覆層としたことで、防炎性が不十分となり、不燃試験に適合することができなかった。比較例4と5の内照式電飾看板モデルは、内照式電飾看板モデルに用いる繊維複合基材の厚さに対して、マーキングフィルム貼着層の占める割合が大きくなり、繊維複合基材とマーキングフィルム貼着層との厚み比率が、10:2.5を越えるものとなったため、防炎性が不十分となり、不燃試験に適合することができなかった。
【0052】
【表1】
【0053】
【表2】
【産業上の利用可能性】
【0054】
本発明によれば、内照式看板用途に適して用いることができる可撓性繊維複合膜材で、光透過性が高く且つ、適度な光拡散性を有し、特にその全面にマーキングフィルムを貼付した使用形態においても不燃試験(建築基準法)に適合することを可能とする高度の不燃特性を有する内照式看板用の膜材、及び不燃性内照式看板システムを提供することができる。本発明の膜材により、ユーザー個々による看板デザインの要求を満足させながら、改正建築基準法に規定の不燃材料要件を満たすことができるので、繁華街での火災に対する延焼拡大防止の十分な対策となり得る。従って本発明の不燃性内照式看板は、小型〜大型設置を問わず、コンビニエンスストアの軒先サイン、飲食チェーン店の軒先サイン、飲食店の屋外看板、ビルの屋上設置の広告看板、地下街壁面の広告看板などに広く適して用いることができる。本発明において、繊維複合膜材にはマーキングフィルムを貼着せず、インクジェット印刷を施した意匠看板においても改正建築基準法に規定する不燃材料要件を満たすことが可能である。
【符号の説明】
【0055】
1:編織布帛
2:難燃樹脂被覆層(海島構造)
3:繊維複合基材
4:マーキングフィルム貼着層
5:光触媒性防汚層
6:光拡散透過性シート
7:内照式看板筐体
8:光源(蛍光灯)
9:内照式電飾看板システム
10:島成分
11:海成分
【特許請求の範囲】
【請求項1】
無機フィラメント束を隙間無く配置編織してなる布帛の片面以上に、難燃樹脂被覆層が設けられた繊維複合基材において、前記難燃樹脂被覆層の少なくとも一層上の表面において、その全面、または部分的あるいは散在的にマーキングフィルム貼着層を有する光拡散透過性シートであって、前記難燃樹脂被覆層が、2種類以上の合成樹脂の非相溶混合によって形成された海島構造を有するものであって、この海島構造において、島成分が難燃剤を含まず光拡散透過性を有し、海成分が難燃剤を含有する光拡散半透過性構造で構成され、かつ、前記繊維複合基材と、前記マーキングフィルム貼着層との厚み比率が、10:1〜10:2.5の範囲内であることを特徴とする不燃性内照式看板。
【請求項2】
前記島成分と、前記海成分とにおける可視光透過率(JIS−Z8722)の比が、3:2〜3:1の範囲内である、請求項1に記載の不燃性内照式看板。
【請求項3】
前記光拡散透過性シートの最外層に、光触媒性防汚層を有する、請求項1または2に記載の不燃性内照式看板。
【請求項4】
前記光拡散透過性シートを試験体として、コーンカロリーメーター試験法(ASTM−E1354)において前記光拡散透過性シートに対して輻射電気ヒ−タ−による輻射熱を、50kW/m2で照射した時に、加熱開始後20分間の総発熱量が8MJ/m2以下であり、且つ加熱開始後20分間、10秒以上継続して最高発熱速度が200kW/m2を超えない燃焼特性を有する、請求項1〜3のいずれか1項に記載の不燃性内照式看板。
【請求項1】
無機フィラメント束を隙間無く配置編織してなる布帛の片面以上に、難燃樹脂被覆層が設けられた繊維複合基材において、前記難燃樹脂被覆層の少なくとも一層上の表面において、その全面、または部分的あるいは散在的にマーキングフィルム貼着層を有する光拡散透過性シートであって、前記難燃樹脂被覆層が、2種類以上の合成樹脂の非相溶混合によって形成された海島構造を有するものであって、この海島構造において、島成分が難燃剤を含まず光拡散透過性を有し、海成分が難燃剤を含有する光拡散半透過性構造で構成され、かつ、前記繊維複合基材と、前記マーキングフィルム貼着層との厚み比率が、10:1〜10:2.5の範囲内であることを特徴とする不燃性内照式看板。
【請求項2】
前記島成分と、前記海成分とにおける可視光透過率(JIS−Z8722)の比が、3:2〜3:1の範囲内である、請求項1に記載の不燃性内照式看板。
【請求項3】
前記光拡散透過性シートの最外層に、光触媒性防汚層を有する、請求項1または2に記載の不燃性内照式看板。
【請求項4】
前記光拡散透過性シートを試験体として、コーンカロリーメーター試験法(ASTM−E1354)において前記光拡散透過性シートに対して輻射電気ヒ−タ−による輻射熱を、50kW/m2で照射した時に、加熱開始後20分間の総発熱量が8MJ/m2以下であり、且つ加熱開始後20分間、10秒以上継続して最高発熱速度が200kW/m2を超えない燃焼特性を有する、請求項1〜3のいずれか1項に記載の不燃性内照式看板。
【図1】


【図2】
【図3】
【図4】

【図5】

【図2】
【図3】
【図4】
【図5】
【公開番号】特開2011−133584(P2011−133584A)
【公開日】平成23年7月7日(2011.7.7)
【国際特許分類】
【出願番号】特願2009−291654(P2009−291654)
【出願日】平成21年12月24日(2009.12.24)
【出願人】(000239862)平岡織染株式会社 (81)
【Fターム(参考)】
【公開日】平成23年7月7日(2011.7.7)
【国際特許分類】
【出願日】平成21年12月24日(2009.12.24)
【出願人】(000239862)平岡織染株式会社 (81)
【Fターム(参考)】
[ Back to top ]