
巻付けグリップの製造方法

【課題】 溶剤系の接着剤を使用することなく、巻付けグリップ1の線材を一体に固定することができる環境に優しい巻付けグリップの製造方法を提供する。
【解決手段】 端部に螺旋状の巻付け部2を形成した金属製の複数本の線材を並列に束ね、この束ねた複数本の線材の外表面に、熱可塑性樹脂の粉体10を静電塗装装置9によって静電気的に付着させ、その後、付着させた熱可塑性樹脂の粉体10を加熱熔融させ、熔融した熱可塑性樹脂によって並列に束ねた複数本の線材を一体化して巻付けグリップ1を製造する。
【解決手段】 端部に螺旋状の巻付け部2を形成した金属製の複数本の線材を並列に束ね、この束ねた複数本の線材の外表面に、熱可塑性樹脂の粉体10を静電塗装装置9によって静電気的に付着させ、その後、付着させた熱可塑性樹脂の粉体10を加熱熔融させ、熔融した熱可塑性樹脂によって並列に束ねた複数本の線材を一体化して巻付けグリップ1を製造する。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、電柱関係の支線、メッセンジャーワイヤーの引き留め又は接続、落石防護網のワイヤーロープの引き留め等に使用される巻付けグリップの製造方法に関するものである。
【背景技術】
【0002】
巻付けグリップ1は、図1に示すように、亜鉛・アルミ合金めっき鋼線等の金属製の線材を複数本並列に束ねたものであり、その端部に螺旋状の巻付け部2を有する。
【0003】
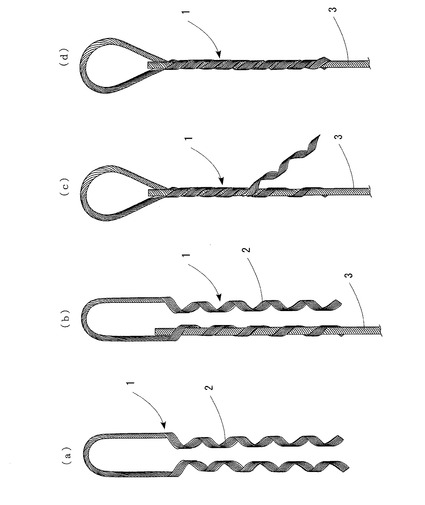
この巻付けグリップ1は、図2(a)〜(d)に示すように、ワイヤーロープ3に、螺旋状の巻付け部2を巻き付けることによって、ワイヤーロープ3を確実かつ容易に引き留めることができる。
【0004】
巻付けグリップ1は、上記のように、線材を複数本並列に束ねたものであり、束ねた線材がばらけないように、外面が接着剤によって一体に固められている。
【0005】
そして、巻付けグリップ1の巻付け部2の内面には、ワイヤーロープ3との滑りを防止するために、アルミナ質研磨材等の摩擦増加剤が塗布されている。
【0006】
この種の巻付けグリップ1は、特許文献1、特許文献2にも開示されている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平8−265941号公報
【特許文献2】特開平8−155571号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
ところで、従来、巻付けグリップ1の外面に塗布される接着剤としては、溶剤系のビニル系接着剤が使用されている。
【0009】
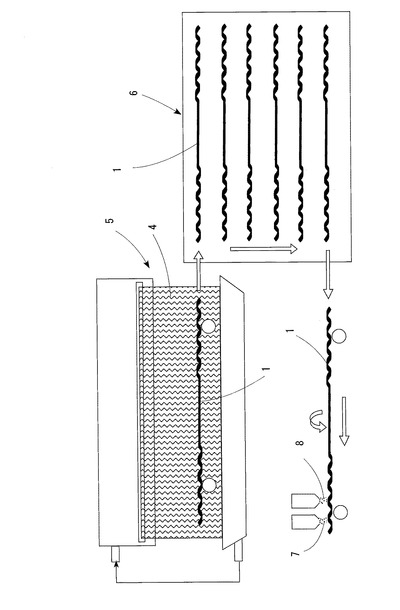
従来、この溶剤系の接着剤4の塗布には、図3に示すような、溶剤系の接着剤4が流れるカーテンフローコーター5を使用し、巻付けグリップ1を、カーテンフローコーター5内を通過させることによって、巻付けグリップ1の束ねた線材間に接着剤4を浸透させ、その後に、乾燥炉6を経由させることによって接着剤4を固化させている。
【0010】
この後、巻付けグリップ1の巻付け部2の内側に、アルミナ質研磨剤等の摩擦増加剤7を付着させて、巻付け部2の摩擦効果を向上させている。
【0011】
この巻付け部2への摩擦増加剤7の付着は、乾燥炉6から引き出した巻付けグリップ1を回転させながら、巻付け部2に接着剤8を塗布して行っている。
【0012】
ところが、巻付けグリップ1の線材の固定に溶剤系のビニル系接着剤を使用する上記従来の方法は、VOCやCO2の面で環境に優しくないという問題がある。
【0013】
そこで、この発明は、溶剤系の接着剤を使用することなく、巻付けグリップの線材を一体に固定することができる環境に優しい巻付けグリップの製造方法を提供することを課題とする。
【課題を解決するための手段】
【0014】
この発明の巻付けグリップの製造方法は、端部に螺旋状の巻付け部を形成した金属製の複数本の線材を並列に束ね、この束ねた複数本の線材の外表面に、熱可塑性樹脂の粉体を静電塗装装置によって静電気的に付着させ、その後、付着させた熱可塑性樹脂の粉体を加熱熔融させ、熔融した熱可塑性樹脂によって並列に束ねた複数本の線材を一体化することを特徴とする。
【0015】
この後、螺旋状の巻付け部の内側には、引き留め作業を行う際に、ワイヤーロープとの滑りを防止する、アルミナ質研磨材等の摩擦増加剤が接着することにより、巻付けグリップを完成させる。
【0016】
この摩擦増加剤の接着方法として、次のような方法を採用することができる。
【0017】
その一つは、巻付け部の内側に接着剤を塗布し、この接着剤の上に、摩擦増加剤を散布して接着するという方法である。
【0018】
また、並列に束ねた複数本の線材の外表面に付着する熱可塑性樹脂の粉体を加熱溶融する際に、螺旋状の巻付け部の内側に摩擦増加剤を散布し、複数本の線材の固定と共に、摩擦増加剤を接着するという方法を採用してもよい。
【0019】
また、並列に束ねた複数本の線材を固定する熱可塑性樹脂の粉体に、予め摩擦増加剤を混合しておき、熱可塑性樹脂の粉体と共に、摩擦増加剤を静電塗装装置により吹き付け、並列に束ねた複数本の線材の一体化と同時に、摩擦増加剤を固定してもよい。
【0020】
上記静電塗装装置としては、コロナ帯電式、摩擦帯電式のいずれの方式のものも使用することができる。
【0021】
上記熱可塑性樹脂の粉体としては、ポリエチレン、ポリプロピレン、塩化ビニルのいずれか、またはこれらの成分を含むものを使用することができる。
【発明の効果】
【0022】
この発明は、以上のように、端部に螺旋状の巻付け部を形成した並列に束ねた複数本の金属製の線材の外表面に、静電塗装装置を使用して熱可塑性樹脂の粉体を静電気的に付着させ、その後、付着した熱可塑性樹脂の粉体を加熱熔融することにより、巻付けグリップを製造するという方法である。
【0023】
この方法によると、並列に束ねた線材間に熔融した熱可塑性樹脂が浸透し、均一な膜厚で並列に束ねた線材を互いに接合することができる。
【0024】
そして、この発明の巻付けグリップの製造方法は、溶剤系の接着剤を使用しないので、環境に優しい。また、静電塗装装置を使用するので、熱可塑性樹脂の粉体を巻付けグリップに吹き付けて付着させる際に、付着しなかったオーバースプレー粉を回収して再利用することができるので、材料の無駄が少なく、環境にやさしい。
【図面の簡単な説明】
【0025】
【図1】巻付けグリップの部分拡大図である。
【図2】(a)は巻付けグリップの全体正面図、(b)は巻付けグリップの一方の巻付け部に引き留めを行うワイヤーロープを沿わせた状態の正面図、(c)は巻付けグリップの巻付け途中の状態を示す正面図、(d)は巻付けグリップの巻付け完了時の状態を示す正面図である。
【図3】従来の巻付けグリップの製造工程を示す概略図である。
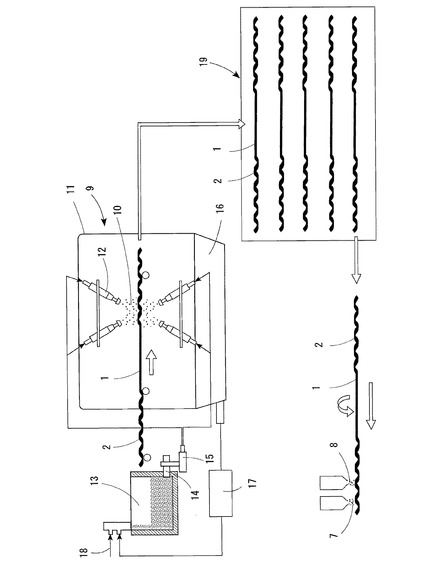
【図4】この発明の巻付けグリップの製造工程を示す概略図である。
【図5】巻付けグリップに熱可塑性樹脂の粉体を付着させるこの発明の他の実施形態を示す概略図である。
【図6】巻付けグリップに熱可塑性樹脂の粉体を付着させるこの発明の他の実施形態を示す概略図である。
【発明を実施するための形態】
【0026】
以下、この発明の実施の形態を添付図面に基づいて説明する。
【0027】
巻付けグリップ1は、図1に示すように、端部に螺旋状の巻付け部2を形成した複数本の金属製の線材を並列に束ねたものである。
【0028】
巻付けグリップ1を形成する線材は、例えば、線径が1.6φ〜4.2φで、長さが4mある。
【0029】
この発明の巻付けグリップ1は、並列に束ねた線材の外表面に、静電塗装装置9を使用して熱可塑性樹脂の粉体10を静電付着させ、その後、熱可塑性樹脂の粉体10を加熱熔融することにより、並列に束ねた線材を接着一体化したものである。
【0030】
巻付けグリップ1を形成する線材は、熱可塑性樹脂の粉体10を付着させる前に、脱脂を行った後に、酸洗槽、亜鉛めっき炉を通過させる。
【0031】
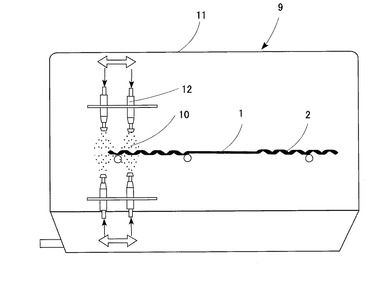
図4に示す静電塗装装置9は、塗装ブース11内に、熱可塑性樹脂の粉体10を散布する静電塗装ガン12が設置され、塗装ブース11内を通過する巻付けグリップ1に対して、静電塗装ガン12から熱可塑性樹脂の粉体10を散布すると、巻付けグリップ1の外表面に静電気的に熱可塑性樹脂の粉体10が均一に付着する。
【0032】
静電塗装ガン12には、粉体タンク13から定量供給装置14を介してインジェクター15によって粉体10が供給される。静電塗装ガン12から噴射された粉体10の内、巻付けグリップ1に付着しなかったオーバースプレー粉は、塗装ブース11の底面の回収ダクト16から集塵機17に回収される。
【0033】
回収されたオーバースプレー粉は、粉体タンク13に供給され、新粉18と混合されて再利用される。
【0034】
図4の実施形態では、巻付けグリップ1は、塗装ブース11の一端から塗装ブース11内に供給され、塗装ブース11の他端から引き出されて加熱炉19に送られる。
【0035】
加熱炉19を通過中に、巻付けグリップ1の外表面に付着した熱可塑性樹脂の粉体10が加熱溶融し、熱可塑性樹脂が並列に束ねた線材間に浸透する。
【0036】
巻付けグリップ1は、例えば、200℃の加熱炉19を22分で通過するようにすると、並列に束ねた線材間に熱可塑性樹脂がゆっくりと浸透し、加熱炉19から巻付けグリップ1を取出すと、熱可塑性樹脂が固まって、並列に束ねた線材が互いに接合一体化される。
【0037】
この後、巻付けグリップ1を回転させながら搬送し、搬送路中に、巻付けグリップ1の螺旋状の巻付け部2の内側に、接着剤8と摩擦増加剤7を順次散布している。
【0038】
巻付けグリップ1の巻付け部2に摩擦増加剤7を付着する方法としては、上記のように、接着剤8を使用する方法以外に、熱可塑性樹脂の粉体10を加熱溶融する際に、螺旋状の巻付け部2の内側に摩擦増加剤7を散布し、巻付けグリップ1の線材の固定と共に、摩擦増加剤7を接着するという方法、あるいは熱可塑性樹脂の粉体10に、予め摩擦増加剤7を混合しておき、静電塗装ガン12によって、熱可塑性樹脂の粉体10と共に、摩擦増加剤7を巻付けグリップ1に吹き付け、並列に束ねた複数本の線材の一体化と同時に、摩擦増加剤7を固定するようにしてもよい。
【0039】
熱可塑性樹脂の粉体10としては、例えば、平均粒度分布が100μmのポリエチレン樹脂を使用することができる。一般的に、熱可塑性樹脂は、エポキシやポリエステル等の熱硬化性樹脂に比べて、弾性があるので、曲げ加工が容易で、落下衝撃性に強い。
【0040】
また、摩擦増加剤7としては、例えば、JIS R 6111の「人造研磨材」に規定するアルミナ#80や、カーボランダムが使用される。
【0041】
図4に示す実施形態では、塗装ブース11内を通過する巻付けグリップ1の上下に、各2本の静電塗装ガン12を設置している。
【0042】
静電塗装ガン12としては、コロナ帯電式または摩擦帯電式のものを使用することができる。
【0043】
コロナ帯電式の静電塗装ガンは、ガン先に配置されたコロナ電極からのコロナ放電により、塗装対象の被塗装物との間で電場を形成し、この電場によって熱可塑性樹脂の粉体10に電荷を帯びさせて、熱可塑性樹脂の粉体10を被塗装物に対して静電気力で付着させるものである。
【0044】
一方、摩擦帯電式の静電塗装ガンは、例えば、4フッ化エチレン等の非導電性樹脂チューブを備え、この非導電性樹脂チューブ内を、熱可塑性樹脂の粉体10を通過させることにより、熱可塑性樹脂の粉体10に、摩擦帯電によって電荷を与えるものであり、帯電量は、一般的にはコロナ帯電式のものよりも2〜4倍多い。
【0045】
このため、摩擦帯電式の静電塗装ガンは、コロナ帯電式のように電場によって被塗装物に粉体10を付着させるものではなく、粉体10自体が持っている電荷によって被塗装物に付着するため、凹部への入り込みが良好であるので、巻線グリップ1の螺旋状の巻付け部2の内側や、並列する線材間の隙間に熱可塑性樹脂の粉体10が良好に付着する。
【0046】
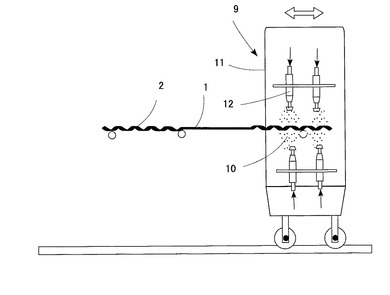
上記図4に示す実施形態は、塗装ブース11内を巻線グリップ1を通過させ、通過中に静電塗装ガン12によって熱可塑性樹脂の粉体10を付着させるものであるが、図5に示す実施形態は、塗装ブース11内に巻線グリップ1を収容し、巻線グリップ1に対して静電塗装ガン12を移動させるようにしたものである。
【0047】
また、図6に示す実施形態は、小型の塗装ブース11を使用し、塗装ブース11自体を巻線グリップ1に対して移動させるようにしたものである。
【符号の説明】
【0048】
1 巻付けグリップ
2 巻付け部
7 摩擦増加剤
8 接着剤
9 静電塗装装置
10 粉体
11 塗装ブース
12 静電塗装ガン
13 粉体タンク
14 定量供給装置
15 インジェクター
16 回収ダクト
17 集塵機
18 新粉
19 加熱炉
【技術分野】
【0001】
この発明は、電柱関係の支線、メッセンジャーワイヤーの引き留め又は接続、落石防護網のワイヤーロープの引き留め等に使用される巻付けグリップの製造方法に関するものである。
【背景技術】
【0002】
巻付けグリップ1は、図1に示すように、亜鉛・アルミ合金めっき鋼線等の金属製の線材を複数本並列に束ねたものであり、その端部に螺旋状の巻付け部2を有する。
【0003】
この巻付けグリップ1は、図2(a)〜(d)に示すように、ワイヤーロープ3に、螺旋状の巻付け部2を巻き付けることによって、ワイヤーロープ3を確実かつ容易に引き留めることができる。
【0004】
巻付けグリップ1は、上記のように、線材を複数本並列に束ねたものであり、束ねた線材がばらけないように、外面が接着剤によって一体に固められている。
【0005】
そして、巻付けグリップ1の巻付け部2の内面には、ワイヤーロープ3との滑りを防止するために、アルミナ質研磨材等の摩擦増加剤が塗布されている。
【0006】
この種の巻付けグリップ1は、特許文献1、特許文献2にも開示されている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平8−265941号公報
【特許文献2】特開平8−155571号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
ところで、従来、巻付けグリップ1の外面に塗布される接着剤としては、溶剤系のビニル系接着剤が使用されている。
【0009】
従来、この溶剤系の接着剤4の塗布には、図3に示すような、溶剤系の接着剤4が流れるカーテンフローコーター5を使用し、巻付けグリップ1を、カーテンフローコーター5内を通過させることによって、巻付けグリップ1の束ねた線材間に接着剤4を浸透させ、その後に、乾燥炉6を経由させることによって接着剤4を固化させている。
【0010】
この後、巻付けグリップ1の巻付け部2の内側に、アルミナ質研磨剤等の摩擦増加剤7を付着させて、巻付け部2の摩擦効果を向上させている。
【0011】
この巻付け部2への摩擦増加剤7の付着は、乾燥炉6から引き出した巻付けグリップ1を回転させながら、巻付け部2に接着剤8を塗布して行っている。
【0012】
ところが、巻付けグリップ1の線材の固定に溶剤系のビニル系接着剤を使用する上記従来の方法は、VOCやCO2の面で環境に優しくないという問題がある。
【0013】
そこで、この発明は、溶剤系の接着剤を使用することなく、巻付けグリップの線材を一体に固定することができる環境に優しい巻付けグリップの製造方法を提供することを課題とする。
【課題を解決するための手段】
【0014】
この発明の巻付けグリップの製造方法は、端部に螺旋状の巻付け部を形成した金属製の複数本の線材を並列に束ね、この束ねた複数本の線材の外表面に、熱可塑性樹脂の粉体を静電塗装装置によって静電気的に付着させ、その後、付着させた熱可塑性樹脂の粉体を加熱熔融させ、熔融した熱可塑性樹脂によって並列に束ねた複数本の線材を一体化することを特徴とする。
【0015】
この後、螺旋状の巻付け部の内側には、引き留め作業を行う際に、ワイヤーロープとの滑りを防止する、アルミナ質研磨材等の摩擦増加剤が接着することにより、巻付けグリップを完成させる。
【0016】
この摩擦増加剤の接着方法として、次のような方法を採用することができる。
【0017】
その一つは、巻付け部の内側に接着剤を塗布し、この接着剤の上に、摩擦増加剤を散布して接着するという方法である。
【0018】
また、並列に束ねた複数本の線材の外表面に付着する熱可塑性樹脂の粉体を加熱溶融する際に、螺旋状の巻付け部の内側に摩擦増加剤を散布し、複数本の線材の固定と共に、摩擦増加剤を接着するという方法を採用してもよい。
【0019】
また、並列に束ねた複数本の線材を固定する熱可塑性樹脂の粉体に、予め摩擦増加剤を混合しておき、熱可塑性樹脂の粉体と共に、摩擦増加剤を静電塗装装置により吹き付け、並列に束ねた複数本の線材の一体化と同時に、摩擦増加剤を固定してもよい。
【0020】
上記静電塗装装置としては、コロナ帯電式、摩擦帯電式のいずれの方式のものも使用することができる。
【0021】
上記熱可塑性樹脂の粉体としては、ポリエチレン、ポリプロピレン、塩化ビニルのいずれか、またはこれらの成分を含むものを使用することができる。
【発明の効果】
【0022】
この発明は、以上のように、端部に螺旋状の巻付け部を形成した並列に束ねた複数本の金属製の線材の外表面に、静電塗装装置を使用して熱可塑性樹脂の粉体を静電気的に付着させ、その後、付着した熱可塑性樹脂の粉体を加熱熔融することにより、巻付けグリップを製造するという方法である。
【0023】
この方法によると、並列に束ねた線材間に熔融した熱可塑性樹脂が浸透し、均一な膜厚で並列に束ねた線材を互いに接合することができる。
【0024】
そして、この発明の巻付けグリップの製造方法は、溶剤系の接着剤を使用しないので、環境に優しい。また、静電塗装装置を使用するので、熱可塑性樹脂の粉体を巻付けグリップに吹き付けて付着させる際に、付着しなかったオーバースプレー粉を回収して再利用することができるので、材料の無駄が少なく、環境にやさしい。
【図面の簡単な説明】
【0025】
【図1】巻付けグリップの部分拡大図である。
【図2】(a)は巻付けグリップの全体正面図、(b)は巻付けグリップの一方の巻付け部に引き留めを行うワイヤーロープを沿わせた状態の正面図、(c)は巻付けグリップの巻付け途中の状態を示す正面図、(d)は巻付けグリップの巻付け完了時の状態を示す正面図である。
【図3】従来の巻付けグリップの製造工程を示す概略図である。
【図4】この発明の巻付けグリップの製造工程を示す概略図である。
【図5】巻付けグリップに熱可塑性樹脂の粉体を付着させるこの発明の他の実施形態を示す概略図である。
【図6】巻付けグリップに熱可塑性樹脂の粉体を付着させるこの発明の他の実施形態を示す概略図である。
【発明を実施するための形態】
【0026】
以下、この発明の実施の形態を添付図面に基づいて説明する。
【0027】
巻付けグリップ1は、図1に示すように、端部に螺旋状の巻付け部2を形成した複数本の金属製の線材を並列に束ねたものである。
【0028】
巻付けグリップ1を形成する線材は、例えば、線径が1.6φ〜4.2φで、長さが4mある。
【0029】
この発明の巻付けグリップ1は、並列に束ねた線材の外表面に、静電塗装装置9を使用して熱可塑性樹脂の粉体10を静電付着させ、その後、熱可塑性樹脂の粉体10を加熱熔融することにより、並列に束ねた線材を接着一体化したものである。
【0030】
巻付けグリップ1を形成する線材は、熱可塑性樹脂の粉体10を付着させる前に、脱脂を行った後に、酸洗槽、亜鉛めっき炉を通過させる。
【0031】
図4に示す静電塗装装置9は、塗装ブース11内に、熱可塑性樹脂の粉体10を散布する静電塗装ガン12が設置され、塗装ブース11内を通過する巻付けグリップ1に対して、静電塗装ガン12から熱可塑性樹脂の粉体10を散布すると、巻付けグリップ1の外表面に静電気的に熱可塑性樹脂の粉体10が均一に付着する。
【0032】
静電塗装ガン12には、粉体タンク13から定量供給装置14を介してインジェクター15によって粉体10が供給される。静電塗装ガン12から噴射された粉体10の内、巻付けグリップ1に付着しなかったオーバースプレー粉は、塗装ブース11の底面の回収ダクト16から集塵機17に回収される。
【0033】
回収されたオーバースプレー粉は、粉体タンク13に供給され、新粉18と混合されて再利用される。
【0034】
図4の実施形態では、巻付けグリップ1は、塗装ブース11の一端から塗装ブース11内に供給され、塗装ブース11の他端から引き出されて加熱炉19に送られる。
【0035】
加熱炉19を通過中に、巻付けグリップ1の外表面に付着した熱可塑性樹脂の粉体10が加熱溶融し、熱可塑性樹脂が並列に束ねた線材間に浸透する。
【0036】
巻付けグリップ1は、例えば、200℃の加熱炉19を22分で通過するようにすると、並列に束ねた線材間に熱可塑性樹脂がゆっくりと浸透し、加熱炉19から巻付けグリップ1を取出すと、熱可塑性樹脂が固まって、並列に束ねた線材が互いに接合一体化される。
【0037】
この後、巻付けグリップ1を回転させながら搬送し、搬送路中に、巻付けグリップ1の螺旋状の巻付け部2の内側に、接着剤8と摩擦増加剤7を順次散布している。
【0038】
巻付けグリップ1の巻付け部2に摩擦増加剤7を付着する方法としては、上記のように、接着剤8を使用する方法以外に、熱可塑性樹脂の粉体10を加熱溶融する際に、螺旋状の巻付け部2の内側に摩擦増加剤7を散布し、巻付けグリップ1の線材の固定と共に、摩擦増加剤7を接着するという方法、あるいは熱可塑性樹脂の粉体10に、予め摩擦増加剤7を混合しておき、静電塗装ガン12によって、熱可塑性樹脂の粉体10と共に、摩擦増加剤7を巻付けグリップ1に吹き付け、並列に束ねた複数本の線材の一体化と同時に、摩擦増加剤7を固定するようにしてもよい。
【0039】
熱可塑性樹脂の粉体10としては、例えば、平均粒度分布が100μmのポリエチレン樹脂を使用することができる。一般的に、熱可塑性樹脂は、エポキシやポリエステル等の熱硬化性樹脂に比べて、弾性があるので、曲げ加工が容易で、落下衝撃性に強い。
【0040】
また、摩擦増加剤7としては、例えば、JIS R 6111の「人造研磨材」に規定するアルミナ#80や、カーボランダムが使用される。
【0041】
図4に示す実施形態では、塗装ブース11内を通過する巻付けグリップ1の上下に、各2本の静電塗装ガン12を設置している。
【0042】
静電塗装ガン12としては、コロナ帯電式または摩擦帯電式のものを使用することができる。
【0043】
コロナ帯電式の静電塗装ガンは、ガン先に配置されたコロナ電極からのコロナ放電により、塗装対象の被塗装物との間で電場を形成し、この電場によって熱可塑性樹脂の粉体10に電荷を帯びさせて、熱可塑性樹脂の粉体10を被塗装物に対して静電気力で付着させるものである。
【0044】
一方、摩擦帯電式の静電塗装ガンは、例えば、4フッ化エチレン等の非導電性樹脂チューブを備え、この非導電性樹脂チューブ内を、熱可塑性樹脂の粉体10を通過させることにより、熱可塑性樹脂の粉体10に、摩擦帯電によって電荷を与えるものであり、帯電量は、一般的にはコロナ帯電式のものよりも2〜4倍多い。
【0045】
このため、摩擦帯電式の静電塗装ガンは、コロナ帯電式のように電場によって被塗装物に粉体10を付着させるものではなく、粉体10自体が持っている電荷によって被塗装物に付着するため、凹部への入り込みが良好であるので、巻線グリップ1の螺旋状の巻付け部2の内側や、並列する線材間の隙間に熱可塑性樹脂の粉体10が良好に付着する。
【0046】
上記図4に示す実施形態は、塗装ブース11内を巻線グリップ1を通過させ、通過中に静電塗装ガン12によって熱可塑性樹脂の粉体10を付着させるものであるが、図5に示す実施形態は、塗装ブース11内に巻線グリップ1を収容し、巻線グリップ1に対して静電塗装ガン12を移動させるようにしたものである。
【0047】
また、図6に示す実施形態は、小型の塗装ブース11を使用し、塗装ブース11自体を巻線グリップ1に対して移動させるようにしたものである。
【符号の説明】
【0048】
1 巻付けグリップ
2 巻付け部
7 摩擦増加剤
8 接着剤
9 静電塗装装置
10 粉体
11 塗装ブース
12 静電塗装ガン
13 粉体タンク
14 定量供給装置
15 インジェクター
16 回収ダクト
17 集塵機
18 新粉
19 加熱炉
【特許請求の範囲】
【請求項1】
端部に螺旋状の巻付け部を形成した複数本の金属製の線材を並列に束ね、この束ねた複数本の線材の外表面に、熱可塑性樹脂の粉体を静電塗装装置によって静電気的に付着させ、その後、付着させた熱可塑性樹脂の粉体を加熱熔融させ、熔融した熱可塑性樹脂によって並列に束ねた複数本の線材を一体化することを特徴とする巻付けグリップの製造方法。
【請求項2】
上記巻付け部の内側に、接着剤を塗布し、この塗布した接着剤により摩擦増加材を接着する請求項1記載の巻付けグリップの製造方法。
【請求項3】
上記熱可塑性樹脂の粉体が加熱溶融された状態で、螺旋状の巻付け部の内面に摩擦増加材を塗布し、線材同士の接着と共に、摩擦増加材を接着することを特徴とする請求項1記載の巻付けグリップの製造方法。
【請求項4】
上記熱可塑性樹脂の粉体に、摩擦増加材を混合しておき、熱可塑性樹脂の粉体と共に、摩擦増加材を静電塗装装置により吹き付けて塗布することを特徴とする請求項1記載の巻付けグリップの製造方法。
【請求項5】
上記静電塗装装置が、コロナ帯電式または摩擦帯電式である請求項1〜4のいずれかに記載の巻付けグリップの製造方法。
【請求項6】
上記熱可塑性樹脂の粉体が、ポリエチレン、ポリプロピレン、塩化ビニルのいずれか、またはこれらの成分を含むものである請求項1〜5のいずれかに記載の巻付けグリップの製造方法。
【請求項1】
端部に螺旋状の巻付け部を形成した複数本の金属製の線材を並列に束ね、この束ねた複数本の線材の外表面に、熱可塑性樹脂の粉体を静電塗装装置によって静電気的に付着させ、その後、付着させた熱可塑性樹脂の粉体を加熱熔融させ、熔融した熱可塑性樹脂によって並列に束ねた複数本の線材を一体化することを特徴とする巻付けグリップの製造方法。
【請求項2】
上記巻付け部の内側に、接着剤を塗布し、この塗布した接着剤により摩擦増加材を接着する請求項1記載の巻付けグリップの製造方法。
【請求項3】
上記熱可塑性樹脂の粉体が加熱溶融された状態で、螺旋状の巻付け部の内面に摩擦増加材を塗布し、線材同士の接着と共に、摩擦増加材を接着することを特徴とする請求項1記載の巻付けグリップの製造方法。
【請求項4】
上記熱可塑性樹脂の粉体に、摩擦増加材を混合しておき、熱可塑性樹脂の粉体と共に、摩擦増加材を静電塗装装置により吹き付けて塗布することを特徴とする請求項1記載の巻付けグリップの製造方法。
【請求項5】
上記静電塗装装置が、コロナ帯電式または摩擦帯電式である請求項1〜4のいずれかに記載の巻付けグリップの製造方法。
【請求項6】
上記熱可塑性樹脂の粉体が、ポリエチレン、ポリプロピレン、塩化ビニルのいずれか、またはこれらの成分を含むものである請求項1〜5のいずれかに記載の巻付けグリップの製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2013−22504(P2013−22504A)
【公開日】平成25年2月4日(2013.2.4)
【国際特許分類】
【出願番号】特願2011−158791(P2011−158791)
【出願日】平成23年7月20日(2011.7.20)
【出願人】(000117009)旭サナック株式会社 (194)
【Fターム(参考)】
【公開日】平成25年2月4日(2013.2.4)
【国際特許分類】
【出願日】平成23年7月20日(2011.7.20)
【出願人】(000117009)旭サナック株式会社 (194)
【Fターム(参考)】
[ Back to top ]