
強化表面カバー、糸、及び方法
カーペットの形成方法、及びそれにより形成されたカーペットを提供する。本方法は、低融点繊維と高融点繊維を含むスレッドを形成する。その後、スレッドを低融点繊維を溶融させるに十分な温度以上に加熱する。スレッドをカーペット裏地にタフトし、タフテッドカーペットを形成する。その後、タフテッドカーペットに画像を捺染または染色する。低融点物含有糸の形成方法、及びそれにより形成された糸を提供する。

【発明の詳細な説明】
【発明の開示】
【0001】
関連出願の引照
本出願は、2002年12月23日に提出した共に係属中の出願10/327,724の一部継続であり、その内容全体を本明細書の一部として本願に援用する。また、本出願は、2003年9月5日に提出した米国仮出願60/500,529に基づく優先権の利益を主張し、その内容全体を、本明細書の一部として本願に援用する。
【0002】
発明の背景
本発明は、改良または強化された、カーペット等の表面カバーの製造方法、及びこれにより製造されたカーペットに関する。より具体的には、本発明は、繊維と、他の繊維よりも低い融点の少なくとも1つの繊維との組み合わせを含むカーペットの形成方法、及び本カーペットを捺染または染色する方法に関する。また、本発明は、ウール繊維と、熱活性化されて、少なくとも部分的にウール繊維を互いに融着させ、それにより捺染適性を高め、且つ使用中のウールの抜け落ちを減じるような融点を有する少なくとも1つの低融点ポリマー繊維成分との組み合わせを含むパイル糸を含有するカーペットおよび関連する形成方法に関する。
【0003】
当該技術分野において、カーペットの製造のための複合糸を形成するために種々の糸を組み合わせることが知られている。このような教示の例は、Foreroへ発行された米国特許第5,336,562号を含み、この中で、ポリエチレンフィラメントとポリプロピレンフィラメントが「平行にされた」配向で組み合されている。平行な繊維は、続いて、ポリエチレンフィラメントを溶融させるために120℃を超える温度にまで加熱される。これらのような糸は、カーペットに組み込む前に染色される。カーペットの形成、織りまたはタフト前に染色することは、非常に好ましくなく、これは在庫品がそれぞれの繊維の色を維持される必要があるためである。さらに、カーペットを注文に応じて製造する能力、デザイン及び模様の選択が非常に妨げられる。
【0004】
無色の形態、または一般的な色のいずれかでカーペットを製造するために、他の糸が用いられてきた。カーペットは、注文に応じて、捺染または染色により模様または色を上塗りされる。この方法は在庫品として保たれる必要がある製品点数を非常に減少させ、それにより製造コストを減少させる。モザイク形式(pixelated fashion)でのカーペットの液流染色の優れた形態が、サウスカロライナ、スパータンバーグのMilliken&Company社製のMillitron(登録商標)液流染色機を用いることにより得られる。カーペットを捺染する技法は既知であり、米国特許第3,894,413号、第5,142,481号、及び第6,120,560号において例証され、これを本明細書の一部として本願に援用する。これらの方法は製造効率を大いに高めたが、模様の解像度は限られており、これは1つにはカーペットのスエード化による。カーペット繊維はたわみ、または覆い被さる傾向を有する。パイルまたは糸が全て同方向に向きを合わせられない場合、1部分は周囲の部分と比べて異なる色合いであるように見え得る。これは完成したカーペットによくあることであるが、カーペットがスエード化する能力と、パイルが垂直方向以外に配向され得る能力は、カーペット上に捺染または染色され得る全ての画像の解像度を大いに減じる。例えば、2つの部分が異なってスエード化される場合、染料は繊維のタフトヘッド、または先端においてではなく、スエード化した繊維の側部に部分的に塗布され得る。従って、1つにはカーペットのスエード化する能力、パイル位置、パイル配向等により、捺染工程の限界解像度が決定される。
【0005】
スエード化をカーペット繊維の脆性を増加させることにより避ける、または軽減することができる。これは、当該技術分野における要望とは正反対のものであり、何故なら、より脆いカーペットは、カーペットに典型的に望まれる快適さの要素に関して欠けるものであると考えられるためである。例えば、より硬い、またはより脆いカーペットを柔らかに、またはプラッシュとして見ることができない。
【0006】
当該技術分野におけるさらに他の問題は、カーペット繊維が染料を吸収することが一様でないことである。この欠陥を避けるための1つのアプローチは、より速やかに染料を吸収するより一層柔らかな繊維を用いることである。より柔らかな繊維は、スエード化するより高い傾向を有し、よって、解像度はやはり限られる。
【0007】
カーペット製造において直面してきたさらに他の問題は、パイル糸が高い割合のウールを含む場合の、カーペット繊維の抜け落ち(shedding)であった。ウールは柔らかであり、プラッシュ様の上等なパイルを提供する一方で、パイル糸中の繊維が、使用中に糸から抜け落ちやすいということが常である。これは、カーペットの表面に渡って、抜け落ちたウール繊維の大量の望ましくない蓄積を生じ、これをしばしば真空掃除機をかけることにより取り除く必要がある。また、このような抜け落ちは、パイルのわずかずつの劣化を招き、よって全パイル密度が減少する。
【0008】
快適さに結びつく特徴を有したままで、カーペットを高度な鮮明度、または高解像度で捺染または染色することができるという、カーペット、及びカーペット製造方法についての当該技術分野における長期に渡る切実な要求が在する。
【0009】
発明の簡潔な概要
高解像度の捺染または染色をすることができ、且つ摩耗後にも高解像度を保つカーペット、及びカーペットの製造方法を提供することが、本発明の少なくとも1つの態様の目的である。
【0010】
優れた摩耗性、及び耐久性の高解像度の画像を有するカーペット、及びカーペットの製造方法を提供することが、本発明の少なくとも1つの態様の他の目的である。
【0011】
高いウール含有量のパイル糸の使用を可能にし、同時に抜け落ち(shedding)の発生を減じるカーペット、及びカーペットの製造方法を提供することが、本発明の少なくとも1つの態様の他の目的である。
【0012】
本発明の少なくとも1つの態様の1つの特別な特徴は、在庫品を減じる能力と同時に、注文に応じて選択される模様を有し、その模様が耐久性であり、且つ摩耗後にも高解像度を保つ高解像度の模様であるカーペットを提供することがさらにできることである。
【0013】
これらの利点および他の利点が、カーペットを形成するために選択した方法、及びそれにより形成されたカーペットにおいて提供される。第1の方法は、低融点の繊維若しくはフィラメントと、高融点の繊維若しくはフィラメントを含有するスレッドまたは糸を形成することを含む。その後、スレッドを、低融点繊維を溶融させるに十分な温度以上に加熱(ヒートセット)する。スレッドをカーペット裏地にタフトし、タフテッドカーペットを形成する。その後、タフテッドカーペットに画像を捺染または染色する。
【0014】
捺染または染色されたカーペットを形成する方法の他の態様によれば、方法は、少なくとも1つの低融点繊維と、少なくとも1つの高融点繊維を含む混合繊維を形成する工程を包含する。スレッドまたは糸を混合繊維で形成する。スレッドを、低融点繊維を溶融させるに十分な温度以上に加熱する。スレッドをカーペット裏地にタフトし、タフテッドカーペットを形成する。その後、画像をタフテッドカーペット上に捺染または染色する。
【0015】
捺染されたカーペットの形成方法、及びこれにより形成されたカーペットのさらに他の態様において、方法は、少なくとも1つの高融点繊維からスレッドまたは糸を形成する工程を包含する。このスレッドを、合糸または巻繊工程に通し、ここで少なくとも1つの低融点繊維をスレッド中に含める。混合スレッドは、低融点繊維を溶融させるに十分な温度以上に加熱される。加熱されたスレッドをカーペット裏地にタフトし、タフテッドカーペットを形成する。その後、画像をタフテッドカーペット上に捺染または染色する。
【0016】
捺染されたカーペットの形成方法、及びこれにより形成されたカーペットのさらに他の態様において、方法は、高融点繊維からスレッドを形成し、このスレッドを、スレッド中に低融点繊維を含めるところのリング精紡に通す工程を包含する。続いて、スレッドを、低融点繊維を溶融させるに十分な温度以上に加熱する。スレッドをカーペット裏地にタフトし、タフテッドカーペットを形成する。その後、画像または模様をタフテッドカーペット上に捺染する。
【0017】
さらに他の方法は、低融点繊維またはフィラメント成分とともにウールを含む糸を形成することを包含する。ついで、糸を、低融点繊維がウール繊維の少なくとも一部の間にある程度の溶融結合を提供するように低融点繊維を溶融させるに十分な温度以上に加熱(ヒートセット)する。糸をカーペット裏地にタフトし、タフテッドカーペットを形成する。その後、タフテッドカーペットに画像を染色または捺染する。
【0018】
他の態様において、方法は、ウール繊維からスレッドまたは糸を形成する工程を包含する。このスレッドを、スレッドまたは糸中に少なくとも1つの低融点繊維を含めるところの合糸または巻繊工程に通し、熱溶融性糸構造を形成する。熱溶融性糸構造を、低融点繊維を溶融させ、ウール繊維の少なくとも一部分を互いに融着させるに十分な温度以上に加熱する。融着した糸構造をカーペット裏地にタフトし、タフテッドカーペットを形成する。その後、タフテッドカーペットを染色または捺染する。
【0019】
さらに他の態様において、方法は、ウール繊維からスレッドまたは糸を形成し、このスレッドを、スレッドまたは糸中に低融点繊維を含めるところのリング精紡に通し、熱溶融性糸構造を形成する工程を包含する。続いて、熱溶融性糸構造を、低融点繊維を溶融させ、ウール繊維の少なくとも一部分を互いに融着させるに十分な温度以上に加熱する。融着された糸構造をカーペット裏地にタフトし、タフテッドカーペットを形成する。その後、タフテッドカーペットを染色または捺染する。
【0020】
本発明によれば、糸製造工程中に、「低融点」ポリエステル、またはナイロン繊維またはフィラメント(Solutiaにより製造されたもの等)を添加すると、ヒートセット工程後に、高められた繊維の凝集、及びカーペット基布に取り付けられ、液流染色機により染色された際に、改善された先端の鮮明度と光学的な色の均一性を有する糸を生じる。低融点ステープル及びフィラメントが首尾よくいくが、低融点フィラメントが好ましい。
【0021】
長期の摩耗試験後でさえも、本発明のカーペットは、「スエード化」の徴候を殆ど示さないことが意図される。「スエード化」とは、経時的に糸束が弱められ、且つたわめられ始めた結果、先端でない糸の表面における摩耗をもたらし、摩耗された/引張られた/裂けた繊維を生じさせる典型的なカーペットにおける現象である。これら裂けた繊維は、手または掃除機をカーペット上を走らせた際に、他の色合いへと変化する(従って「スエード化」という語になる)ぼけた外観をカーペットに与える。本発明はこの問題を減じる。
【0022】
加えて、本発明のカーペットは、低融点成分による融着結合のために、ウール繊維成分の繊維の減少した抜け落ちにより特徴づけられることが企図される。繊維の抜け落ちの減少は、さらに経時的な繊維の損失を減じ、総合的な寿命を高める。
【0023】
加えて、本発明の糸は、染色工程中に糸がカーペット中でより直立しているという性質のために、あらゆる液流染色操作を高め、従って、カーペット表面上の正確な場所に流される染料が、その場所に、意図した量で塗布されやすい。
【0024】
本発明の他の目的は、カーペットの染色適性、経時的なカーペットの外観、色及び模様付けのディテールの双方、及び糸束自体の寿命を高めるということである。
【0025】
少なくとも1つの態様において、本発明は1以上の以下の利点を提供する。
【0026】
1)カーペットの有効寿命、消費者への利益、及び環境強化(より少ないごみ、より少ないリサイクル)を拡張する。
2)製品サイクルの初期に加えることにより、染色のために繊維束を垂直に立てるための染色前の複雑なローラー、及びスチーム等の必要を省く。
3)Millitron(登録商標)液流染色機等の有標の染色工程と組み合わせた際に、染色模様をより非常に精細にできる。
4)「スエード化」問題に取り組み、カーペットに元の外観を戻すため、裂けた繊維または抜け落ちた繊維を除去するためのカーペットの後の装置によるシャリングの必要性を省く。
5)抜け落ちに取り組み、これにより摩耗の度合い、及び必要とされる掃除機をかける回数を減じる。
【0027】
少なくとも1つの態様によれば、本発明は、複数のヤーンプライ同士をねじって固定することができ、スパンカーペットのスエード化を減じ、現存の装置及び方法において糸に挿入繊維を加えることができる。
【0028】
発明の詳細な説明
本発明によれば、製造効率、及び耐久性の画像がカーペット上に捺染または染色される解像度を非常に高めるカーペットの製造方法を見出した。
【0029】
少なくとも1つの好ましい態様によれば、本発明は、モザイク形式(pixelated form)に捺染または染色された複合繊維、スレッドまたは糸を含むカーペットに関する。複合繊維、スレッドまたは糸は、低融点繊維と少なくとも1つの高融点繊維を含む。
【0030】
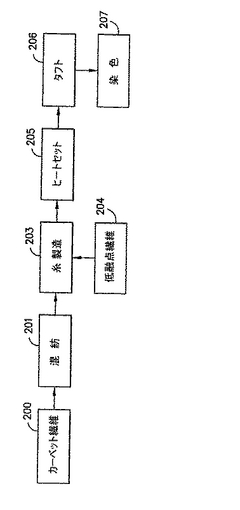
タフテッドカーペットを製造する典型的な方法を、図1A及び図1Bを参照して記載する。図1Aに関して、始めに、ナイロン、ウールまたはウール混合物のような第1のカーペット繊維を、使用のために、200において、当該分野において知られるように調製する。第1のカーペット繊維は、好ましくは、標準または高融点ナイロン、ウール、または高融点ナイロンとウールの混合物である。ナイロン(ポリアミド、ナイロン6、またはナイロン6,6)、ウール、ナイロン−ウール混合物が好ましいが、任意の天然若しくは合成の繊維、フィラメント、または混合物を用いることができることが企図されている。例としてのみであるが、比較的高いウール含有量を含む1つの企図された混合物は、約75%のウールと混合された約25%の高融点ナイロンを含有する。他の企図された第1のカーペット繊維混合物は、約80%のナイロン、及び約20%のウールを含有する。当然ながら、100%の高融点ナイロンから100%のウールに渡る、高融点ナイロン及びウールのより高いパーセントと、より低いパーセントでの混合物を、同様に、第1の繊維において用いることができる。第1の繊維は、必要に応じて、201において補助剤または添加剤と混合される。図1Aに示される1つの態様において、低融点繊維202が、混合物として、201において第1の繊維に混合される。その後、混合された繊維を、203において、スレッドまたは糸に加工する。あるいは、好ましい態様において、低融点繊維204を、図1Bの203に示されるように、糸形成の間にスレッドまたは糸に混合する。
【0031】
図1A及び図1Bに関して、高融点ポリマー繊維成分、及び/またはウール繊維成分、並びに少なくとも1つの第2の低融点繊維成分を含む合わせ糸を、ヒートセットする。ヒートセット温度は、低融点繊維を溶融させるに十分に高いものであるが、ウールに損傷を与えてしまうに十分なほど高くはなく、またはいかなる高融点ポリマー繊維を溶融してしまうに十分なほど高くはないものから選択される。本発明の目的のために、好ましい低融点繊維は、約160℃未満の融点を有し、好ましい高融点繊維は、約160℃以上の融点を有する。
【0032】
次に、ヒートセットされた糸またはスレッドを、206に示されるように、カーペット裏地にタフトする。その後、タフテッドカーペットを、本明細書中でより詳細に記載するモザイク捺染(pixelated printing)システムにより、捺染または染色する。
【0033】
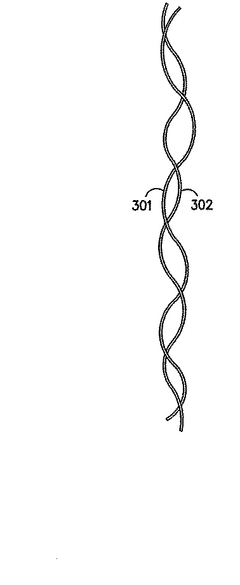
少なくとも1つの高融点若しくは標準融点繊維と少なくとも1つの低融点繊維を含む糸のヒートセットまたは熱溶融は、繊維またはフィラメント間に結着点を生成することが理論上想定される。結果、特に、先端または糸頭でより広がらず、例えば、カーペットにおいてより高い密度で用いられ得るスレッドまたは糸が生じる。ヒートセット前のスレッドの模式的な図を図2Aに、及びヒートセット後のものを図2Bに与える。高融点繊維及び低融点繊維である301及び302は、ヒートセット前に独立して混合されるが、ヒートセット後に、おそらく結着点303で互いに結着されることが観察される。低融点繊維は、少なくとも部分的に溶融し、高融点繊維に接着することが理論上想定される。冷却しても、接着結合は残存する。
【0034】
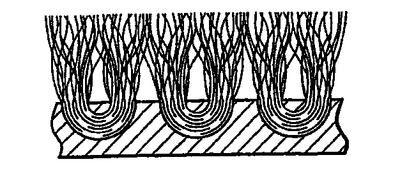
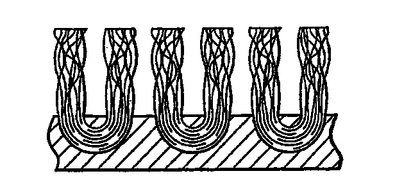
1以上の低融点繊維、並びに1以上の高融点繊維及び/若しくはウールを含むスレッドをヒートセットすることの利点を、図3A〜Dに模式的に示す。図3Aは、低融点繊維を含まない従来の糸でタフトされたタフテッドカーペットの横断面での切断を示す側面図であり、一方、図3Bは、低融点繊維を含む糸を含有する本発明のタフテッドカーペットを示す同様の図である。図3Cは、図3Aの糸の上面図であり、図3Dは、図3Bの糸の上面図である。見てとれるように、低融点繊維が、ウール、ウール混合物、若しくは高融点繊維に含まれ、続いてヒートセットされる場合に、糸、または糸頭の上面はより緻密である。言い換えれば、糸束が、より密着し、より目が詰み、及びより直立している。より緻密な面は、細かいタフトと捺染模様を可能にする。図3Cに示されるような広がった上面は、隣接したスレッドまたは糸の繊維を含み、これは混ざり合わされる。高解像度の柄がそこに捺染または染色された場合、隣接する糸の個々の繊維は並進移動し得、それにより高解像度の画像が広がる。この理由のために、カーペットに捺染または染色され得るものの解像度は、以前は限られたものであった。
【0035】
また、摩耗後、図3A及び図3Cの従来のタフテッドカーペットは、さらにより毛羽立ち、散らばり、摩り減り得、同様にさらに低い解像度を有し得る。対照的に、図3B及び図3Dの新規捺染または染色されたカーペットの融着または結合された糸は、より損なわれず、直立し、目の詰んだままであり得、摩耗後、または使用後にも、同様により良い解像度を有する。従って、本発明のカーペットは、捺染または染色において、より良い色、画像、柄、または模様を有するのみでなく、さらに従来のカーペットと比較して、摩耗後または使用後にもより良い外観を有する。
【0036】
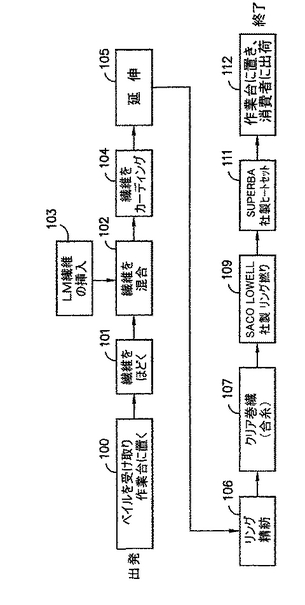
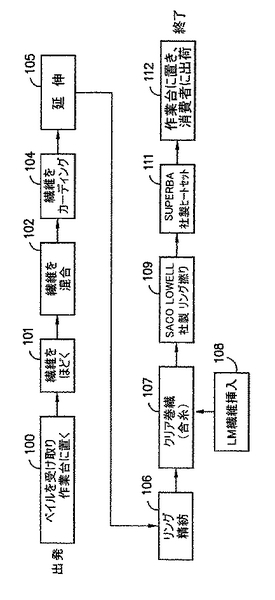
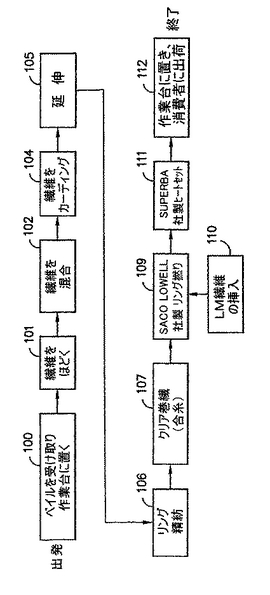
本発明の繊維、スレッド、または糸を調製する典型的な方法を、図4〜6を参照してより詳細に記載する。図4〜6において、典型的に、標準または高融点ナイロン6、ナイロン6,6、及び/またはウール等の第1の繊維を、当該技術分野において一般に行われているように、100において、ベイルで供給する。その後、当該技術分野において知られているように、繊維を101においてオープナー中を通過させる。繊維は、任意に、当該分野において知られているように、102において添加剤及び補助剤と混合される。本発明の1つの態様において、1以上の低融点繊維103が、図4の102に示されるが、混紡工程中で第1の繊維に混合される。混紡後、繊維またはフィラメントは、104においてカーディング工程へと通される。カーディング工程において、無配向の、絡み合った混合繊維は、短く尖ったローラー装置に入り、ここでローラーの長手方向のスピードの差異のために、繊維は段階的に配向され、且つ長手方向にほぐされる。この工程は、繊維を相対的に平行にし、且つ繊維を長手方向に規則正しく配置する。カーディング後、繊維は105における延伸工程へと入り、ここで繊維は伸ばされまたは延伸される。延伸は、典型的に、当該技術分野において、開始延伸、中間延伸、及び仕上げ延伸と一般的に呼ばれる3工程にて行われる。その後、伸ばされた繊維は、当該技術分野において知られるように、106におけるリング精紡工程へと入る。
【0037】
精紡後、繊維は、当該技術分野において知られているように、107において合糸されるか、巻かれる。本発明の1つの態様において、1以上の低融点繊維(LM)108が、図5の107に示されるような合糸工程において、伸張マルチフィラメント等の伸張した繊維形態の第1の繊維成分に混合される。
【0038】
合糸された繊維のストランドは、109においてリング撚り工程で合わせられる。典型的なリング撚り工程は、Saco Lowell社製のROVAMATICが商業的に利用できる。1つの態様において、1以上の低融点繊維(LM)110が、図6の109において示したリング撚り工程中で、伸張マルチフィラメント等の伸張した繊維形態の第1の繊維成分に混合される。
【0039】
得られた繊維を、111において、低融点繊維を溶融させるに十分に高く、しかし、ウール、高融点、または標準融点繊維成分を溶融させるに十分なほど高くはない温度に加熱する。約60℃〜約160℃の溶融温度が好ましい。特に好ましい態様において、繊維は、約120℃未満の温度にまで加熱される。低融点繊維は、好ましくは、ポリアミドであるが、ポリエステル、及び他の熱可塑性材料を同様に用いることができる。好ましい低融点ポリアミドは、低融点ナイロン6または低融点ナイロン6,6である。1つの特に好ましい低融点挿入繊維は、断面当たり約17繊維を有し、且つ約115℃の融点を有する円形形状を持つフィラメント当たり約4.1デニール(dpf)を有する、Solutiaから販売されている70デニールマルチフィラメント低融点ナイロンである。
【0040】
糸中の好ましい標準または高融点繊維(すなわち、溶融しない繊維)は、好ましくは、標準ナイロン、高融点ナイロン、ウールまたは標準及び/若しくは高融点ナイロン並びに/またはウールの混合物である。本発明のカーペット糸は、好ましくは、ナイロン、ウール、ポリエステル、ポリプロピレン及びこれらの混合物から成る群から選択される紡績繊維を含む。番手の範囲は、好ましくは、1経糸につき約0.5〜約8.0である。最も好ましくは、番手は約3である。糸は、好ましくは、約1〜約10のインチ当たりの撚り(TPI)を有する。
【0041】
可能性のある望ましい実施によれば、糸は、プライに混合された低融点ナイロンフィラメントを含む2プライである。個々のプライは、好ましくは、100%の標準融点ナイロン、または高融点ナイロンである。従って、この実施によれば、糸は実質的に、完全にポリアミドで形成される。1例として、意図される実施に従って、各プライは、S方向へのインチ当たり5.0撚りを伴うシングル番手(single yarn number)、または約3.10の番手を特徴とする。諸撚糸は、好ましくは、Z方向へのインチ当たり4.5撚りを伴う約2.9の番手を有する2プライ構成(2プライ+挿入物)である。フィラメント当たりのデニール(dpf)範囲が、約8〜約28dpfであることが好ましく、約19dpfが最も好ましい。糸は、1〜4プライであり得る。
【0042】
高いウール含有量では、糸は、好ましくは、低融点ポリアミドまたは他の溶融材料の伸長した挿入物で巻かれた2以上シングルプライから形成されるマルチプライの糸である。25%ウールと75%ナイロンの第1の繊維混合物を用いる1つの可能性のある望ましい構成において、シングルプライは、インチ当たり約4.5撚りでの「S」撚りを伴う約2.20の番手を特徴とする。仕上がり糸(シングルプライ+挿入物)は、インチ当たり約5.75撚りでの「Z」撚りを伴う約1.90の番手を特徴とする。ウールは、好ましくは、約25〜40ミクロンである。1〜4プライが使用され得ることを意図する。
【0043】
低融点材料は、好ましくは、仕上がり糸の10%未満、より好ましくは5%未満を構成する。可能性のある好ましい実施によれば、低融点材料は、仕上がり糸の約1パーセントを構成する。
【0044】
図4〜6に関して、ヒートセットに続いて、112に示すが、荷造りされ顧客に出荷されるか、直接カーペット裏地にタフトされ、タフテッド表面、カーペット、広幅じゅうたん、細長いじゅうたん、エリアラグ、カーペットタイル等のタフテッドカーペット、またはタフテッドカーペット製品を形成する。カーペットタイルは、米国特許第4,522,857、6,203,881、及び6,468,623に記載されており、本明細書の一部として本願に援用する。本発明の糸を、タフテッドカーペット、または不織カーペットにおいて用いることができる。カーペットは、カットパイル、ループパイル、またはカット及びループパイルであり得る。捺染または染色される、特に直接型液流染色機若しくは間接型液流染色機により液流染色されるタフテッドカットパイルカーペットにおいて用いられることが好ましい。
【0045】
上述したように低融点成分を有する撚りナイロン糸を用いる1つの意図される実施において、糸は、平方ヤード当たり約43.07オンスの量で、織ポリプロピレン一次裏地を通してタフトされ、平方ヤード当たり約40.33オンスへと先端剪断により仕上げられる。上述したように低融点成分を有する撚りナイロン糸を用いる他の意図される実施によれば、糸は、平方ヤード当たり約32.68オンスの量で織ポリプロピレン一次裏地を通してタフトされ、平方ヤード当たり約30.33オンスへと先端剪断により仕上げられる。
【0046】
上述したように、25%ウールと75%ナイロンの第1の繊維混合物を有する高いウール含有量の糸と低融点挿入物を用いる1つの意図される実施において、カーペットは、当業者によく知られているように、糸が不織一次裏地を通してタフトされるタフテッドカーペットである。糸は、平方ヤード当たり約35〜45オンスで、生糸状態でタフトされ、仕上げられる。タフトに続いて、糸は、好ましくは、材料の1/64インチを取り去るように先端剪断され、続く染色及び/または捺染のために均一の表面を提供する。1例としてのみであるが、1つの可能性のある望ましい製品において、上述したような低融点挿入物を有する25%ウール、75%ナイロン糸が、平方ヤード当たり約39.98オンスで不織ポリプロピレン一次裏地を通してタフトされ、平方ヤード当たり約40.42オンスへと仕上げられる(裏地はわずかに縮む)。他の可能性のある望ましい製品において、上述したような低融点挿入物を有する25%ウール、75%ナイロン糸が、平方ヤード当たり約38.55オンスで織ポリプロピレン一次裏地を通してタフトされ、平方ヤード当たり約35.88オンスへと仕上げられる。
【0047】
糸の製造、及び糸からのカーペットの製造は、当該技術分野においてよく知られており、何十年もの間広く行われているので、本明細書におけるさらなる詳細及びさらなる記載は必要ではない。
【0048】
本発明は、さらに、カーペット上に色、柄、模様、画像、文字等のモザイク捺染または染色を含むカーペットを形成するための方法に関する。
【0049】
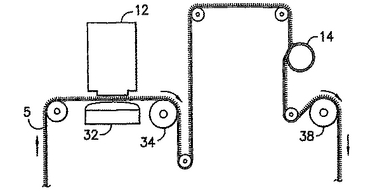
米国特許第6120,560号と図7の図に関して、本発明の糸、またはカーペットの捺染または染色の1つの例示的な態様において用いられるプロセス段階、順序、装置の1つの模式的な描写を記載し、示す。まず、図8及び9における5である、模様付けされるテキスタイル支持体を、10に示される事前スチーマに供し、これは、工程12における均一色染色の準備として、支持体における糸をかさばらせるのに役立つ。12に示される均一色染色工程は、装置が単一工程でテキスタイル支持体に染料を均一に塗布、及び固着することができるのであれば、種々の市販の装置を用いて行われ得る。これを行う1つの方法は、さらなるエネルギーの供給、例えば続くスチーム工程からのエネルギーの供給無しに、支持体に加熱染料を固着させるように、染料を加熱し、均一に支持体に加熱染料を塗布することによる。例えば、染料は、支持体の表面のすぐ近く、または表面に接触するように効果的に配置された一連の個々のノズル、またはアプリケーターにより塗布され得る。さらに、ノズル、またはアプリケーターは、支持体をノズル若しくはアプリケーターに通すまたは接触させる囲壁に取り囲まれ得る。同時に、囲壁は、加熱染料に保因される熱エネルギーの散逸を防ぐのに役立つ。結果として、支持体と接触すると、さらなるエネルギーの供給無しに、接触後ほぼ即時に(実際には数秒以内)固着されるくらい染料は十分に温度が高い。
【0050】
容易に商業的に入手できる1つのこのような集成装置を、図8に模式的に示す。ここでは、支持体ウェブ5は、均一色染色機12と、空気圧作動圧力受若しくはベロー32の間を通過する。この集成装置は、支持体を、ベロー32の正反対に位置する染色機12の染料アプリケーター開口部に接触させ、及び塗布された加熱染料を支持体と接触した際に固着させる。
【0051】
同様に加熱染料を用いる他の均一色染色集成装置は、Chappellへの米国特許第4,790,043に詳細に記載されており、この記載を本明細書の一部として本願に援用する。染料の固着を達成するまたは高めるために加熱染料を用いるような他の手段または技法は、適切な状況下で条件を満たし得ると確信される。
【0052】
均一色染色工程中に選択される色が比較的明るめであり、比較的中間色である場合に、続く模様付けのために最も効果的であることが見出された。従って、灰色またはベージュの色合い、特に後者が好ましいが、模様付け工程において用いられる色の色調範囲、及び所望される全体の模様付けの印象いかんによって、他の色及び色合いも好ましいものであり得る。
【0053】
図7及び8は均一色染色工程を示すが、本工程は除かれ若しくは省かれ得るか、または糸が染色若しくは溶液染色、ベック染色(Beck dyed)等された糸であり得ると解すべきである。同様に、白色またはオフホワイト色糸(天然ナイロン、または晒しウール等)は、湿潤処理16または模様付け装置20に直進し得、均一色染色または真空処理を省き得る。
【0054】
均一色染色工程(もしあるならば)における支持体への染料の均一な塗布及び固着に続いて、支持体は、次に、染色工程から生じた水及び凝縮等の過剰な水分を除去するために、真空スロットまたは他の手段14を通過する。本工程に続いて、高度に局所的な、不連続の室温の液体染料の流れ、または雫を用いて支持体に模様をつける際に、深い色の浸透と明瞭な模様を得るに有用である界面活性剤及び他の化学薬品の塗布16をすることにより、支持体を模様染色工程20のために調製する。16における化学薬品の正確な混合比は、支持体の性質、用いる模様付けデバイスの性質及び操作条件、染料の性質及び粘度、及び他の要因を含む複数の要因に依存し得る。16に示すこれらの化学薬品を塗布する方法は、含浸量の度合いが十分であり、且つ前もって染色された表面が不利に影響されることがなければ、1に決定されるものではない。本工程の結果次第で、さらなる任意の真空処理工程18等が、模様付けの前に支持体から過剰な水分を除去するために用いられ得る。
【0055】
工程16及び/または18に続いて、支持体は、図9に示すような染料ジェット式模様付けデバイス20に導入される。支持体5は、ロール52を通過し、一連の染料アプリケーター配列54の前に支持体を運ぶコンベア装置に乗る。各配列は、別個の染料供給システムから染料を供給され、好ましくは、異なる色の染料を塗布する。従って、示した8つの配列は、8プロセスのカラーパレットの使用を提供し得る。しかしながら、8を大きく超える色が、種々の色混合及び配合技法によって、支持体上に生じ得ることを念頭におくべきである。模様付けデバイスの詳細が重要とは考えられない。通常、模様付けデバイス20を通過する支持体と、模様付けデバイス20において支持体に塗布される染料の双方は、本質的に室温である。支持体の模様付けが完了し、且つ支持体が模様付けデバイス20を離れるに至るまで、全ての模様付け染料を完全に、または部分的に固着させるために、染色工程中に熱エネルギーまたは他の種のエネルギーを導入する試みはなされない。
【0056】
模様付けデバイス20は、図9に示す広幅じゅうたん模様付けデバイス、または本明細書の一部として本願に援用する米国特許第3,894,413号に示されるカーペットタイル模様付けデバイスであり得る。米国特許第3,894,413は、供給台、ジェット式アプリケーター、スチームチャンバ、水洗機、熱風乾燥機、及び収集台を含む液流染色装置を示す。従って、カーペットは、幅広じゅうたん形状、タイル形状、エリアラグ形状、細長いじゅうたん形状等で染色され得る。さらに、カーペットは、好ましくは、幅広じゅうたん形状で染色され得、その後タイル、ラグ、細長いじゅうたん、エリアラグ等に裁断され得る。
【0057】
この模様付け操作に続いて、さらに、支持体はスチーマ−22に送られ、ここで模様付け工程中に塗布された染料が固着され、その後、洗浄機24に送られ、ここで16において塗布されたような過剰の染色用化学物質を除去することができ、及び最終的に、乾燥機26に送られ、ここで支持体は乾燥され得る(図7を参照)。22、24、及び26のこれらのデバイスの全ては、任意の適切な設計のものであり得る。
【0058】
模様付けが完了するまで模様付け染料の固着を後回しにすると、染料が支持体上に沈着された後に異なる染料を混合し、配合することができるために、非常に豊かで且つ幅広く多様性のカラー効果を生み出す機会が得られることが見出された。例えば、1つのアプリケーター配列からの未固着の染料を運ぶ支持体上の範囲が、他のアプリケーター配列からの異なる有色染料のターゲットとなり得、それにより、2つの異なる未固着の染料のインサイチュ(in situ)配合が提供される。同様に、異なる有色染料のターゲットは、予め染色された範囲の端近くから選択され得、それにより、2つの未固着の染色範囲間の境界に主に沿ったインサイチュ染料拡散が提供される。
【0059】
最初の均一色が明るめで、中間色のものであるために、固着された、審美的に満足の行く背景を提供するに非常によく適しており、この背景に対する、単独の、及び配合された組み合わせでの模様付け染料の効果が示され得、支持体への種々の模様付け染料のインサイチュ混合に対して、物理的以外に、視覚的及び審美的に寄与するようにもみえる。
【0060】
ウール及び/または1以上の標準若しくは高融点繊維成分と組み合わせて1以上の低融点繊維を含む糸が、モザイク捺染工程において画像様態に染色された場合に、カーペット製造方法において特に利点を提供する。とりわけ、図3B及び3Dに関して記載した通り、糸頭の密度が、糸内の繊維の拡散、または広がりを大きく低下させる。結果として、個々の糸頭を、隣接する糸頭と独立して染色することができる。さらに、糸頭は、各糸頭に染料の複数の画素を受け取らせるように十分に分散している。模様付けされた画像の効果的な画像解像度は、従来技術の糸により得られるものと比べて非常により高い。従来技術の糸頭は、混ざり合う傾向がある。混ざり合った結果として、染料の1の画素が個々の染料頭と、近傍の糸頭からの繊維に受け取られる。糸頭の繊維は動くために、模様は拡散するようになり、それにより全ての細かい捺染を不明瞭にする。結果として、カーペット製造業者は、既に拡散しており、さらに拡散された際に審美的な不満足感を与えることのない模様に制限されてきた。
【0061】
カーペット製造業者は、従来は、模様付けされたカーペットを生成するために、2つの相対的に意にかなわない方法に制限されてきた。糸を予め染色し、模様状にタフトするか、タフト後にMillitron(登録商標)液流染色機によりモザイク様式に染色されるように、糸は捺染されるか、染色される。予め染色された糸を用いる場合、各染色された糸の十分な在庫を維持することが望まれるために、製造コストが上昇する。同様に、画像解像度は、糸頭間で繊維が混ざり合うために、まとまった糸頭と比べてより低い。タフト後に糸を染色すると、解像度は繊維の混ざり合いのために制限される。隣接する糸頭の繊維が染色され、またはこれらは染色後に画像を拡散するように混ざり合う。これら以前の状態の双方を、本発明の低融点物含有糸の使用により改善することができる。
【0062】
染色または捺染された画像は、当該技術分野においてよく知られている通り、摩耗の影響を受けやすい。拡散した際に審美的に満足のいくようにデザインされた画像の場合には、これはあまり重要なものではない。より高解像度の模様の場合には、摩耗は決定的に重要である。摩耗により高解像度の画像が拡散すると、解像度が損なわれ、従って、利点が弱められる。よって、摩耗の不利な効果のために、通常、高解像度の画像を避けるか、細かい画素を有する画像を避けることが予想される。本発明に従って製造されたカーペットが、画像保持能力に関して耐摩耗性を示し、これは以下の例に示すように従来の製品よりも優れていることは驚くべき結果である。
【0063】
例1
対照カーペット(C1)を100%ナイロン繊維を含むものとして調製した。カーペットは、約3.1の番手、インチ当たり4.5〜5.0撚り、及び約19dpfから成った。
【0064】
本発明のカーペット(I1)を、低融点繊維挿入物の取り込みを除いては、対照(C1)と同じ方法にて調製した。低融点繊維を合糸工程中にて挿入した。巻き枠においてPLCと結ばれた動作検出器を、低融点繊維の動きの欠如を検知するたびに、スピンドルの合糸を停止するために組み込んだ。
【0065】
対照カーペット(C1)と本発明のカーペット(I1)を視覚的に試験し、表1に示すサイクル数で6脚ドラムテスター(Hexapod Drum Tester)(ASTM D−5252)または6脚タンブラー(Hexapod Tumbler)(ISO/TR 10361)を用いて試験した。それぞれの試験品を2000サイクル毎に移動させ、掃除機をかけることにより回復させた。エレクトロラッカス(electrolux)直立型真空掃除機(Discovery II)を用いて、試験品の長さに沿って4回前後に動かした。サンプルを日光に相当する垂直照明(1500ルクス)を用いて評価した。サンプルを、全方向から判断して、45度の角度で、1.5メートルの距離から観察した。評価は、以下の評価指標を有するCRI TM−101写真基準に基づいた。すなわち、5=無視できる、または変化無し、4=わずかな変化、3=中程度の変化、2=かなりの変化、1=激しい変化であった。また、サンプルを試験の前後で、パイルの高さ維持値を得るために、パイルの高さについて測定した。
【表1】
【0066】
試験品を12,000サイクル後に視覚的に検査した。本発明のサンプル(I1)はハプスブルグ様式(Hapsburg Pattern)で視覚化されたより鮮明な画像を有した。線の端は本発明のサンプルにおいては非常に明らかである一方で、対象サンプルにおいては、線の端は拡散した。糸頭タフトは本発明のサンプルにおいては明瞭に目でみることができる一方で、対照サンプルのこれらは容易に目で見ることができなかった。彩度及びコントラストは、本発明のサンプルにおいては保たれた。対照サンプル(C1)の彩度及びコントラストは、試験前及び後の双方で、本発明のサンプル(I1)よりも低いものであった。試験サンプルと未試験サンプルとの視覚的な比較は、彩度及びコントラストが未試験の(摩耗せず)対照と比較して、試験された対照において激減したことを示した。彩度及びコントラストは、未試験(摩耗せず)の本発明のサンプルと比較して、試験された本発明のサンプルにおいて最小限の減少に留まった。
【0067】
例2
対照サンプル(C2)と本発明のサンプル(I2)を調製し、例1に記載した通り試験した。結果を表2に与える。
【表2】
【0068】
視覚的な評価、及び未試験サンプルと試験サンプルの比較は、例1に関して記録された結果と本質的に類似する結果をもたらした。
【0069】
本発明に従えば、糸製造工程(全て1種類の繊維、またはウール、ナイロン、これらの組み合わせ、若しくはその他のもののような複数種の混合物のいずれにせよ)中に「低融点」ポリエステルまたはナイロン(Solutiaにより製造されたもの等)を添加することは、ヒートセット後の糸がカーペット基布に取り付けられ、且つ液流染色機により染色された際に、高められた先端の鮮明度と光学的な色の均一性を有するという結果になる。ステープル、及びフィラメントの低融点物の双方で首尾よくいくが、フィラメント低融点物が好ましい。
【0070】
長期の摩耗試験後でさえも、本発明のカーペットは、「スエード化」の徴候を殆ど示さない。「スエード化」とは、経時的に糸束が弱められ、且つたわめられ始めた結果、先端でない糸の表面上における摩耗をもたらし、摩耗された/引張られた/裂けた繊維を生じさせる典型的なカーペットにおける現象である。これら裂けた繊維は、手または掃除機をカーペット上で走らせた際に、他の色合いへと変化する(従って「スエード化」という語になる)ぼけた外観をカーペットに与える。本発明はこの問題を減じる。
【0071】
加えて、本発明の糸は、染色工程中に糸がカーペット中でより直立しているという性質のために、あらゆる液流染色操作を高め、従って、カーペット表面上の正確な場所に流される染料が、その場所に、意図した量で塗布されやすい。
【0072】
本発明の他の目的は、カーペットの染色能力、経時的なカーペットの外観、色及び模様のディテールさ、及び糸束それ自身の寿命を高めるものである。
【0073】
少なくとも1つの態様において、本発明はタフテッドカーペットにおける「スエード化」の問題に取り組み、カーペット、特に織カーペットの有効寿命を高める。また、液流染色により模様が付けられるカーペットの染色性、及び色及び模様の細部の有効寿命を改善する。
【0074】
少なくとも1つの態様において、本発明は1以上の以下の利点を提供する。
【0075】
(1)カーペットの有効寿命、消費者への利益、及び環境強化(より少ないごみ、より少ないリサイクル)を拡張する。
(2)製品サイクルの初期に加えることにより、染色のために繊維束を垂直に立てるための染色前の複雑なローラー、及びスチーム等の必要を省く。
(3)Millitron(登録商標)液流染色機等の有標の染色工程と組み合わせた際に、染色模様をより非常に精細にできる。
(4)「スエード化」問題に取り組み、カーペットに元の外観を戻すため、裂けた繊維または抜け落ちた繊維を除去するためのカーペットの後の装置によるシャリングの必要性を省く。
(5)繊維の抜け落ちを減じる。
【0076】
少なくとも1つの態様によれば、本発明は、複数のヤーンプライ同士をねじって固定することができ、スパンカーペットのスエード化を減じ、複数の現存の装置及び方法において糸に挿入繊維を加えることができる。
【0077】
本発明の1例によれば、ナイロン糸を低融点挿入物を含有するナイロン糸に置き換える。より詳細な例において、2プライナイロン糸を、紡績または撚りにおいて低融点繊維を加えるものと比較して、糸中に分散した低融点繊維を有する低融点繊維含有糸を形成するように合糸または巻繊工程中で加えた低融点糸挿入繊維を含有する2プライのナイロン糸と置き換える。ナイロン6、またはナイロン6,6等の低融点ナイロンを使用することが好ましく、従って、ナイロン糸のナイロン若しくはウール、ウール糸、またはナイロン/ウール混合糸と同様に染色することができる。
【0078】
1例によれば、低融点の繊維、フィラメント、スレッド、または糸は全糸の約20重量%未満に相当し、より好ましくは10%未満であり、最も好ましくは5%未満に相当する。
【0079】
従来の模様付けされたカーペットと、本発明の低融点物を有する模様付けされたカーペットの視覚検査において、低融点物含有カーペットは全体に渡って、より良い外観、より良い色、より鮮明な色、わずかにより硬い風合い、より目の詰まった糸頭、輪郭がはっきりした糸頭、より細かい細部等を有する。摩耗試験後、低融点物含有カーペットは、摩耗に供した従来の模様付けされたカーペットと比べて、より良い色、より良い解像度、より目の詰まった糸頭、より少ない目に見える摩耗等を有した。
【0080】
他の例によれば、ウール糸は低融点挿入物を有するウール糸と置き換えられる。
【0081】
なおさらなる他の例によれば、ウール/ナイロン混合糸は、低融点挿入物を有するウール/ナイロン混合糸と置き換えられる。
【0082】
本発明を好ましい態様に基づいて特に重要な点をもって記載した。本明細書中の記載から、本明細書に添えた請求項においてより明確に述べる本発明の範囲を逸脱することなく、他の態様、変更、及び構成を用いることができることは理解されるであろう。
【図面の簡単な説明】
【0083】
【図1A】本発明の典型的なカーペット製造工程を模式的に示すブロック図。
【図1B】本発明の第2のカーペット製造工程を模式的に示すブロック図。
【図2A】ヒートセット前の繊維を含むスレッドの模式的な図。
【図2B】ヒートセット後の繊維を含むスレッドの模式的な図。
【図3A】繊維が混ざり合うところのタフテッドカーペットの模式的な断面図。
【図3B】繊維が明確に区別されるところのタフテッドカーペットの模式的な断面図。
【図3C】タフトヘッドが混ざり合うところの図3Aのタフテッドカーペットの模式的な上面図。
【図3D】タフトヘッドが明確に区別されるところの図3Bのタフテッドカーペットの模式的な上面図。
【図4】本発明の繊維を調製する第1の好ましい方法のブロック図。
【図5】本発明の繊維を調製する他の好ましい方法のブロック図。
【図6】本発明の繊維を調製するさらに他の好ましい方法のブロック図。
【図7】本発明の少なくとも1つの態様を具体化する、支持体への模様染色工程及び装置のブロック図。
【図8】本発明を行うために使用され得る種類の均一色染色機の断面の模式的な図。
【図9】模様付けされるために動く支持体の進路に渡る一連の色特定の配列物により決められる液体染料のそれぞれの流れを制御する複数のコンピュータを用いるテキスタイル模様付けデバイスの模式図であり、本発明の実行において有用である模様付けデバイスの1例を示す図。
【発明の開示】
【0001】
関連出願の引照
本出願は、2002年12月23日に提出した共に係属中の出願10/327,724の一部継続であり、その内容全体を本明細書の一部として本願に援用する。また、本出願は、2003年9月5日に提出した米国仮出願60/500,529に基づく優先権の利益を主張し、その内容全体を、本明細書の一部として本願に援用する。
【0002】
発明の背景
本発明は、改良または強化された、カーペット等の表面カバーの製造方法、及びこれにより製造されたカーペットに関する。より具体的には、本発明は、繊維と、他の繊維よりも低い融点の少なくとも1つの繊維との組み合わせを含むカーペットの形成方法、及び本カーペットを捺染または染色する方法に関する。また、本発明は、ウール繊維と、熱活性化されて、少なくとも部分的にウール繊維を互いに融着させ、それにより捺染適性を高め、且つ使用中のウールの抜け落ちを減じるような融点を有する少なくとも1つの低融点ポリマー繊維成分との組み合わせを含むパイル糸を含有するカーペットおよび関連する形成方法に関する。
【0003】
当該技術分野において、カーペットの製造のための複合糸を形成するために種々の糸を組み合わせることが知られている。このような教示の例は、Foreroへ発行された米国特許第5,336,562号を含み、この中で、ポリエチレンフィラメントとポリプロピレンフィラメントが「平行にされた」配向で組み合されている。平行な繊維は、続いて、ポリエチレンフィラメントを溶融させるために120℃を超える温度にまで加熱される。これらのような糸は、カーペットに組み込む前に染色される。カーペットの形成、織りまたはタフト前に染色することは、非常に好ましくなく、これは在庫品がそれぞれの繊維の色を維持される必要があるためである。さらに、カーペットを注文に応じて製造する能力、デザイン及び模様の選択が非常に妨げられる。
【0004】
無色の形態、または一般的な色のいずれかでカーペットを製造するために、他の糸が用いられてきた。カーペットは、注文に応じて、捺染または染色により模様または色を上塗りされる。この方法は在庫品として保たれる必要がある製品点数を非常に減少させ、それにより製造コストを減少させる。モザイク形式(pixelated fashion)でのカーペットの液流染色の優れた形態が、サウスカロライナ、スパータンバーグのMilliken&Company社製のMillitron(登録商標)液流染色機を用いることにより得られる。カーペットを捺染する技法は既知であり、米国特許第3,894,413号、第5,142,481号、及び第6,120,560号において例証され、これを本明細書の一部として本願に援用する。これらの方法は製造効率を大いに高めたが、模様の解像度は限られており、これは1つにはカーペットのスエード化による。カーペット繊維はたわみ、または覆い被さる傾向を有する。パイルまたは糸が全て同方向に向きを合わせられない場合、1部分は周囲の部分と比べて異なる色合いであるように見え得る。これは完成したカーペットによくあることであるが、カーペットがスエード化する能力と、パイルが垂直方向以外に配向され得る能力は、カーペット上に捺染または染色され得る全ての画像の解像度を大いに減じる。例えば、2つの部分が異なってスエード化される場合、染料は繊維のタフトヘッド、または先端においてではなく、スエード化した繊維の側部に部分的に塗布され得る。従って、1つにはカーペットのスエード化する能力、パイル位置、パイル配向等により、捺染工程の限界解像度が決定される。
【0005】
スエード化をカーペット繊維の脆性を増加させることにより避ける、または軽減することができる。これは、当該技術分野における要望とは正反対のものであり、何故なら、より脆いカーペットは、カーペットに典型的に望まれる快適さの要素に関して欠けるものであると考えられるためである。例えば、より硬い、またはより脆いカーペットを柔らかに、またはプラッシュとして見ることができない。
【0006】
当該技術分野におけるさらに他の問題は、カーペット繊維が染料を吸収することが一様でないことである。この欠陥を避けるための1つのアプローチは、より速やかに染料を吸収するより一層柔らかな繊維を用いることである。より柔らかな繊維は、スエード化するより高い傾向を有し、よって、解像度はやはり限られる。
【0007】
カーペット製造において直面してきたさらに他の問題は、パイル糸が高い割合のウールを含む場合の、カーペット繊維の抜け落ち(shedding)であった。ウールは柔らかであり、プラッシュ様の上等なパイルを提供する一方で、パイル糸中の繊維が、使用中に糸から抜け落ちやすいということが常である。これは、カーペットの表面に渡って、抜け落ちたウール繊維の大量の望ましくない蓄積を生じ、これをしばしば真空掃除機をかけることにより取り除く必要がある。また、このような抜け落ちは、パイルのわずかずつの劣化を招き、よって全パイル密度が減少する。
【0008】
快適さに結びつく特徴を有したままで、カーペットを高度な鮮明度、または高解像度で捺染または染色することができるという、カーペット、及びカーペット製造方法についての当該技術分野における長期に渡る切実な要求が在する。
【0009】
発明の簡潔な概要
高解像度の捺染または染色をすることができ、且つ摩耗後にも高解像度を保つカーペット、及びカーペットの製造方法を提供することが、本発明の少なくとも1つの態様の目的である。
【0010】
優れた摩耗性、及び耐久性の高解像度の画像を有するカーペット、及びカーペットの製造方法を提供することが、本発明の少なくとも1つの態様の他の目的である。
【0011】
高いウール含有量のパイル糸の使用を可能にし、同時に抜け落ち(shedding)の発生を減じるカーペット、及びカーペットの製造方法を提供することが、本発明の少なくとも1つの態様の他の目的である。
【0012】
本発明の少なくとも1つの態様の1つの特別な特徴は、在庫品を減じる能力と同時に、注文に応じて選択される模様を有し、その模様が耐久性であり、且つ摩耗後にも高解像度を保つ高解像度の模様であるカーペットを提供することがさらにできることである。
【0013】
これらの利点および他の利点が、カーペットを形成するために選択した方法、及びそれにより形成されたカーペットにおいて提供される。第1の方法は、低融点の繊維若しくはフィラメントと、高融点の繊維若しくはフィラメントを含有するスレッドまたは糸を形成することを含む。その後、スレッドを、低融点繊維を溶融させるに十分な温度以上に加熱(ヒートセット)する。スレッドをカーペット裏地にタフトし、タフテッドカーペットを形成する。その後、タフテッドカーペットに画像を捺染または染色する。
【0014】
捺染または染色されたカーペットを形成する方法の他の態様によれば、方法は、少なくとも1つの低融点繊維と、少なくとも1つの高融点繊維を含む混合繊維を形成する工程を包含する。スレッドまたは糸を混合繊維で形成する。スレッドを、低融点繊維を溶融させるに十分な温度以上に加熱する。スレッドをカーペット裏地にタフトし、タフテッドカーペットを形成する。その後、画像をタフテッドカーペット上に捺染または染色する。
【0015】
捺染されたカーペットの形成方法、及びこれにより形成されたカーペットのさらに他の態様において、方法は、少なくとも1つの高融点繊維からスレッドまたは糸を形成する工程を包含する。このスレッドを、合糸または巻繊工程に通し、ここで少なくとも1つの低融点繊維をスレッド中に含める。混合スレッドは、低融点繊維を溶融させるに十分な温度以上に加熱される。加熱されたスレッドをカーペット裏地にタフトし、タフテッドカーペットを形成する。その後、画像をタフテッドカーペット上に捺染または染色する。
【0016】
捺染されたカーペットの形成方法、及びこれにより形成されたカーペットのさらに他の態様において、方法は、高融点繊維からスレッドを形成し、このスレッドを、スレッド中に低融点繊維を含めるところのリング精紡に通す工程を包含する。続いて、スレッドを、低融点繊維を溶融させるに十分な温度以上に加熱する。スレッドをカーペット裏地にタフトし、タフテッドカーペットを形成する。その後、画像または模様をタフテッドカーペット上に捺染する。
【0017】
さらに他の方法は、低融点繊維またはフィラメント成分とともにウールを含む糸を形成することを包含する。ついで、糸を、低融点繊維がウール繊維の少なくとも一部の間にある程度の溶融結合を提供するように低融点繊維を溶融させるに十分な温度以上に加熱(ヒートセット)する。糸をカーペット裏地にタフトし、タフテッドカーペットを形成する。その後、タフテッドカーペットに画像を染色または捺染する。
【0018】
他の態様において、方法は、ウール繊維からスレッドまたは糸を形成する工程を包含する。このスレッドを、スレッドまたは糸中に少なくとも1つの低融点繊維を含めるところの合糸または巻繊工程に通し、熱溶融性糸構造を形成する。熱溶融性糸構造を、低融点繊維を溶融させ、ウール繊維の少なくとも一部分を互いに融着させるに十分な温度以上に加熱する。融着した糸構造をカーペット裏地にタフトし、タフテッドカーペットを形成する。その後、タフテッドカーペットを染色または捺染する。
【0019】
さらに他の態様において、方法は、ウール繊維からスレッドまたは糸を形成し、このスレッドを、スレッドまたは糸中に低融点繊維を含めるところのリング精紡に通し、熱溶融性糸構造を形成する工程を包含する。続いて、熱溶融性糸構造を、低融点繊維を溶融させ、ウール繊維の少なくとも一部分を互いに融着させるに十分な温度以上に加熱する。融着された糸構造をカーペット裏地にタフトし、タフテッドカーペットを形成する。その後、タフテッドカーペットを染色または捺染する。
【0020】
本発明によれば、糸製造工程中に、「低融点」ポリエステル、またはナイロン繊維またはフィラメント(Solutiaにより製造されたもの等)を添加すると、ヒートセット工程後に、高められた繊維の凝集、及びカーペット基布に取り付けられ、液流染色機により染色された際に、改善された先端の鮮明度と光学的な色の均一性を有する糸を生じる。低融点ステープル及びフィラメントが首尾よくいくが、低融点フィラメントが好ましい。
【0021】
長期の摩耗試験後でさえも、本発明のカーペットは、「スエード化」の徴候を殆ど示さないことが意図される。「スエード化」とは、経時的に糸束が弱められ、且つたわめられ始めた結果、先端でない糸の表面における摩耗をもたらし、摩耗された/引張られた/裂けた繊維を生じさせる典型的なカーペットにおける現象である。これら裂けた繊維は、手または掃除機をカーペット上を走らせた際に、他の色合いへと変化する(従って「スエード化」という語になる)ぼけた外観をカーペットに与える。本発明はこの問題を減じる。
【0022】
加えて、本発明のカーペットは、低融点成分による融着結合のために、ウール繊維成分の繊維の減少した抜け落ちにより特徴づけられることが企図される。繊維の抜け落ちの減少は、さらに経時的な繊維の損失を減じ、総合的な寿命を高める。
【0023】
加えて、本発明の糸は、染色工程中に糸がカーペット中でより直立しているという性質のために、あらゆる液流染色操作を高め、従って、カーペット表面上の正確な場所に流される染料が、その場所に、意図した量で塗布されやすい。
【0024】
本発明の他の目的は、カーペットの染色適性、経時的なカーペットの外観、色及び模様付けのディテールの双方、及び糸束自体の寿命を高めるということである。
【0025】
少なくとも1つの態様において、本発明は1以上の以下の利点を提供する。
【0026】
1)カーペットの有効寿命、消費者への利益、及び環境強化(より少ないごみ、より少ないリサイクル)を拡張する。
2)製品サイクルの初期に加えることにより、染色のために繊維束を垂直に立てるための染色前の複雑なローラー、及びスチーム等の必要を省く。
3)Millitron(登録商標)液流染色機等の有標の染色工程と組み合わせた際に、染色模様をより非常に精細にできる。
4)「スエード化」問題に取り組み、カーペットに元の外観を戻すため、裂けた繊維または抜け落ちた繊維を除去するためのカーペットの後の装置によるシャリングの必要性を省く。
5)抜け落ちに取り組み、これにより摩耗の度合い、及び必要とされる掃除機をかける回数を減じる。
【0027】
少なくとも1つの態様によれば、本発明は、複数のヤーンプライ同士をねじって固定することができ、スパンカーペットのスエード化を減じ、現存の装置及び方法において糸に挿入繊維を加えることができる。
【0028】
発明の詳細な説明
本発明によれば、製造効率、及び耐久性の画像がカーペット上に捺染または染色される解像度を非常に高めるカーペットの製造方法を見出した。
【0029】
少なくとも1つの好ましい態様によれば、本発明は、モザイク形式(pixelated form)に捺染または染色された複合繊維、スレッドまたは糸を含むカーペットに関する。複合繊維、スレッドまたは糸は、低融点繊維と少なくとも1つの高融点繊維を含む。
【0030】
タフテッドカーペットを製造する典型的な方法を、図1A及び図1Bを参照して記載する。図1Aに関して、始めに、ナイロン、ウールまたはウール混合物のような第1のカーペット繊維を、使用のために、200において、当該分野において知られるように調製する。第1のカーペット繊維は、好ましくは、標準または高融点ナイロン、ウール、または高融点ナイロンとウールの混合物である。ナイロン(ポリアミド、ナイロン6、またはナイロン6,6)、ウール、ナイロン−ウール混合物が好ましいが、任意の天然若しくは合成の繊維、フィラメント、または混合物を用いることができることが企図されている。例としてのみであるが、比較的高いウール含有量を含む1つの企図された混合物は、約75%のウールと混合された約25%の高融点ナイロンを含有する。他の企図された第1のカーペット繊維混合物は、約80%のナイロン、及び約20%のウールを含有する。当然ながら、100%の高融点ナイロンから100%のウールに渡る、高融点ナイロン及びウールのより高いパーセントと、より低いパーセントでの混合物を、同様に、第1の繊維において用いることができる。第1の繊維は、必要に応じて、201において補助剤または添加剤と混合される。図1Aに示される1つの態様において、低融点繊維202が、混合物として、201において第1の繊維に混合される。その後、混合された繊維を、203において、スレッドまたは糸に加工する。あるいは、好ましい態様において、低融点繊維204を、図1Bの203に示されるように、糸形成の間にスレッドまたは糸に混合する。
【0031】
図1A及び図1Bに関して、高融点ポリマー繊維成分、及び/またはウール繊維成分、並びに少なくとも1つの第2の低融点繊維成分を含む合わせ糸を、ヒートセットする。ヒートセット温度は、低融点繊維を溶融させるに十分に高いものであるが、ウールに損傷を与えてしまうに十分なほど高くはなく、またはいかなる高融点ポリマー繊維を溶融してしまうに十分なほど高くはないものから選択される。本発明の目的のために、好ましい低融点繊維は、約160℃未満の融点を有し、好ましい高融点繊維は、約160℃以上の融点を有する。
【0032】
次に、ヒートセットされた糸またはスレッドを、206に示されるように、カーペット裏地にタフトする。その後、タフテッドカーペットを、本明細書中でより詳細に記載するモザイク捺染(pixelated printing)システムにより、捺染または染色する。
【0033】
少なくとも1つの高融点若しくは標準融点繊維と少なくとも1つの低融点繊維を含む糸のヒートセットまたは熱溶融は、繊維またはフィラメント間に結着点を生成することが理論上想定される。結果、特に、先端または糸頭でより広がらず、例えば、カーペットにおいてより高い密度で用いられ得るスレッドまたは糸が生じる。ヒートセット前のスレッドの模式的な図を図2Aに、及びヒートセット後のものを図2Bに与える。高融点繊維及び低融点繊維である301及び302は、ヒートセット前に独立して混合されるが、ヒートセット後に、おそらく結着点303で互いに結着されることが観察される。低融点繊維は、少なくとも部分的に溶融し、高融点繊維に接着することが理論上想定される。冷却しても、接着結合は残存する。
【0034】
1以上の低融点繊維、並びに1以上の高融点繊維及び/若しくはウールを含むスレッドをヒートセットすることの利点を、図3A〜Dに模式的に示す。図3Aは、低融点繊維を含まない従来の糸でタフトされたタフテッドカーペットの横断面での切断を示す側面図であり、一方、図3Bは、低融点繊維を含む糸を含有する本発明のタフテッドカーペットを示す同様の図である。図3Cは、図3Aの糸の上面図であり、図3Dは、図3Bの糸の上面図である。見てとれるように、低融点繊維が、ウール、ウール混合物、若しくは高融点繊維に含まれ、続いてヒートセットされる場合に、糸、または糸頭の上面はより緻密である。言い換えれば、糸束が、より密着し、より目が詰み、及びより直立している。より緻密な面は、細かいタフトと捺染模様を可能にする。図3Cに示されるような広がった上面は、隣接したスレッドまたは糸の繊維を含み、これは混ざり合わされる。高解像度の柄がそこに捺染または染色された場合、隣接する糸の個々の繊維は並進移動し得、それにより高解像度の画像が広がる。この理由のために、カーペットに捺染または染色され得るものの解像度は、以前は限られたものであった。
【0035】
また、摩耗後、図3A及び図3Cの従来のタフテッドカーペットは、さらにより毛羽立ち、散らばり、摩り減り得、同様にさらに低い解像度を有し得る。対照的に、図3B及び図3Dの新規捺染または染色されたカーペットの融着または結合された糸は、より損なわれず、直立し、目の詰んだままであり得、摩耗後、または使用後にも、同様により良い解像度を有する。従って、本発明のカーペットは、捺染または染色において、より良い色、画像、柄、または模様を有するのみでなく、さらに従来のカーペットと比較して、摩耗後または使用後にもより良い外観を有する。
【0036】
本発明の繊維、スレッド、または糸を調製する典型的な方法を、図4〜6を参照してより詳細に記載する。図4〜6において、典型的に、標準または高融点ナイロン6、ナイロン6,6、及び/またはウール等の第1の繊維を、当該技術分野において一般に行われているように、100において、ベイルで供給する。その後、当該技術分野において知られているように、繊維を101においてオープナー中を通過させる。繊維は、任意に、当該分野において知られているように、102において添加剤及び補助剤と混合される。本発明の1つの態様において、1以上の低融点繊維103が、図4の102に示されるが、混紡工程中で第1の繊維に混合される。混紡後、繊維またはフィラメントは、104においてカーディング工程へと通される。カーディング工程において、無配向の、絡み合った混合繊維は、短く尖ったローラー装置に入り、ここでローラーの長手方向のスピードの差異のために、繊維は段階的に配向され、且つ長手方向にほぐされる。この工程は、繊維を相対的に平行にし、且つ繊維を長手方向に規則正しく配置する。カーディング後、繊維は105における延伸工程へと入り、ここで繊維は伸ばされまたは延伸される。延伸は、典型的に、当該技術分野において、開始延伸、中間延伸、及び仕上げ延伸と一般的に呼ばれる3工程にて行われる。その後、伸ばされた繊維は、当該技術分野において知られるように、106におけるリング精紡工程へと入る。
【0037】
精紡後、繊維は、当該技術分野において知られているように、107において合糸されるか、巻かれる。本発明の1つの態様において、1以上の低融点繊維(LM)108が、図5の107に示されるような合糸工程において、伸張マルチフィラメント等の伸張した繊維形態の第1の繊維成分に混合される。
【0038】
合糸された繊維のストランドは、109においてリング撚り工程で合わせられる。典型的なリング撚り工程は、Saco Lowell社製のROVAMATICが商業的に利用できる。1つの態様において、1以上の低融点繊維(LM)110が、図6の109において示したリング撚り工程中で、伸張マルチフィラメント等の伸張した繊維形態の第1の繊維成分に混合される。
【0039】
得られた繊維を、111において、低融点繊維を溶融させるに十分に高く、しかし、ウール、高融点、または標準融点繊維成分を溶融させるに十分なほど高くはない温度に加熱する。約60℃〜約160℃の溶融温度が好ましい。特に好ましい態様において、繊維は、約120℃未満の温度にまで加熱される。低融点繊維は、好ましくは、ポリアミドであるが、ポリエステル、及び他の熱可塑性材料を同様に用いることができる。好ましい低融点ポリアミドは、低融点ナイロン6または低融点ナイロン6,6である。1つの特に好ましい低融点挿入繊維は、断面当たり約17繊維を有し、且つ約115℃の融点を有する円形形状を持つフィラメント当たり約4.1デニール(dpf)を有する、Solutiaから販売されている70デニールマルチフィラメント低融点ナイロンである。
【0040】
糸中の好ましい標準または高融点繊維(すなわち、溶融しない繊維)は、好ましくは、標準ナイロン、高融点ナイロン、ウールまたは標準及び/若しくは高融点ナイロン並びに/またはウールの混合物である。本発明のカーペット糸は、好ましくは、ナイロン、ウール、ポリエステル、ポリプロピレン及びこれらの混合物から成る群から選択される紡績繊維を含む。番手の範囲は、好ましくは、1経糸につき約0.5〜約8.0である。最も好ましくは、番手は約3である。糸は、好ましくは、約1〜約10のインチ当たりの撚り(TPI)を有する。
【0041】
可能性のある望ましい実施によれば、糸は、プライに混合された低融点ナイロンフィラメントを含む2プライである。個々のプライは、好ましくは、100%の標準融点ナイロン、または高融点ナイロンである。従って、この実施によれば、糸は実質的に、完全にポリアミドで形成される。1例として、意図される実施に従って、各プライは、S方向へのインチ当たり5.0撚りを伴うシングル番手(single yarn number)、または約3.10の番手を特徴とする。諸撚糸は、好ましくは、Z方向へのインチ当たり4.5撚りを伴う約2.9の番手を有する2プライ構成(2プライ+挿入物)である。フィラメント当たりのデニール(dpf)範囲が、約8〜約28dpfであることが好ましく、約19dpfが最も好ましい。糸は、1〜4プライであり得る。
【0042】
高いウール含有量では、糸は、好ましくは、低融点ポリアミドまたは他の溶融材料の伸長した挿入物で巻かれた2以上シングルプライから形成されるマルチプライの糸である。25%ウールと75%ナイロンの第1の繊維混合物を用いる1つの可能性のある望ましい構成において、シングルプライは、インチ当たり約4.5撚りでの「S」撚りを伴う約2.20の番手を特徴とする。仕上がり糸(シングルプライ+挿入物)は、インチ当たり約5.75撚りでの「Z」撚りを伴う約1.90の番手を特徴とする。ウールは、好ましくは、約25〜40ミクロンである。1〜4プライが使用され得ることを意図する。
【0043】
低融点材料は、好ましくは、仕上がり糸の10%未満、より好ましくは5%未満を構成する。可能性のある好ましい実施によれば、低融点材料は、仕上がり糸の約1パーセントを構成する。
【0044】
図4〜6に関して、ヒートセットに続いて、112に示すが、荷造りされ顧客に出荷されるか、直接カーペット裏地にタフトされ、タフテッド表面、カーペット、広幅じゅうたん、細長いじゅうたん、エリアラグ、カーペットタイル等のタフテッドカーペット、またはタフテッドカーペット製品を形成する。カーペットタイルは、米国特許第4,522,857、6,203,881、及び6,468,623に記載されており、本明細書の一部として本願に援用する。本発明の糸を、タフテッドカーペット、または不織カーペットにおいて用いることができる。カーペットは、カットパイル、ループパイル、またはカット及びループパイルであり得る。捺染または染色される、特に直接型液流染色機若しくは間接型液流染色機により液流染色されるタフテッドカットパイルカーペットにおいて用いられることが好ましい。
【0045】
上述したように低融点成分を有する撚りナイロン糸を用いる1つの意図される実施において、糸は、平方ヤード当たり約43.07オンスの量で、織ポリプロピレン一次裏地を通してタフトされ、平方ヤード当たり約40.33オンスへと先端剪断により仕上げられる。上述したように低融点成分を有する撚りナイロン糸を用いる他の意図される実施によれば、糸は、平方ヤード当たり約32.68オンスの量で織ポリプロピレン一次裏地を通してタフトされ、平方ヤード当たり約30.33オンスへと先端剪断により仕上げられる。
【0046】
上述したように、25%ウールと75%ナイロンの第1の繊維混合物を有する高いウール含有量の糸と低融点挿入物を用いる1つの意図される実施において、カーペットは、当業者によく知られているように、糸が不織一次裏地を通してタフトされるタフテッドカーペットである。糸は、平方ヤード当たり約35〜45オンスで、生糸状態でタフトされ、仕上げられる。タフトに続いて、糸は、好ましくは、材料の1/64インチを取り去るように先端剪断され、続く染色及び/または捺染のために均一の表面を提供する。1例としてのみであるが、1つの可能性のある望ましい製品において、上述したような低融点挿入物を有する25%ウール、75%ナイロン糸が、平方ヤード当たり約39.98オンスで不織ポリプロピレン一次裏地を通してタフトされ、平方ヤード当たり約40.42オンスへと仕上げられる(裏地はわずかに縮む)。他の可能性のある望ましい製品において、上述したような低融点挿入物を有する25%ウール、75%ナイロン糸が、平方ヤード当たり約38.55オンスで織ポリプロピレン一次裏地を通してタフトされ、平方ヤード当たり約35.88オンスへと仕上げられる。
【0047】
糸の製造、及び糸からのカーペットの製造は、当該技術分野においてよく知られており、何十年もの間広く行われているので、本明細書におけるさらなる詳細及びさらなる記載は必要ではない。
【0048】
本発明は、さらに、カーペット上に色、柄、模様、画像、文字等のモザイク捺染または染色を含むカーペットを形成するための方法に関する。
【0049】
米国特許第6120,560号と図7の図に関して、本発明の糸、またはカーペットの捺染または染色の1つの例示的な態様において用いられるプロセス段階、順序、装置の1つの模式的な描写を記載し、示す。まず、図8及び9における5である、模様付けされるテキスタイル支持体を、10に示される事前スチーマに供し、これは、工程12における均一色染色の準備として、支持体における糸をかさばらせるのに役立つ。12に示される均一色染色工程は、装置が単一工程でテキスタイル支持体に染料を均一に塗布、及び固着することができるのであれば、種々の市販の装置を用いて行われ得る。これを行う1つの方法は、さらなるエネルギーの供給、例えば続くスチーム工程からのエネルギーの供給無しに、支持体に加熱染料を固着させるように、染料を加熱し、均一に支持体に加熱染料を塗布することによる。例えば、染料は、支持体の表面のすぐ近く、または表面に接触するように効果的に配置された一連の個々のノズル、またはアプリケーターにより塗布され得る。さらに、ノズル、またはアプリケーターは、支持体をノズル若しくはアプリケーターに通すまたは接触させる囲壁に取り囲まれ得る。同時に、囲壁は、加熱染料に保因される熱エネルギーの散逸を防ぐのに役立つ。結果として、支持体と接触すると、さらなるエネルギーの供給無しに、接触後ほぼ即時に(実際には数秒以内)固着されるくらい染料は十分に温度が高い。
【0050】
容易に商業的に入手できる1つのこのような集成装置を、図8に模式的に示す。ここでは、支持体ウェブ5は、均一色染色機12と、空気圧作動圧力受若しくはベロー32の間を通過する。この集成装置は、支持体を、ベロー32の正反対に位置する染色機12の染料アプリケーター開口部に接触させ、及び塗布された加熱染料を支持体と接触した際に固着させる。
【0051】
同様に加熱染料を用いる他の均一色染色集成装置は、Chappellへの米国特許第4,790,043に詳細に記載されており、この記載を本明細書の一部として本願に援用する。染料の固着を達成するまたは高めるために加熱染料を用いるような他の手段または技法は、適切な状況下で条件を満たし得ると確信される。
【0052】
均一色染色工程中に選択される色が比較的明るめであり、比較的中間色である場合に、続く模様付けのために最も効果的であることが見出された。従って、灰色またはベージュの色合い、特に後者が好ましいが、模様付け工程において用いられる色の色調範囲、及び所望される全体の模様付けの印象いかんによって、他の色及び色合いも好ましいものであり得る。
【0053】
図7及び8は均一色染色工程を示すが、本工程は除かれ若しくは省かれ得るか、または糸が染色若しくは溶液染色、ベック染色(Beck dyed)等された糸であり得ると解すべきである。同様に、白色またはオフホワイト色糸(天然ナイロン、または晒しウール等)は、湿潤処理16または模様付け装置20に直進し得、均一色染色または真空処理を省き得る。
【0054】
均一色染色工程(もしあるならば)における支持体への染料の均一な塗布及び固着に続いて、支持体は、次に、染色工程から生じた水及び凝縮等の過剰な水分を除去するために、真空スロットまたは他の手段14を通過する。本工程に続いて、高度に局所的な、不連続の室温の液体染料の流れ、または雫を用いて支持体に模様をつける際に、深い色の浸透と明瞭な模様を得るに有用である界面活性剤及び他の化学薬品の塗布16をすることにより、支持体を模様染色工程20のために調製する。16における化学薬品の正確な混合比は、支持体の性質、用いる模様付けデバイスの性質及び操作条件、染料の性質及び粘度、及び他の要因を含む複数の要因に依存し得る。16に示すこれらの化学薬品を塗布する方法は、含浸量の度合いが十分であり、且つ前もって染色された表面が不利に影響されることがなければ、1に決定されるものではない。本工程の結果次第で、さらなる任意の真空処理工程18等が、模様付けの前に支持体から過剰な水分を除去するために用いられ得る。
【0055】
工程16及び/または18に続いて、支持体は、図9に示すような染料ジェット式模様付けデバイス20に導入される。支持体5は、ロール52を通過し、一連の染料アプリケーター配列54の前に支持体を運ぶコンベア装置に乗る。各配列は、別個の染料供給システムから染料を供給され、好ましくは、異なる色の染料を塗布する。従って、示した8つの配列は、8プロセスのカラーパレットの使用を提供し得る。しかしながら、8を大きく超える色が、種々の色混合及び配合技法によって、支持体上に生じ得ることを念頭におくべきである。模様付けデバイスの詳細が重要とは考えられない。通常、模様付けデバイス20を通過する支持体と、模様付けデバイス20において支持体に塗布される染料の双方は、本質的に室温である。支持体の模様付けが完了し、且つ支持体が模様付けデバイス20を離れるに至るまで、全ての模様付け染料を完全に、または部分的に固着させるために、染色工程中に熱エネルギーまたは他の種のエネルギーを導入する試みはなされない。
【0056】
模様付けデバイス20は、図9に示す広幅じゅうたん模様付けデバイス、または本明細書の一部として本願に援用する米国特許第3,894,413号に示されるカーペットタイル模様付けデバイスであり得る。米国特許第3,894,413は、供給台、ジェット式アプリケーター、スチームチャンバ、水洗機、熱風乾燥機、及び収集台を含む液流染色装置を示す。従って、カーペットは、幅広じゅうたん形状、タイル形状、エリアラグ形状、細長いじゅうたん形状等で染色され得る。さらに、カーペットは、好ましくは、幅広じゅうたん形状で染色され得、その後タイル、ラグ、細長いじゅうたん、エリアラグ等に裁断され得る。
【0057】
この模様付け操作に続いて、さらに、支持体はスチーマ−22に送られ、ここで模様付け工程中に塗布された染料が固着され、その後、洗浄機24に送られ、ここで16において塗布されたような過剰の染色用化学物質を除去することができ、及び最終的に、乾燥機26に送られ、ここで支持体は乾燥され得る(図7を参照)。22、24、及び26のこれらのデバイスの全ては、任意の適切な設計のものであり得る。
【0058】
模様付けが完了するまで模様付け染料の固着を後回しにすると、染料が支持体上に沈着された後に異なる染料を混合し、配合することができるために、非常に豊かで且つ幅広く多様性のカラー効果を生み出す機会が得られることが見出された。例えば、1つのアプリケーター配列からの未固着の染料を運ぶ支持体上の範囲が、他のアプリケーター配列からの異なる有色染料のターゲットとなり得、それにより、2つの異なる未固着の染料のインサイチュ(in situ)配合が提供される。同様に、異なる有色染料のターゲットは、予め染色された範囲の端近くから選択され得、それにより、2つの未固着の染色範囲間の境界に主に沿ったインサイチュ染料拡散が提供される。
【0059】
最初の均一色が明るめで、中間色のものであるために、固着された、審美的に満足の行く背景を提供するに非常によく適しており、この背景に対する、単独の、及び配合された組み合わせでの模様付け染料の効果が示され得、支持体への種々の模様付け染料のインサイチュ混合に対して、物理的以外に、視覚的及び審美的に寄与するようにもみえる。
【0060】
ウール及び/または1以上の標準若しくは高融点繊維成分と組み合わせて1以上の低融点繊維を含む糸が、モザイク捺染工程において画像様態に染色された場合に、カーペット製造方法において特に利点を提供する。とりわけ、図3B及び3Dに関して記載した通り、糸頭の密度が、糸内の繊維の拡散、または広がりを大きく低下させる。結果として、個々の糸頭を、隣接する糸頭と独立して染色することができる。さらに、糸頭は、各糸頭に染料の複数の画素を受け取らせるように十分に分散している。模様付けされた画像の効果的な画像解像度は、従来技術の糸により得られるものと比べて非常により高い。従来技術の糸頭は、混ざり合う傾向がある。混ざり合った結果として、染料の1の画素が個々の染料頭と、近傍の糸頭からの繊維に受け取られる。糸頭の繊維は動くために、模様は拡散するようになり、それにより全ての細かい捺染を不明瞭にする。結果として、カーペット製造業者は、既に拡散しており、さらに拡散された際に審美的な不満足感を与えることのない模様に制限されてきた。
【0061】
カーペット製造業者は、従来は、模様付けされたカーペットを生成するために、2つの相対的に意にかなわない方法に制限されてきた。糸を予め染色し、模様状にタフトするか、タフト後にMillitron(登録商標)液流染色機によりモザイク様式に染色されるように、糸は捺染されるか、染色される。予め染色された糸を用いる場合、各染色された糸の十分な在庫を維持することが望まれるために、製造コストが上昇する。同様に、画像解像度は、糸頭間で繊維が混ざり合うために、まとまった糸頭と比べてより低い。タフト後に糸を染色すると、解像度は繊維の混ざり合いのために制限される。隣接する糸頭の繊維が染色され、またはこれらは染色後に画像を拡散するように混ざり合う。これら以前の状態の双方を、本発明の低融点物含有糸の使用により改善することができる。
【0062】
染色または捺染された画像は、当該技術分野においてよく知られている通り、摩耗の影響を受けやすい。拡散した際に審美的に満足のいくようにデザインされた画像の場合には、これはあまり重要なものではない。より高解像度の模様の場合には、摩耗は決定的に重要である。摩耗により高解像度の画像が拡散すると、解像度が損なわれ、従って、利点が弱められる。よって、摩耗の不利な効果のために、通常、高解像度の画像を避けるか、細かい画素を有する画像を避けることが予想される。本発明に従って製造されたカーペットが、画像保持能力に関して耐摩耗性を示し、これは以下の例に示すように従来の製品よりも優れていることは驚くべき結果である。
【0063】
例1
対照カーペット(C1)を100%ナイロン繊維を含むものとして調製した。カーペットは、約3.1の番手、インチ当たり4.5〜5.0撚り、及び約19dpfから成った。
【0064】
本発明のカーペット(I1)を、低融点繊維挿入物の取り込みを除いては、対照(C1)と同じ方法にて調製した。低融点繊維を合糸工程中にて挿入した。巻き枠においてPLCと結ばれた動作検出器を、低融点繊維の動きの欠如を検知するたびに、スピンドルの合糸を停止するために組み込んだ。
【0065】
対照カーペット(C1)と本発明のカーペット(I1)を視覚的に試験し、表1に示すサイクル数で6脚ドラムテスター(Hexapod Drum Tester)(ASTM D−5252)または6脚タンブラー(Hexapod Tumbler)(ISO/TR 10361)を用いて試験した。それぞれの試験品を2000サイクル毎に移動させ、掃除機をかけることにより回復させた。エレクトロラッカス(electrolux)直立型真空掃除機(Discovery II)を用いて、試験品の長さに沿って4回前後に動かした。サンプルを日光に相当する垂直照明(1500ルクス)を用いて評価した。サンプルを、全方向から判断して、45度の角度で、1.5メートルの距離から観察した。評価は、以下の評価指標を有するCRI TM−101写真基準に基づいた。すなわち、5=無視できる、または変化無し、4=わずかな変化、3=中程度の変化、2=かなりの変化、1=激しい変化であった。また、サンプルを試験の前後で、パイルの高さ維持値を得るために、パイルの高さについて測定した。
【表1】
【0066】
試験品を12,000サイクル後に視覚的に検査した。本発明のサンプル(I1)はハプスブルグ様式(Hapsburg Pattern)で視覚化されたより鮮明な画像を有した。線の端は本発明のサンプルにおいては非常に明らかである一方で、対象サンプルにおいては、線の端は拡散した。糸頭タフトは本発明のサンプルにおいては明瞭に目でみることができる一方で、対照サンプルのこれらは容易に目で見ることができなかった。彩度及びコントラストは、本発明のサンプルにおいては保たれた。対照サンプル(C1)の彩度及びコントラストは、試験前及び後の双方で、本発明のサンプル(I1)よりも低いものであった。試験サンプルと未試験サンプルとの視覚的な比較は、彩度及びコントラストが未試験の(摩耗せず)対照と比較して、試験された対照において激減したことを示した。彩度及びコントラストは、未試験(摩耗せず)の本発明のサンプルと比較して、試験された本発明のサンプルにおいて最小限の減少に留まった。
【0067】
例2
対照サンプル(C2)と本発明のサンプル(I2)を調製し、例1に記載した通り試験した。結果を表2に与える。
【表2】
【0068】
視覚的な評価、及び未試験サンプルと試験サンプルの比較は、例1に関して記録された結果と本質的に類似する結果をもたらした。
【0069】
本発明に従えば、糸製造工程(全て1種類の繊維、またはウール、ナイロン、これらの組み合わせ、若しくはその他のもののような複数種の混合物のいずれにせよ)中に「低融点」ポリエステルまたはナイロン(Solutiaにより製造されたもの等)を添加することは、ヒートセット後の糸がカーペット基布に取り付けられ、且つ液流染色機により染色された際に、高められた先端の鮮明度と光学的な色の均一性を有するという結果になる。ステープル、及びフィラメントの低融点物の双方で首尾よくいくが、フィラメント低融点物が好ましい。
【0070】
長期の摩耗試験後でさえも、本発明のカーペットは、「スエード化」の徴候を殆ど示さない。「スエード化」とは、経時的に糸束が弱められ、且つたわめられ始めた結果、先端でない糸の表面上における摩耗をもたらし、摩耗された/引張られた/裂けた繊維を生じさせる典型的なカーペットにおける現象である。これら裂けた繊維は、手または掃除機をカーペット上で走らせた際に、他の色合いへと変化する(従って「スエード化」という語になる)ぼけた外観をカーペットに与える。本発明はこの問題を減じる。
【0071】
加えて、本発明の糸は、染色工程中に糸がカーペット中でより直立しているという性質のために、あらゆる液流染色操作を高め、従って、カーペット表面上の正確な場所に流される染料が、その場所に、意図した量で塗布されやすい。
【0072】
本発明の他の目的は、カーペットの染色能力、経時的なカーペットの外観、色及び模様のディテールさ、及び糸束それ自身の寿命を高めるものである。
【0073】
少なくとも1つの態様において、本発明はタフテッドカーペットにおける「スエード化」の問題に取り組み、カーペット、特に織カーペットの有効寿命を高める。また、液流染色により模様が付けられるカーペットの染色性、及び色及び模様の細部の有効寿命を改善する。
【0074】
少なくとも1つの態様において、本発明は1以上の以下の利点を提供する。
【0075】
(1)カーペットの有効寿命、消費者への利益、及び環境強化(より少ないごみ、より少ないリサイクル)を拡張する。
(2)製品サイクルの初期に加えることにより、染色のために繊維束を垂直に立てるための染色前の複雑なローラー、及びスチーム等の必要を省く。
(3)Millitron(登録商標)液流染色機等の有標の染色工程と組み合わせた際に、染色模様をより非常に精細にできる。
(4)「スエード化」問題に取り組み、カーペットに元の外観を戻すため、裂けた繊維または抜け落ちた繊維を除去するためのカーペットの後の装置によるシャリングの必要性を省く。
(5)繊維の抜け落ちを減じる。
【0076】
少なくとも1つの態様によれば、本発明は、複数のヤーンプライ同士をねじって固定することができ、スパンカーペットのスエード化を減じ、複数の現存の装置及び方法において糸に挿入繊維を加えることができる。
【0077】
本発明の1例によれば、ナイロン糸を低融点挿入物を含有するナイロン糸に置き換える。より詳細な例において、2プライナイロン糸を、紡績または撚りにおいて低融点繊維を加えるものと比較して、糸中に分散した低融点繊維を有する低融点繊維含有糸を形成するように合糸または巻繊工程中で加えた低融点糸挿入繊維を含有する2プライのナイロン糸と置き換える。ナイロン6、またはナイロン6,6等の低融点ナイロンを使用することが好ましく、従って、ナイロン糸のナイロン若しくはウール、ウール糸、またはナイロン/ウール混合糸と同様に染色することができる。
【0078】
1例によれば、低融点の繊維、フィラメント、スレッド、または糸は全糸の約20重量%未満に相当し、より好ましくは10%未満であり、最も好ましくは5%未満に相当する。
【0079】
従来の模様付けされたカーペットと、本発明の低融点物を有する模様付けされたカーペットの視覚検査において、低融点物含有カーペットは全体に渡って、より良い外観、より良い色、より鮮明な色、わずかにより硬い風合い、より目の詰まった糸頭、輪郭がはっきりした糸頭、より細かい細部等を有する。摩耗試験後、低融点物含有カーペットは、摩耗に供した従来の模様付けされたカーペットと比べて、より良い色、より良い解像度、より目の詰まった糸頭、より少ない目に見える摩耗等を有した。
【0080】
他の例によれば、ウール糸は低融点挿入物を有するウール糸と置き換えられる。
【0081】
なおさらなる他の例によれば、ウール/ナイロン混合糸は、低融点挿入物を有するウール/ナイロン混合糸と置き換えられる。
【0082】
本発明を好ましい態様に基づいて特に重要な点をもって記載した。本明細書中の記載から、本明細書に添えた請求項においてより明確に述べる本発明の範囲を逸脱することなく、他の態様、変更、及び構成を用いることができることは理解されるであろう。
【図面の簡単な説明】
【0083】
【図1A】本発明の典型的なカーペット製造工程を模式的に示すブロック図。
【図1B】本発明の第2のカーペット製造工程を模式的に示すブロック図。
【図2A】ヒートセット前の繊維を含むスレッドの模式的な図。
【図2B】ヒートセット後の繊維を含むスレッドの模式的な図。
【図3A】繊維が混ざり合うところのタフテッドカーペットの模式的な断面図。
【図3B】繊維が明確に区別されるところのタフテッドカーペットの模式的な断面図。
【図3C】タフトヘッドが混ざり合うところの図3Aのタフテッドカーペットの模式的な上面図。
【図3D】タフトヘッドが明確に区別されるところの図3Bのタフテッドカーペットの模式的な上面図。
【図4】本発明の繊維を調製する第1の好ましい方法のブロック図。
【図5】本発明の繊維を調製する他の好ましい方法のブロック図。
【図6】本発明の繊維を調製するさらに他の好ましい方法のブロック図。
【図7】本発明の少なくとも1つの態様を具体化する、支持体への模様染色工程及び装置のブロック図。
【図8】本発明を行うために使用され得る種類の均一色染色機の断面の模式的な図。
【図9】模様付けされるために動く支持体の進路に渡る一連の色特定の配列物により決められる液体染料のそれぞれの流れを制御する複数のコンピュータを用いるテキスタイル模様付けデバイスの模式図であり、本発明の実行において有用である模様付けデバイスの1例を示す図。
【特許請求の範囲】
【請求項1】
少なくとも1つの低融点繊維と少なくとも1つの高融点繊維成分を含むスレッドを形成し、
前記スレッドを、前記低融点繊維を溶融させるに十分な温度以上に加熱し、
前記スレッドをカーペット裏地にタフトし、タフテッドカーペットを形成し、及び
前記タフテッドカーペット上に画像を捺染する
方法により調製されるカーペット。
【請求項2】
前記低融点繊維が、混紡中に前記スレッドに含められる請求項1に記載のカーペット。
【請求項3】
前記低融点繊維が、合糸中に前記スレッドに含められる請求項1に記載のカーペット。
【請求項4】
前記低融点繊維が、撚り中に前記スレッドに含められる請求項1に記載のカーペット。
【請求項5】
前記低融点繊維が、紡糸中に前記スレッドに含められる請求項1に記載のカーペット。
【請求項6】
前記スレッドが、約60℃〜約160℃の温度に加熱される請求項1に記載のカーペット。
【請求項7】
前記温度が、120℃を超えない請求項6に記載のカーペット。
【請求項8】
前記低融点繊維がポリアミドを含む請求項1に記載のカーペット。
【請求項9】
前記ポリアミドが、ナイロン6,6、及びナイロン6から成る群から選択される請求項8に記載のカーペット。
【請求項10】
前記高融点繊維成分が、ナイロン、ウール、ポリエステル、ポリプロピレン、及びそれらの混合物から成る群から選択される請求項1に記載のカーペット。
【請求項11】
前記捺染が、モザイク形式で、液流染色機により行われる請求項1に記載のカーペット。
【請求項12】
前記高融点繊維成分が、ナイロン及びウールの少なくとも1つである請求項1に記載のカーペット。
【請求項13】
前記高融点繊維成分が、ナイロン−ウール混合物である請求項1に記載のカーペット。
【請求項14】
前記スレッドが、約1.0〜約5.0の番手を有する請求項1に記載のカーペット。
【請求項15】
前記スレッドが、約2の番手を有する請求項1に記載のカーペット。
【請求項16】
フィラメント当たり約8〜約28デニールのナイロンを含む請求項12に記載のカーペット。
【請求項17】
前記ウールが、約25〜約40ミクロンである請求項12に記載のカーペット。
【請求項18】
前記ウールが、約38ミクロンである請求項12に記載のカーペット。
【請求項19】
前記スレッドが、約0.5〜約8.0の番手を有する請求項1に記載のカーペット。
【請求項20】
前記番手が、約3である請求項19に記載のカーペット。
【請求項21】
前記スレッドが、インチ当たり約1〜約10撚りを有する請求項1に記載のカーペット。
【請求項22】
前記スレッドが、インチ当たり約5撚りを有する請求項21に記載のカーペット。
【請求項23】
前記スレッドが、1〜4プライである請求項22に記載のカーペット。
【請求項24】
前記スレッドが、インチ当たり約4.5撚りを有する撚りナイロンである請求項21に記載のカーペット。
【請求項25】
前記スレッドが、フィラメント当たり約6〜25デニールを有する請求項1に記載のカーペット。
【請求項26】
前記スレッドが、フィラメント当たり約19デニールを有する請求項25に記載のカーペット。
【請求項27】
前記スレッドが、前記低融点繊維を含めないで1〜4プライを有する請求項25に記載のカーペット。
【請求項28】
前記スレッドが、2プライである請求項27に記載のカーペット。
【請求項29】
低融点繊維と高融点繊維成分を含むスレッドを形成する工程、
前記スレッドを、前記低融点繊維を溶融させるに十分な温度以上に加熱する工程、
前記スレッドをカーペット裏地にタフトし、タフテッドカーペットを形成する工程、及び
加熱後に前記タフテッドカーペット上に画像を捺染する工程
を包含する捺染されたカーペットを形成する方法。
【請求項30】
低融点繊維と高融点繊維成分を含む混合繊維を形成し、
前記混合繊維のスレッドを形成し、
前記スレッドを、前記低融点繊維を溶融させるに十分な温度以上に加熱し、
前記スレッドをカーペット裏地にタフトし、タフテッドカーペットを形成し、及び
加熱後に前記タフテッドカーペット上に画像を捺染する
方法により調製されるカーペット。
【請求項31】
第1の繊維成分からスレッドを形成し、
前記スレッドを、低融点繊維またはスレッドを加えるところの合糸または巻繊工程に通し、
混合スレッドを形成するために紡糸し、
前記混合スレッドを、前記低融点繊維またはスレッドを溶融させるに十分な温度以上に加熱し、
加熱後、前記混合スレッドをカーペット裏地にタフトし、タフテッドカーペットを形成し、及び
前記タフテッドカーペット上に画像を捺染する
方法により調製されるカーペット。
【請求項32】
繊維混合物を形成し、
前記繊維混合物を、低融点繊維を前記繊維混合物に加え、混合スレッドを形成するところのリング精紡工程に通し、
前記混合スレッドを、前記低融点繊維を溶融させるに十分な温度以上に加熱し、
前記混合スレッドをカーペット裏地にタフトし、タフテッドカーペットを形成し、及び
前記タフテッドカーペット上に画像を捺染する
方法により調製されるカーペット。
【請求項33】
低融点繊維と高融点繊維を含む混合繊維を形成する工程、
前記混合繊維のスレッドを形成する工程、
前記スレッドを、前記低融点繊維を溶融させるに十分な温度以上に加熱する工程、
前記スレッドを、カーペット裏地にタフトし、タフテッドカーペットを形成する工程、及び
液流染色機を用いて、前記タフテッドカーペット上に画像を捺染する工程
を包含する液流染色により模様付けされたカーペットの形成方法。
【請求項34】
模様付けされたカーペットにおいて、第1の繊維成分、及び前記第1の繊維成分よりもより低い融点を有する少なくとも1つの第2の繊維成分を有するカーペット糸であって、前記カーペット糸が模様付け前に前記第2の繊維成分の少なくとも一部を溶融させるに十分に加熱されたことを包含する改善。
【請求項1】
少なくとも1つの低融点繊維と少なくとも1つの高融点繊維成分を含むスレッドを形成し、
前記スレッドを、前記低融点繊維を溶融させるに十分な温度以上に加熱し、
前記スレッドをカーペット裏地にタフトし、タフテッドカーペットを形成し、及び
前記タフテッドカーペット上に画像を捺染する
方法により調製されるカーペット。
【請求項2】
前記低融点繊維が、混紡中に前記スレッドに含められる請求項1に記載のカーペット。
【請求項3】
前記低融点繊維が、合糸中に前記スレッドに含められる請求項1に記載のカーペット。
【請求項4】
前記低融点繊維が、撚り中に前記スレッドに含められる請求項1に記載のカーペット。
【請求項5】
前記低融点繊維が、紡糸中に前記スレッドに含められる請求項1に記載のカーペット。
【請求項6】
前記スレッドが、約60℃〜約160℃の温度に加熱される請求項1に記載のカーペット。
【請求項7】
前記温度が、120℃を超えない請求項6に記載のカーペット。
【請求項8】
前記低融点繊維がポリアミドを含む請求項1に記載のカーペット。
【請求項9】
前記ポリアミドが、ナイロン6,6、及びナイロン6から成る群から選択される請求項8に記載のカーペット。
【請求項10】
前記高融点繊維成分が、ナイロン、ウール、ポリエステル、ポリプロピレン、及びそれらの混合物から成る群から選択される請求項1に記載のカーペット。
【請求項11】
前記捺染が、モザイク形式で、液流染色機により行われる請求項1に記載のカーペット。
【請求項12】
前記高融点繊維成分が、ナイロン及びウールの少なくとも1つである請求項1に記載のカーペット。
【請求項13】
前記高融点繊維成分が、ナイロン−ウール混合物である請求項1に記載のカーペット。
【請求項14】
前記スレッドが、約1.0〜約5.0の番手を有する請求項1に記載のカーペット。
【請求項15】
前記スレッドが、約2の番手を有する請求項1に記載のカーペット。
【請求項16】
フィラメント当たり約8〜約28デニールのナイロンを含む請求項12に記載のカーペット。
【請求項17】
前記ウールが、約25〜約40ミクロンである請求項12に記載のカーペット。
【請求項18】
前記ウールが、約38ミクロンである請求項12に記載のカーペット。
【請求項19】
前記スレッドが、約0.5〜約8.0の番手を有する請求項1に記載のカーペット。
【請求項20】
前記番手が、約3である請求項19に記載のカーペット。
【請求項21】
前記スレッドが、インチ当たり約1〜約10撚りを有する請求項1に記載のカーペット。
【請求項22】
前記スレッドが、インチ当たり約5撚りを有する請求項21に記載のカーペット。
【請求項23】
前記スレッドが、1〜4プライである請求項22に記載のカーペット。
【請求項24】
前記スレッドが、インチ当たり約4.5撚りを有する撚りナイロンである請求項21に記載のカーペット。
【請求項25】
前記スレッドが、フィラメント当たり約6〜25デニールを有する請求項1に記載のカーペット。
【請求項26】
前記スレッドが、フィラメント当たり約19デニールを有する請求項25に記載のカーペット。
【請求項27】
前記スレッドが、前記低融点繊維を含めないで1〜4プライを有する請求項25に記載のカーペット。
【請求項28】
前記スレッドが、2プライである請求項27に記載のカーペット。
【請求項29】
低融点繊維と高融点繊維成分を含むスレッドを形成する工程、
前記スレッドを、前記低融点繊維を溶融させるに十分な温度以上に加熱する工程、
前記スレッドをカーペット裏地にタフトし、タフテッドカーペットを形成する工程、及び
加熱後に前記タフテッドカーペット上に画像を捺染する工程
を包含する捺染されたカーペットを形成する方法。
【請求項30】
低融点繊維と高融点繊維成分を含む混合繊維を形成し、
前記混合繊維のスレッドを形成し、
前記スレッドを、前記低融点繊維を溶融させるに十分な温度以上に加熱し、
前記スレッドをカーペット裏地にタフトし、タフテッドカーペットを形成し、及び
加熱後に前記タフテッドカーペット上に画像を捺染する
方法により調製されるカーペット。
【請求項31】
第1の繊維成分からスレッドを形成し、
前記スレッドを、低融点繊維またはスレッドを加えるところの合糸または巻繊工程に通し、
混合スレッドを形成するために紡糸し、
前記混合スレッドを、前記低融点繊維またはスレッドを溶融させるに十分な温度以上に加熱し、
加熱後、前記混合スレッドをカーペット裏地にタフトし、タフテッドカーペットを形成し、及び
前記タフテッドカーペット上に画像を捺染する
方法により調製されるカーペット。
【請求項32】
繊維混合物を形成し、
前記繊維混合物を、低融点繊維を前記繊維混合物に加え、混合スレッドを形成するところのリング精紡工程に通し、
前記混合スレッドを、前記低融点繊維を溶融させるに十分な温度以上に加熱し、
前記混合スレッドをカーペット裏地にタフトし、タフテッドカーペットを形成し、及び
前記タフテッドカーペット上に画像を捺染する
方法により調製されるカーペット。
【請求項33】
低融点繊維と高融点繊維を含む混合繊維を形成する工程、
前記混合繊維のスレッドを形成する工程、
前記スレッドを、前記低融点繊維を溶融させるに十分な温度以上に加熱する工程、
前記スレッドを、カーペット裏地にタフトし、タフテッドカーペットを形成する工程、及び
液流染色機を用いて、前記タフテッドカーペット上に画像を捺染する工程
を包含する液流染色により模様付けされたカーペットの形成方法。
【請求項34】
模様付けされたカーペットにおいて、第1の繊維成分、及び前記第1の繊維成分よりもより低い融点を有する少なくとも1つの第2の繊維成分を有するカーペット糸であって、前記カーペット糸が模様付け前に前記第2の繊維成分の少なくとも一部を溶融させるに十分に加熱されたことを包含する改善。
【図1A】


【図1B】
【図2A】
【図2B】

【図3A】
【図3B】
【図3C】

【図3D】
【図4】
【図5】
【図6】
【図7】

【図8】
【図9】

【図1B】
【図2A】
【図2B】
【図3A】
【図3B】
【図3C】
【図3D】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公表番号】特表2006−512177(P2006−512177A)
【公表日】平成18年4月13日(2006.4.13)
【国際特許分類】
【出願番号】特願2005−508580(P2005−508580)
【出願日】平成15年12月12日(2003.12.12)
【国際出願番号】PCT/US2003/039626
【国際公開番号】WO2004/061189
【国際公開日】平成16年7月22日(2004.7.22)
【出願人】(599060788)ミリケン・アンド・カンパニー (65)
【氏名又は名称原語表記】Milliken & Company
【Fターム(参考)】
【公表日】平成18年4月13日(2006.4.13)
【国際特許分類】
【出願日】平成15年12月12日(2003.12.12)
【国際出願番号】PCT/US2003/039626
【国際公開番号】WO2004/061189
【国際公開日】平成16年7月22日(2004.7.22)
【出願人】(599060788)ミリケン・アンド・カンパニー (65)
【氏名又は名称原語表記】Milliken & Company
【Fターム(参考)】
[ Back to top ]