
炉又は容器の付着物除去装置及び方法

【課題】電気炉等の炉の付着物を自動的に除去することができ、しかも付着物を確実にかつ均一に除去できる付着物除去装置を提供する。
【解決手段】本発明の付着物除去装置は、有底筒形状の炉1の底面に付着した付着物を削るためのロータ8、及び炉1の側壁に付着した付着物を掻き取るためのレーキ9が取り付けられるアーム4と、アーム4を炉1の軸線方向に移動させる軸線方向移動機構5と、アーム4を炉1の半径方向に移動させる半径方向移動機構6と、アーム4を炉1の周方向に旋回させる旋回機構7と、を備える。アーム4にロータ8及びレーキ9を取り付け、ロータ8で炉1の底面の付着物を削り、レーキ9で炉1の側壁の付着物を掻き取ることで、炉1の付着物を均一に且つ確実に除去できる。
【解決手段】本発明の付着物除去装置は、有底筒形状の炉1の底面に付着した付着物を削るためのロータ8、及び炉1の側壁に付着した付着物を掻き取るためのレーキ9が取り付けられるアーム4と、アーム4を炉1の軸線方向に移動させる軸線方向移動機構5と、アーム4を炉1の半径方向に移動させる半径方向移動機構6と、アーム4を炉1の周方向に旋回させる旋回機構7と、を備える。アーム4にロータ8及びレーキ9を取り付け、ロータ8で炉1の底面の付着物を削り、レーキ9で炉1の側壁の付着物を掻き取ることで、炉1の付着物を均一に且つ確実に除去できる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電気炉、転炉等の炉、又は溶融金属を貯留する取鍋等の容器に付着する付着物を除去するための炉又は容器の付着物除去装置及び方法に関する。
【背景技術】
【0002】
銅合金等の合金は電気炉で精錬される。電気炉で溶解した銅合金を回収するとき、電気炉を横向きに傾け、銅合金を取鍋等に出湯する。出湯後の電気炉には、滓、地金等が付着する。電気炉に付着物が堆積すると、電気炉の容積が減少したり、耐火物が痛んだりするので、出湯後に毎回、付着物の除去作業が行われる。
【0003】
従来、電気炉内の付着物を除去する作業は、治具を使用した手作業により行われていた。治具は、パイプの先端にプレートを溶接したもので、レーキと呼ばれる。手作業の工程は以下のとおりである。電気炉を直立状態にした状態で、炉蓋の孔から治具を炉内に挿入し、治具にて炉壁部分の付着物を掻き落とす。その後、電気炉を水平に傾け、炉蓋を開ける。作業台を電気炉の前に移動し、電気炉からの輻射熱を遮断する遮蔽板を介して治具を電気炉内に挿入する。治具の先端で炉底部分の付着物を突付き、炉底の付着物を落とす。その後、治具により掻き取られた付着物を炉外に掻き出す。
【0004】
しかし、人手による作業は、出湯直後の炉内温度が高い状態での作業であり、労力も必要であるので、きつい、汚い、危険な所謂3Kと呼ばれる作業になる。また、付着物の除去を完全にはできない、特に炉のサイズが大きいと、炉底の付着物を除去できないという問題もあった。
【0005】
自動的に付着物を除去する装置として、特許文献1には、炉の上方に梁を配置し、梁に旋回可能なアクチュエータを据え付け、アクチュエータの先端にブレーカを取り付けた付着物除去装置が開示されている。炉の付着物は、ブレーカによって破砕され、除去される。
【0006】
特許文献2には、油圧ショベルのアームの先端に回転ドラムを取り付け、回転ドラムを付着物に押し付けながら、回転ドラムで取鍋等の容器の付着物を削る付着物除去装置が開示されている。容器の付着物は、回転ドラムの外周面の刃によって切削される。
【特許文献1】特開平11−230680号公報
【特許文献2】特開2001−98311号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
しかし、特許文献1に記載のように、ブレーカで付着物を破砕すると、軟らかい電気炉の炉壁煉瓦を傷めるおそれがある。
【0008】
特許文献2に記載の発明のように、容器の底面及び側壁を一つの回転ドラムで切削しようとしても、底面と側壁とで付着物を均一に除去することができないし、作業の効率も悪くなるおそれがある。
【0009】
そこで本発明は、電気炉等の炉や、取鍋等の容器の付着物を自動的に除去することができ、しかも付着物を確実にかつ均一に除去できる炉又は容器の付着物除去装置及び方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
上記課題を解決するために、請求項1に記載の発明は、有底筒形状の炉又は容器の底面に付着した付着物を削るためのロータ、及び前記炉又は前記容器の側壁に付着した付着物を掻き取るためのレーキが取り付けられるアームと、前記アームを前記炉又は前記容器の軸線方向に移動させる軸線方向移動機構と、前記アームを前記炉又は前記容器の半径方向に移動させる半径方向移動機構と、前記アームを前記炉又は前記容器の周方向に旋回させる旋回機構と、を備える炉又は容器の付着物除去装置である。
【0011】
請求項2に記載の発明は、請求項1に記載の炉又は容器の付着物除去装置において、前記軸線方向移動機構が前記炉又は前記容器の付着物に前記ロータを接触させ、前記旋回機構が前記ロータを周方向に旋回することによって、前記底面の付着物が削られることを特徴とする。
【0012】
請求項3に記載の発明は、請求項1又は2に記載の炉又は容器の付着物除去装置において、前記炉又は前記容器は、側壁と底面との交差部分にテーパ部を有し、前記軸線方向移動機構が前記ロータを前記テーパ部まで移動し、前記半径方向移動機構が前記テーパ部の付着物に前記ロータを接触させ、前記旋回機構が前記ロータを周方向に旋回することによって、前記テーパ部の付着物が削られることを特徴とする。
【0013】
請求項4に記載の発明は、請求項1ないし3のいずれかに記載の炉又は容器の付着物除去装置において、前記旋回機構が前記炉又は前記容器の側壁に対する前記レーキの周方向の位置を位置決めし、前記半径方向移動機構が前記炉又は前記容器の側壁の付着物に前記レーキを接触させ、前記軸線方向移動機構が前記レーキを前記炉又は前記容器の軸線方向に移動することによって、前記側壁の付着物が掻き取られ、又は掻き取られ若しくは削られた付着物が前記炉の外又は前記容器の外に掻き出されることを特徴とする。
【0014】
請求項5に記載の発明は、請求項1ないし4のいずれかに記載の炉又は容器の付着物除去装置において、一列に並べられる複数の前記炉又は前記容器の列方向に前記アームを移動させ、各炉又は各容器の前に前記アームを位置決めする列方向移動機構を備えることを特徴とする。
【0015】
請求項6に記載の発明は、請求項1ないし5のいずれかに記載の炉又は容器の付着物除去装置において、前記炉の外又は前記容器の外に掻き出された付着物を回収するシュートと、前記シュートによって回収された付着物を溜めるボックスと、前記ボックスを炉又は容器の付着物除去装置から搬出するボックス台車と、を備えることを特徴とする。
【0016】
請求項7に記載の発明は、請求項1ないし6のいずれかに記載の炉又は容器の付着物除去装置において、前記ロータは、径の異なる複数枚の略円盤状の刃が、側面形状がテーパになるように、かつ側面に螺旋状の側面刃及び螺旋状の逃げ溝が形成されるように積層されたロータ本体と、ロータ本体の細径側の端面に取り付けられた前面刃と、を備え、前記ロータの前記側面刃が、前記炉又は前記容器の側壁と底面との交差部分のテーパ部の付着物を削ることができ、前記ロータの前記前面刃が、前記炉又は前記容器の底面の付着物を削ることができることを特徴とする。
【0017】
請求項8に記載の発明は、有底筒形状の炉又は容器を軸線が水平方向を向くように傾ける傾動工程と、前記炉又は前記容器に、前記炉又は前記容器の底面に付着した付着物を削るためのロータ、及び前記炉又は前記容器の側壁に付着した付着物を掻き取るためのレーキが取り付けられるアームを挿入する工程と、前記炉又は前記容器の側壁の付着物に前記レーキを接触させ、前記レーキを前記炉又は前記容器の軸線方向に移動することによって、前記側壁の付着物を掻き取る掻き取り工程と、前記炉又は前記容器の底面の付着物に前記ロータを接触させ、前記ロータを周方向に旋回することによって、前記底面の付着物を削る炉底切削工程と、を備える炉又は容器の付着物除去方法である。
【0018】
請求項9に記載の発明は、請求項8に記載の炉又は容器の付着物除去方法において、前記炉又は前記容器の側壁と底面との交差部分のテーパ部まで前記ロータを移動し、前記テーパ部の付着物に前記ロータを接触させ、前記ロータを周方向に旋回することによって、前記テーパ部の付着物を削るテーパ部切削工程を備えることを特徴とする。
【0019】
請求項10に記載の発明は、請求項8又は9に記載の炉又は容器の付着物除去方法において、前記炉又は前記容器の側壁の、掻き取られ若しくは削られた付着物に、前記レーキを接触させ、前記レーキを前記炉又は前記容器の軸線方向に移動することによって、掻き取られ若しくは削られた付着物を前記炉の外又は前記容器の外に掻き出す掻き出し工程を備えることを特徴とする。
【0020】
請求項11に記載の発明は、請求項8ないし10のいずれかに記載の炉又は容器の付着物除去方法において、前記掻き取り工程の前に、前記炉又は前記容器の側壁の溶融状態の付着物に前記レーキを接触させ、前記レーキを前記炉又は前記容器の軸線方向に移動することによって、前記側壁の溶融状態の付着物を前記炉の外又は前記容器の外に掻き出す掻き出し工程を備えることを特徴とする。
【発明の効果】
【0021】
アームにロータ及びレーキを取り付け、ロータで炉又は容器の底面の付着物を削り、レーキで炉又は容器の側壁の付着物を掻き取ることで、炉又は容器の付着物を均一に且つ確実に除去できる。
【発明を実施するための最良の形態】
【0022】
以下添付図面に基づいて、本発明の一実施形態における炉又は容器の付着物除去装置を詳細に説明する。図1は、付着物除去装置が据え付けられる工場の平面図を示す。銅合金等を溶解し、溶解した銅合金等を出湯した電気炉1には、滓や地金等の付着物が付着する。付着物除去装置2は、電気炉に付着した滓や地金等の付着物を除去する。
【0023】
工場には、複数の容量の異なる電気炉1が一列に並べられる。電気炉1の前には、二本の平行なレール3が配置される。付着物除去装置2は、二本のレール3に沿って電気炉1の列方向に移動し、除去対象となる電気炉1の前に停止する。
【0024】
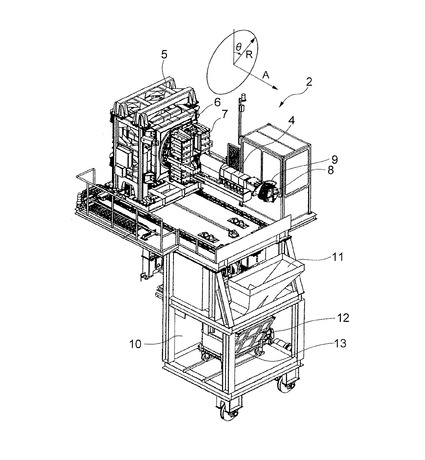
図2は、付着物除去装置2の斜視図を示す。付着物除去装置2が付着物を除去するとき、有底円筒形状の電気炉1は軸線が水平方向を向くように傾けられる(図6参照)。このため、アーム4の伸びる方向を電気炉1(以下単に炉という)の軸線方向Aとし、炉1の半径方向をRとし、炉の周方向をθとする。
【0025】
付着物除去装置2は、アーム4を各炉1の前に移動させる列方向移動機構である横行台車10と、アーム4を炉1の軸線方向Aに移動させ、炉1の中に出し入れする軸線方向移動機構である走行台車5と、アーム4を炉1の半径方向Rに移動させ、炉1の高さに位置合わせする半径方向移動機構である昇降フレーム6と、アーム4を各炉1の内径に合わせて周方向θに旋回させる旋回機構である旋回フレーム7と、を備える。
【0026】
アーム4の先端には、炉1の底面の付着物を削るためのロータ8が取り付けられる。ロータ8の手前には、炉1の側壁の付着物を掻き取るための半円の板状のレーキ9が取り付けられる。このレーキ9は掻き取られ、若しくは削られた付着物を炉1の外に掻き出す役割も持つ。
【0027】
アーム4内には、ロータ8に交差される回転軸が設けられる。昇降フレーム6には、回転軸を回転するモータが設けられる。ロータ8は、モータによって回転駆動される。レーキ9は、アーム4に取り付けられていて、ロータ8と共に回転することはない。
【0028】
炉1の外に掻き出された付着物は、シュート11に受けられる。シュート11によって回収された付着物は、ボックス12に溜められる。ボックス12は、横行台車10からボックス12を搬出するボックス台車13に載せられる。ボックス台車13は、横行台車10からステージ14(図1参照)にボックス12を搬送する。ステージ14まで搬送されたボックスは、天井クレーンによって工場の外に排出される。
【0029】
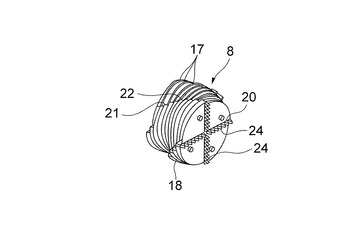
図3は、ロータ8の詳細図を示す。ロータ8は、径の異なる複数枚の略円盤状の刃17を側面形状がテーパになるように積層してなるロータ本体18と、ロータ本体18の細径側の端面に取り付けられる前面刃20と、を有する。ロータ8の側面には、螺旋状の側面刃21が形成されると共に、螺旋状の逃げ溝22が形成される。側面刃21で切削された付着物は、スクリューの原理によって螺旋状の逃げ溝22を通って後方に排出される。複数枚の略円盤状の刃17を積層することで、ロータ8の製造が容易になったり、コストを低減できる。
【0030】
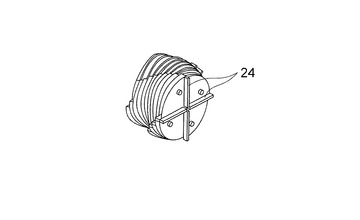
前面刃20は、十文字状に形成され、ロータ本体18の端面の略中心から半径方向に伸びる。この実施形態では、前面刃20は、四枚の切刃24から構成される。各切刃24は鋸形状の鋸刃であってもよいし、図4に示されるようなストレート形状の一枚刃であってもよい。切刃24は四枚に限られず、六枚であってもよい。
【0031】
以下に付着物除去装置による除去方法を説明する。
(1)装置移動
図1に示されるように、横行台車10の走行により、待機位置(使用していない炉1の位置)から除去する炉1の前に付着物除去装置2を移動させる(図5参照)。位置検出スイッチが所定の炉1の前に移動したことを検出すると、制御装置が横行台車10を停止させる。その後、位置決めピン26を工場の基礎の位置決め凹部27に挿入し、横行台車10基礎に固定する(図6参照)。
【0032】
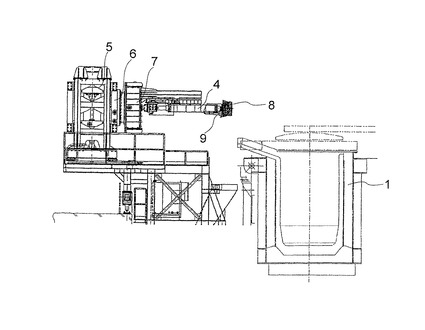
(2)炉傾動
図6に示されるように、炉1の炉蓋を全開にし、炉1の軸線が水平を向くように炉1を90度傾動する。
【0033】
(3)炉心高さ合わせ
図6に示されるように、昇降フレーム6を原点である上限の位置から炉1の軸線の高さに合わせる。
【0034】
(4)炉内進入
図6に示されるように、走行台車5を前進させ、アーム4(ロータ8及びレーキ9を含む)を炉1内に入れる。
【0035】
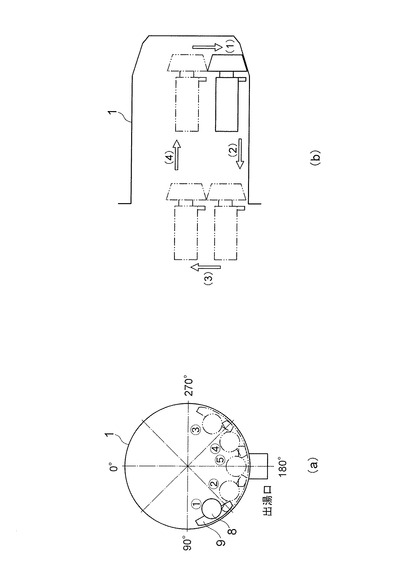
(5)第一工程(掻き出し工程)
炉1を傾けて溶融した銅合金を出湯しても、銅合金は完全には排出されない。炉1内には溶融した地金が残る。溶融状態の地金を固まる前に除去するために、図7に示されるように、炉1の側壁の下側になる120°〜240°の範囲の掻き出しが行われる。
【0036】
まず、旋回フレーム7がレーキ9を約120°の位置になるように旋回させる。昇降フレーム6が炉1の半径に合わせてアーム4をリフトダウンさせ((1))、レーキ9を炉1の内壁に接触させる。そのまま走行台車5を後退させ、付着物を炉1の外へ掻き出す((2))。
【0037】
再び昇降フレーム6がアーム4をリフトアップし((3))、レーキ9を炉1の側壁から離す。そして、走行台車5を前進させ、アーム4を炉1内に入れる((4))。次に、旋回フレーム7がアーム4を約150度の位置に旋回させる。昇降フレーム6がアーム4をリフトダウンさせて、レーキ9を炉1の内壁に接触させる((1))。そのまま、走行台車5を後退させ、付着物を掻き出す。
【0038】
側壁の120°〜240°の範囲を30°〜45°ピッチでアーム4を旋回させ、この動作を繰り返す。旋回の順番は、120°→150°→240°→210°→180°である。
【0039】
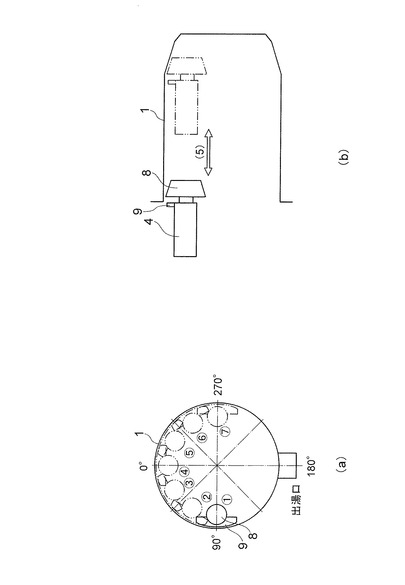
(6)第二工程(掻き取り工程)
この掻き取り工程では、図8に示されるように、炉1の側壁の上半分(240°〜120°)の範囲に付着した付着物を掻き取る。
【0040】
まず、旋回フレーム7がレーキ9を約90°の位置になるように旋回させる。次に、昇降フレーム6がアーム4を炉1の半径に合わせてリフトアップさせて、レーキ9を炉1の内壁に接触させる。そのまま、走行台車5を後退させ、付着物を掻き落とす((5))。
【0041】
次に、アーム4のリフトダウンはそのままで、旋回フレーム7がレーキ9を約60°の位置になるように旋回させる。その後、走行台車5を前進させ、付着物を掻き落とす。
【0042】
側壁の240°〜120°の範囲を30〜45°ピッチでアーム4を旋回させ、この動作を繰り返す。
【0043】
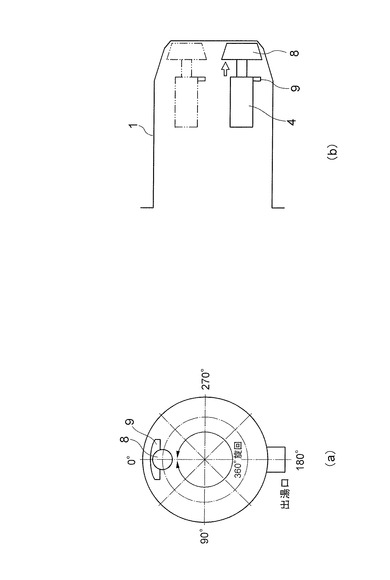
(7)第三工程(テーパ部切削)
図9に示されるように、まず、炉1の側壁と底面との交差部分には、テーパ部1aが形成される。炉1の側壁の付着物はレーキ9で掻き取られる。炉1の底面の付着物は、ロータ8の前面刃20によって切削される。テーパ部1aの付着物は、レーキ9で掻き取ったり、ロータ8の前面刃20で切削したりするのは困難である。このため、ロータ8の側面刃21で切削する。
【0044】
図9に示されるように、まず、走行台車5がロータ8をテーパ部1aの位置まで前進させる。次に、旋回フレーム7がレーキ9を0°の位置に旋回させる。そして、昇降フレーム6がアーム4をリフトダウンさせてロータ8を炉1の内壁(テーパ部1a)に接触させる。ロータ8を回転させたまま、旋回フレーム7を0〜360°まで旋回させて、テーパ部1aの付着物を切削する。図10に示されるように、ロータ8の軸線方向の位置を変えた2回程度の切削でテーパ部全体の切削が可能になる。
【0045】
(8)第四工程(炉底切削)
炉1の底面の付着物の切削は、ロータ8の前面刃20によって行われる。
【0046】
まず、走行台車5がロータ8を前進限まで前進させる。昇降フレーム6がアーム4をリフトアップさせ、ロータ8の中心を炉1の軸線に合わせる。次に、旋回フレーム7がレーキ9を0°の位置に旋回させ、ロータ8を回転させたまま、ロータ8をフィードし、炉1の底面の中心を切削する。
【0047】
その後、昇降フレーム6によるアーム4のリフトダウンにより、ロータ8を炉1の底面の外周に合わせる。旋回フレーム7がロータ8を旋回させて、炉1の底面の外周を切削する。この工程は、炉1の内径により、底面の中心と外周の2回切削で完了する場合と、中間を追加して3回の切削で完了する場合とがある。
【0048】
(9)第五工程(掻き出し工程)
掻き取り工程で掻き取られ、またテーパ部・炉底切削工程で切削された付着物は、炉1内に堆積する。この掻き出し工程では、第一工程の掻き取り工程と同一の動作を行い、炉1内に堆積した付着物を炉1の外に掻き出す。
【0049】
(10)炉外退去
走行台車5を後退させ、アーム4(レーキ9及びロータ8を含む)を炉1の外に出す。
【0050】
(11)原点復帰
昇降フレーム6を上限の原点に戻す。
【0051】
(12)電気炉傾動
炉1を0°に傾動し、炉1の軸線を垂直にする。そして、炉1の炉蓋を全閉にする。
【0052】
(13)装置移動
横行台車10を固定しているピンを抜き、付着物を除去した炉1から横行台車10の走行により、待機位置に装置を移動する。位置検出スイッチが待機位置までに移動を検出したら横行台車10を停止する。
【0053】
なお、本発明は上記実施形態に限られることはなく、本発明の要旨を変更しない範囲で様々な実施形態に変更可能である。例えば、本発明は電気炉に限られることはなく、転炉や、取鍋等の容器の付着物の除去に適用することができる。
【実施例】
【0054】
付着物除去装置を用いて、電気炉の付着物を除去したところ、電気炉内の付着物が確実に且つ均一に除去できた。また、従来の人手による除去作業が30〜45分かかっていたのに比べて、時間を15〜20分に短縮できた。さらに、従来の人手による除去作業の作業者が7〜8人必要であったのに比べて、2人に低減できた。作業者は、炉からの輻射熱を受けることもなく、また労力も必要なく、安全に作業ができた。
【図面の簡単な説明】
【0055】
【図1】本発明の一実施形態の付着物除去装置が据え付けられる工場の平面図
【図2】上記付着物除去装置の斜視図
【図3】ロータの詳細図
【図4】他の例のロータの斜視図
【図5】付着物除去装置の側面図(炉の前に移動した状態)
【図6】付着物除去装置の側面図(90°傾けた炉にアームを挿入した状態)
【図7】掻き出し工程を示す図(図中(a)は炉の平面図を示し、(b)は炉の断面図を示す)
【図8】掻き取り工程を示す図(図中(a)は炉の平面図を示し、(b)は炉の断面図を示す)
【図9】テーパ部切削工程を示す図(図中(a)は炉の平面図を示し、(b)は炉の断面図を示す)
【図10】ロータ移動後のテーパ部切削工程を示す図(図中(a)は炉の平面図を示し、(b)は炉の断面図を示す)
【符号の説明】
【0056】
1…電気炉(炉又は容器)
1a…テーパ部
2…付着物除去装置
4…アーム
5…走行台車(軸線方向移動機構)
6…昇降フレーム(半径方向移動機構)
7…旋回フレーム(旋回機構)
8…ロータ
9…レーキ
10…横行台車(列方向移動機構)
11…シュート
12…ボックス
13…ボックス台車
17…円盤状の刃
18…ロータ本体
20…前面刃
21…側面刃
22…逃げ溝
A…軸線方向
R…半径方向
θ…周方向
【技術分野】
【0001】
本発明は、電気炉、転炉等の炉、又は溶融金属を貯留する取鍋等の容器に付着する付着物を除去するための炉又は容器の付着物除去装置及び方法に関する。
【背景技術】
【0002】
銅合金等の合金は電気炉で精錬される。電気炉で溶解した銅合金を回収するとき、電気炉を横向きに傾け、銅合金を取鍋等に出湯する。出湯後の電気炉には、滓、地金等が付着する。電気炉に付着物が堆積すると、電気炉の容積が減少したり、耐火物が痛んだりするので、出湯後に毎回、付着物の除去作業が行われる。
【0003】
従来、電気炉内の付着物を除去する作業は、治具を使用した手作業により行われていた。治具は、パイプの先端にプレートを溶接したもので、レーキと呼ばれる。手作業の工程は以下のとおりである。電気炉を直立状態にした状態で、炉蓋の孔から治具を炉内に挿入し、治具にて炉壁部分の付着物を掻き落とす。その後、電気炉を水平に傾け、炉蓋を開ける。作業台を電気炉の前に移動し、電気炉からの輻射熱を遮断する遮蔽板を介して治具を電気炉内に挿入する。治具の先端で炉底部分の付着物を突付き、炉底の付着物を落とす。その後、治具により掻き取られた付着物を炉外に掻き出す。
【0004】
しかし、人手による作業は、出湯直後の炉内温度が高い状態での作業であり、労力も必要であるので、きつい、汚い、危険な所謂3Kと呼ばれる作業になる。また、付着物の除去を完全にはできない、特に炉のサイズが大きいと、炉底の付着物を除去できないという問題もあった。
【0005】
自動的に付着物を除去する装置として、特許文献1には、炉の上方に梁を配置し、梁に旋回可能なアクチュエータを据え付け、アクチュエータの先端にブレーカを取り付けた付着物除去装置が開示されている。炉の付着物は、ブレーカによって破砕され、除去される。
【0006】
特許文献2には、油圧ショベルのアームの先端に回転ドラムを取り付け、回転ドラムを付着物に押し付けながら、回転ドラムで取鍋等の容器の付着物を削る付着物除去装置が開示されている。容器の付着物は、回転ドラムの外周面の刃によって切削される。
【特許文献1】特開平11−230680号公報
【特許文献2】特開2001−98311号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
しかし、特許文献1に記載のように、ブレーカで付着物を破砕すると、軟らかい電気炉の炉壁煉瓦を傷めるおそれがある。
【0008】
特許文献2に記載の発明のように、容器の底面及び側壁を一つの回転ドラムで切削しようとしても、底面と側壁とで付着物を均一に除去することができないし、作業の効率も悪くなるおそれがある。
【0009】
そこで本発明は、電気炉等の炉や、取鍋等の容器の付着物を自動的に除去することができ、しかも付着物を確実にかつ均一に除去できる炉又は容器の付着物除去装置及び方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
上記課題を解決するために、請求項1に記載の発明は、有底筒形状の炉又は容器の底面に付着した付着物を削るためのロータ、及び前記炉又は前記容器の側壁に付着した付着物を掻き取るためのレーキが取り付けられるアームと、前記アームを前記炉又は前記容器の軸線方向に移動させる軸線方向移動機構と、前記アームを前記炉又は前記容器の半径方向に移動させる半径方向移動機構と、前記アームを前記炉又は前記容器の周方向に旋回させる旋回機構と、を備える炉又は容器の付着物除去装置である。
【0011】
請求項2に記載の発明は、請求項1に記載の炉又は容器の付着物除去装置において、前記軸線方向移動機構が前記炉又は前記容器の付着物に前記ロータを接触させ、前記旋回機構が前記ロータを周方向に旋回することによって、前記底面の付着物が削られることを特徴とする。
【0012】
請求項3に記載の発明は、請求項1又は2に記載の炉又は容器の付着物除去装置において、前記炉又は前記容器は、側壁と底面との交差部分にテーパ部を有し、前記軸線方向移動機構が前記ロータを前記テーパ部まで移動し、前記半径方向移動機構が前記テーパ部の付着物に前記ロータを接触させ、前記旋回機構が前記ロータを周方向に旋回することによって、前記テーパ部の付着物が削られることを特徴とする。
【0013】
請求項4に記載の発明は、請求項1ないし3のいずれかに記載の炉又は容器の付着物除去装置において、前記旋回機構が前記炉又は前記容器の側壁に対する前記レーキの周方向の位置を位置決めし、前記半径方向移動機構が前記炉又は前記容器の側壁の付着物に前記レーキを接触させ、前記軸線方向移動機構が前記レーキを前記炉又は前記容器の軸線方向に移動することによって、前記側壁の付着物が掻き取られ、又は掻き取られ若しくは削られた付着物が前記炉の外又は前記容器の外に掻き出されることを特徴とする。
【0014】
請求項5に記載の発明は、請求項1ないし4のいずれかに記載の炉又は容器の付着物除去装置において、一列に並べられる複数の前記炉又は前記容器の列方向に前記アームを移動させ、各炉又は各容器の前に前記アームを位置決めする列方向移動機構を備えることを特徴とする。
【0015】
請求項6に記載の発明は、請求項1ないし5のいずれかに記載の炉又は容器の付着物除去装置において、前記炉の外又は前記容器の外に掻き出された付着物を回収するシュートと、前記シュートによって回収された付着物を溜めるボックスと、前記ボックスを炉又は容器の付着物除去装置から搬出するボックス台車と、を備えることを特徴とする。
【0016】
請求項7に記載の発明は、請求項1ないし6のいずれかに記載の炉又は容器の付着物除去装置において、前記ロータは、径の異なる複数枚の略円盤状の刃が、側面形状がテーパになるように、かつ側面に螺旋状の側面刃及び螺旋状の逃げ溝が形成されるように積層されたロータ本体と、ロータ本体の細径側の端面に取り付けられた前面刃と、を備え、前記ロータの前記側面刃が、前記炉又は前記容器の側壁と底面との交差部分のテーパ部の付着物を削ることができ、前記ロータの前記前面刃が、前記炉又は前記容器の底面の付着物を削ることができることを特徴とする。
【0017】
請求項8に記載の発明は、有底筒形状の炉又は容器を軸線が水平方向を向くように傾ける傾動工程と、前記炉又は前記容器に、前記炉又は前記容器の底面に付着した付着物を削るためのロータ、及び前記炉又は前記容器の側壁に付着した付着物を掻き取るためのレーキが取り付けられるアームを挿入する工程と、前記炉又は前記容器の側壁の付着物に前記レーキを接触させ、前記レーキを前記炉又は前記容器の軸線方向に移動することによって、前記側壁の付着物を掻き取る掻き取り工程と、前記炉又は前記容器の底面の付着物に前記ロータを接触させ、前記ロータを周方向に旋回することによって、前記底面の付着物を削る炉底切削工程と、を備える炉又は容器の付着物除去方法である。
【0018】
請求項9に記載の発明は、請求項8に記載の炉又は容器の付着物除去方法において、前記炉又は前記容器の側壁と底面との交差部分のテーパ部まで前記ロータを移動し、前記テーパ部の付着物に前記ロータを接触させ、前記ロータを周方向に旋回することによって、前記テーパ部の付着物を削るテーパ部切削工程を備えることを特徴とする。
【0019】
請求項10に記載の発明は、請求項8又は9に記載の炉又は容器の付着物除去方法において、前記炉又は前記容器の側壁の、掻き取られ若しくは削られた付着物に、前記レーキを接触させ、前記レーキを前記炉又は前記容器の軸線方向に移動することによって、掻き取られ若しくは削られた付着物を前記炉の外又は前記容器の外に掻き出す掻き出し工程を備えることを特徴とする。
【0020】
請求項11に記載の発明は、請求項8ないし10のいずれかに記載の炉又は容器の付着物除去方法において、前記掻き取り工程の前に、前記炉又は前記容器の側壁の溶融状態の付着物に前記レーキを接触させ、前記レーキを前記炉又は前記容器の軸線方向に移動することによって、前記側壁の溶融状態の付着物を前記炉の外又は前記容器の外に掻き出す掻き出し工程を備えることを特徴とする。
【発明の効果】
【0021】
アームにロータ及びレーキを取り付け、ロータで炉又は容器の底面の付着物を削り、レーキで炉又は容器の側壁の付着物を掻き取ることで、炉又は容器の付着物を均一に且つ確実に除去できる。
【発明を実施するための最良の形態】
【0022】
以下添付図面に基づいて、本発明の一実施形態における炉又は容器の付着物除去装置を詳細に説明する。図1は、付着物除去装置が据え付けられる工場の平面図を示す。銅合金等を溶解し、溶解した銅合金等を出湯した電気炉1には、滓や地金等の付着物が付着する。付着物除去装置2は、電気炉に付着した滓や地金等の付着物を除去する。
【0023】
工場には、複数の容量の異なる電気炉1が一列に並べられる。電気炉1の前には、二本の平行なレール3が配置される。付着物除去装置2は、二本のレール3に沿って電気炉1の列方向に移動し、除去対象となる電気炉1の前に停止する。
【0024】
図2は、付着物除去装置2の斜視図を示す。付着物除去装置2が付着物を除去するとき、有底円筒形状の電気炉1は軸線が水平方向を向くように傾けられる(図6参照)。このため、アーム4の伸びる方向を電気炉1(以下単に炉という)の軸線方向Aとし、炉1の半径方向をRとし、炉の周方向をθとする。
【0025】
付着物除去装置2は、アーム4を各炉1の前に移動させる列方向移動機構である横行台車10と、アーム4を炉1の軸線方向Aに移動させ、炉1の中に出し入れする軸線方向移動機構である走行台車5と、アーム4を炉1の半径方向Rに移動させ、炉1の高さに位置合わせする半径方向移動機構である昇降フレーム6と、アーム4を各炉1の内径に合わせて周方向θに旋回させる旋回機構である旋回フレーム7と、を備える。
【0026】
アーム4の先端には、炉1の底面の付着物を削るためのロータ8が取り付けられる。ロータ8の手前には、炉1の側壁の付着物を掻き取るための半円の板状のレーキ9が取り付けられる。このレーキ9は掻き取られ、若しくは削られた付着物を炉1の外に掻き出す役割も持つ。
【0027】
アーム4内には、ロータ8に交差される回転軸が設けられる。昇降フレーム6には、回転軸を回転するモータが設けられる。ロータ8は、モータによって回転駆動される。レーキ9は、アーム4に取り付けられていて、ロータ8と共に回転することはない。
【0028】
炉1の外に掻き出された付着物は、シュート11に受けられる。シュート11によって回収された付着物は、ボックス12に溜められる。ボックス12は、横行台車10からボックス12を搬出するボックス台車13に載せられる。ボックス台車13は、横行台車10からステージ14(図1参照)にボックス12を搬送する。ステージ14まで搬送されたボックスは、天井クレーンによって工場の外に排出される。
【0029】
図3は、ロータ8の詳細図を示す。ロータ8は、径の異なる複数枚の略円盤状の刃17を側面形状がテーパになるように積層してなるロータ本体18と、ロータ本体18の細径側の端面に取り付けられる前面刃20と、を有する。ロータ8の側面には、螺旋状の側面刃21が形成されると共に、螺旋状の逃げ溝22が形成される。側面刃21で切削された付着物は、スクリューの原理によって螺旋状の逃げ溝22を通って後方に排出される。複数枚の略円盤状の刃17を積層することで、ロータ8の製造が容易になったり、コストを低減できる。
【0030】
前面刃20は、十文字状に形成され、ロータ本体18の端面の略中心から半径方向に伸びる。この実施形態では、前面刃20は、四枚の切刃24から構成される。各切刃24は鋸形状の鋸刃であってもよいし、図4に示されるようなストレート形状の一枚刃であってもよい。切刃24は四枚に限られず、六枚であってもよい。
【0031】
以下に付着物除去装置による除去方法を説明する。
(1)装置移動
図1に示されるように、横行台車10の走行により、待機位置(使用していない炉1の位置)から除去する炉1の前に付着物除去装置2を移動させる(図5参照)。位置検出スイッチが所定の炉1の前に移動したことを検出すると、制御装置が横行台車10を停止させる。その後、位置決めピン26を工場の基礎の位置決め凹部27に挿入し、横行台車10基礎に固定する(図6参照)。
【0032】
(2)炉傾動
図6に示されるように、炉1の炉蓋を全開にし、炉1の軸線が水平を向くように炉1を90度傾動する。
【0033】
(3)炉心高さ合わせ
図6に示されるように、昇降フレーム6を原点である上限の位置から炉1の軸線の高さに合わせる。
【0034】
(4)炉内進入
図6に示されるように、走行台車5を前進させ、アーム4(ロータ8及びレーキ9を含む)を炉1内に入れる。
【0035】
(5)第一工程(掻き出し工程)
炉1を傾けて溶融した銅合金を出湯しても、銅合金は完全には排出されない。炉1内には溶融した地金が残る。溶融状態の地金を固まる前に除去するために、図7に示されるように、炉1の側壁の下側になる120°〜240°の範囲の掻き出しが行われる。
【0036】
まず、旋回フレーム7がレーキ9を約120°の位置になるように旋回させる。昇降フレーム6が炉1の半径に合わせてアーム4をリフトダウンさせ((1))、レーキ9を炉1の内壁に接触させる。そのまま走行台車5を後退させ、付着物を炉1の外へ掻き出す((2))。
【0037】
再び昇降フレーム6がアーム4をリフトアップし((3))、レーキ9を炉1の側壁から離す。そして、走行台車5を前進させ、アーム4を炉1内に入れる((4))。次に、旋回フレーム7がアーム4を約150度の位置に旋回させる。昇降フレーム6がアーム4をリフトダウンさせて、レーキ9を炉1の内壁に接触させる((1))。そのまま、走行台車5を後退させ、付着物を掻き出す。
【0038】
側壁の120°〜240°の範囲を30°〜45°ピッチでアーム4を旋回させ、この動作を繰り返す。旋回の順番は、120°→150°→240°→210°→180°である。
【0039】
(6)第二工程(掻き取り工程)
この掻き取り工程では、図8に示されるように、炉1の側壁の上半分(240°〜120°)の範囲に付着した付着物を掻き取る。
【0040】
まず、旋回フレーム7がレーキ9を約90°の位置になるように旋回させる。次に、昇降フレーム6がアーム4を炉1の半径に合わせてリフトアップさせて、レーキ9を炉1の内壁に接触させる。そのまま、走行台車5を後退させ、付着物を掻き落とす((5))。
【0041】
次に、アーム4のリフトダウンはそのままで、旋回フレーム7がレーキ9を約60°の位置になるように旋回させる。その後、走行台車5を前進させ、付着物を掻き落とす。
【0042】
側壁の240°〜120°の範囲を30〜45°ピッチでアーム4を旋回させ、この動作を繰り返す。
【0043】
(7)第三工程(テーパ部切削)
図9に示されるように、まず、炉1の側壁と底面との交差部分には、テーパ部1aが形成される。炉1の側壁の付着物はレーキ9で掻き取られる。炉1の底面の付着物は、ロータ8の前面刃20によって切削される。テーパ部1aの付着物は、レーキ9で掻き取ったり、ロータ8の前面刃20で切削したりするのは困難である。このため、ロータ8の側面刃21で切削する。
【0044】
図9に示されるように、まず、走行台車5がロータ8をテーパ部1aの位置まで前進させる。次に、旋回フレーム7がレーキ9を0°の位置に旋回させる。そして、昇降フレーム6がアーム4をリフトダウンさせてロータ8を炉1の内壁(テーパ部1a)に接触させる。ロータ8を回転させたまま、旋回フレーム7を0〜360°まで旋回させて、テーパ部1aの付着物を切削する。図10に示されるように、ロータ8の軸線方向の位置を変えた2回程度の切削でテーパ部全体の切削が可能になる。
【0045】
(8)第四工程(炉底切削)
炉1の底面の付着物の切削は、ロータ8の前面刃20によって行われる。
【0046】
まず、走行台車5がロータ8を前進限まで前進させる。昇降フレーム6がアーム4をリフトアップさせ、ロータ8の中心を炉1の軸線に合わせる。次に、旋回フレーム7がレーキ9を0°の位置に旋回させ、ロータ8を回転させたまま、ロータ8をフィードし、炉1の底面の中心を切削する。
【0047】
その後、昇降フレーム6によるアーム4のリフトダウンにより、ロータ8を炉1の底面の外周に合わせる。旋回フレーム7がロータ8を旋回させて、炉1の底面の外周を切削する。この工程は、炉1の内径により、底面の中心と外周の2回切削で完了する場合と、中間を追加して3回の切削で完了する場合とがある。
【0048】
(9)第五工程(掻き出し工程)
掻き取り工程で掻き取られ、またテーパ部・炉底切削工程で切削された付着物は、炉1内に堆積する。この掻き出し工程では、第一工程の掻き取り工程と同一の動作を行い、炉1内に堆積した付着物を炉1の外に掻き出す。
【0049】
(10)炉外退去
走行台車5を後退させ、アーム4(レーキ9及びロータ8を含む)を炉1の外に出す。
【0050】
(11)原点復帰
昇降フレーム6を上限の原点に戻す。
【0051】
(12)電気炉傾動
炉1を0°に傾動し、炉1の軸線を垂直にする。そして、炉1の炉蓋を全閉にする。
【0052】
(13)装置移動
横行台車10を固定しているピンを抜き、付着物を除去した炉1から横行台車10の走行により、待機位置に装置を移動する。位置検出スイッチが待機位置までに移動を検出したら横行台車10を停止する。
【0053】
なお、本発明は上記実施形態に限られることはなく、本発明の要旨を変更しない範囲で様々な実施形態に変更可能である。例えば、本発明は電気炉に限られることはなく、転炉や、取鍋等の容器の付着物の除去に適用することができる。
【実施例】
【0054】
付着物除去装置を用いて、電気炉の付着物を除去したところ、電気炉内の付着物が確実に且つ均一に除去できた。また、従来の人手による除去作業が30〜45分かかっていたのに比べて、時間を15〜20分に短縮できた。さらに、従来の人手による除去作業の作業者が7〜8人必要であったのに比べて、2人に低減できた。作業者は、炉からの輻射熱を受けることもなく、また労力も必要なく、安全に作業ができた。
【図面の簡単な説明】
【0055】
【図1】本発明の一実施形態の付着物除去装置が据え付けられる工場の平面図
【図2】上記付着物除去装置の斜視図
【図3】ロータの詳細図
【図4】他の例のロータの斜視図
【図5】付着物除去装置の側面図(炉の前に移動した状態)
【図6】付着物除去装置の側面図(90°傾けた炉にアームを挿入した状態)
【図7】掻き出し工程を示す図(図中(a)は炉の平面図を示し、(b)は炉の断面図を示す)
【図8】掻き取り工程を示す図(図中(a)は炉の平面図を示し、(b)は炉の断面図を示す)
【図9】テーパ部切削工程を示す図(図中(a)は炉の平面図を示し、(b)は炉の断面図を示す)
【図10】ロータ移動後のテーパ部切削工程を示す図(図中(a)は炉の平面図を示し、(b)は炉の断面図を示す)
【符号の説明】
【0056】
1…電気炉(炉又は容器)
1a…テーパ部
2…付着物除去装置
4…アーム
5…走行台車(軸線方向移動機構)
6…昇降フレーム(半径方向移動機構)
7…旋回フレーム(旋回機構)
8…ロータ
9…レーキ
10…横行台車(列方向移動機構)
11…シュート
12…ボックス
13…ボックス台車
17…円盤状の刃
18…ロータ本体
20…前面刃
21…側面刃
22…逃げ溝
A…軸線方向
R…半径方向
θ…周方向
【特許請求の範囲】
【請求項1】
有底筒形状の炉又は容器の底面に付着した付着物を削るためのロータ、及び前記炉又は前記容器の側壁に付着した付着物を掻き取るためのレーキが取り付けられるアームと、
前記アームを前記炉又は前記容器の軸線方向に移動させる軸線方向移動機構と、
前記アームを前記炉又は前記容器の半径方向に移動させる半径方向移動機構と、
前記アームを前記炉又は前記容器の周方向に旋回させる旋回機構と、
を備える炉又は容器の付着物除去装置。
【請求項2】
前記軸線方向移動機構が前記炉又は前記容器の付着物に前記ロータを接触させ、前記旋回機構が前記ロータを周方向に旋回することによって、前記底面の付着物が削られることを特徴とする請求項1に記載の炉又は容器の付着物除去装置。
【請求項3】
前記炉又は前記容器は、側壁と底面との交差部分にテーパ部を有し、
前記軸線方向移動機構が前記ロータを前記テーパ部まで移動し、前記半径方向移動機構が前記テーパ部の付着物に前記ロータを接触させ、前記旋回機構が前記ロータを周方向に旋回することによって、前記テーパ部の付着物が削られることを特徴とする請求項1又は2に記載の炉又は容器の付着物除去装置。
【請求項4】
前記旋回機構が前記炉又は前記容器の側壁に対する前記レーキの周方向の位置を位置決めし、前記半径方向移動機構が前記炉又は前記容器の側壁の付着物に前記レーキを接触させ、前記軸線方向移動機構が前記レーキを前記炉又は前記容器の軸線方向に移動することによって、前記側壁の付着物が掻き取られ、又は掻き取られ若しくは削られた付着物が前記炉の外又は前記容器の外に掻き出されることを特徴とする請求項1ないし3のいずれかに記載の炉又は容器の付着物除去装置。
【請求項5】
炉又は容器の付着物除去装置はさらに、
一列に並べられる複数の前記炉又は前記容器の列方向に前記アームを移動させ、各炉又は各容器の前に前記アームを位置決めする列方向移動機構を備えることを特徴とする請求項1ないし4のいずれかに記載の炉又は容器の付着物除去装置。
【請求項6】
炉又は容器の付着物除去装置はさらに、
前記炉の外又は前記容器の外に掻き出された付着物を回収するシュートと、
前記シュートによって回収された付着物を溜めるボックスと、
前記ボックスを炉又は容器の付着物除去装置から搬出するボックス台車と、を備えることを特徴とする請求項1ないし5のいずれかに記載の炉又は容器の付着物除去装置。
【請求項7】
前記ロータは、径の異なる複数枚の略円盤状の刃が、側面形状がテーパになるように、かつ側面に螺旋状の側面刃及び螺旋状の逃げ溝が形成されるように積層されたロータ本体と、ロータ本体の細径側の端面に取り付けられた前面刃と、を備え、
前記ロータの前記側面刃が、前記炉又は前記容器の側壁と底面との交差部分のテーパ部の付着物を削ることができ、
前記ロータの前記前面刃が、前記炉又は前記容器の底面の付着物を削ることができることを特徴とする請求項1ないし6のいずれかに記載の炉又は容器の付着物除去装置。
【請求項8】
有底筒形状の炉又は容器を軸線が水平方向を向くように傾ける傾動工程と、
前記炉又は前記容器に、前記炉又は前記容器の底面に付着した付着物を削るためのロータ、及び前記炉又は前記容器の側壁に付着した付着物を掻き取るためのレーキが取り付けられるアームを挿入する工程と、
前記炉又は前記容器の側壁の付着物に前記レーキを接触させ、前記レーキを前記炉又は前記容器の軸線方向に移動することによって、前記側壁の付着物を掻き取る掻き取り工程と、
前記炉又は前記容器の底面の付着物に前記ロータを接触させ、前記ロータを周方向に旋回することによって、前記底面の付着物を削る炉底切削工程と、を備える炉又は容器の付着物除去方法。
【請求項9】
炉又は容器の付着物除去方法はさらに、
前記炉又は前記容器の側壁と底面との交差部分のテーパ部まで前記ロータを移動し、前記テーパ部の付着物に前記ロータを接触させ、前記ロータを周方向に旋回することによって、前記テーパ部の付着物を削るテーパ部切削工程を備えることを特徴とする請求項8に記載の炉又は容器の付着物除去方法。
【請求項10】
炉又は容器の付着物除去方法はさらに、
前記炉又は前記容器の側壁の、掻き取られ若しくは削られた付着物に、前記レーキを接触させ、前記レーキを前記炉又は前記容器の軸線方向に移動することによって、掻き取られ若しくは削られた付着物を前記炉の外又は前記容器の外に掻き出す掻き出し工程を備えることを特徴とする請求項8又は9に記載の炉又は容器の付着物除去方法。
【請求項11】
炉又は容器の付着物除去方法はさらに、
前記掻き取り工程の前に、
前記炉又は前記容器の側壁の溶融状態の付着物に前記レーキを接触させ、前記レーキを前記炉又は前記容器の軸線方向に移動することによって、前記側壁の溶融状態の付着物を前記炉の外又は前記容器の外に掻き出す掻き出し工程を備えることを特徴とする請求項8ないし10のいずれかに記載の炉又は容器の付着物除去方法。
【請求項1】
有底筒形状の炉又は容器の底面に付着した付着物を削るためのロータ、及び前記炉又は前記容器の側壁に付着した付着物を掻き取るためのレーキが取り付けられるアームと、
前記アームを前記炉又は前記容器の軸線方向に移動させる軸線方向移動機構と、
前記アームを前記炉又は前記容器の半径方向に移動させる半径方向移動機構と、
前記アームを前記炉又は前記容器の周方向に旋回させる旋回機構と、
を備える炉又は容器の付着物除去装置。
【請求項2】
前記軸線方向移動機構が前記炉又は前記容器の付着物に前記ロータを接触させ、前記旋回機構が前記ロータを周方向に旋回することによって、前記底面の付着物が削られることを特徴とする請求項1に記載の炉又は容器の付着物除去装置。
【請求項3】
前記炉又は前記容器は、側壁と底面との交差部分にテーパ部を有し、
前記軸線方向移動機構が前記ロータを前記テーパ部まで移動し、前記半径方向移動機構が前記テーパ部の付着物に前記ロータを接触させ、前記旋回機構が前記ロータを周方向に旋回することによって、前記テーパ部の付着物が削られることを特徴とする請求項1又は2に記載の炉又は容器の付着物除去装置。
【請求項4】
前記旋回機構が前記炉又は前記容器の側壁に対する前記レーキの周方向の位置を位置決めし、前記半径方向移動機構が前記炉又は前記容器の側壁の付着物に前記レーキを接触させ、前記軸線方向移動機構が前記レーキを前記炉又は前記容器の軸線方向に移動することによって、前記側壁の付着物が掻き取られ、又は掻き取られ若しくは削られた付着物が前記炉の外又は前記容器の外に掻き出されることを特徴とする請求項1ないし3のいずれかに記載の炉又は容器の付着物除去装置。
【請求項5】
炉又は容器の付着物除去装置はさらに、
一列に並べられる複数の前記炉又は前記容器の列方向に前記アームを移動させ、各炉又は各容器の前に前記アームを位置決めする列方向移動機構を備えることを特徴とする請求項1ないし4のいずれかに記載の炉又は容器の付着物除去装置。
【請求項6】
炉又は容器の付着物除去装置はさらに、
前記炉の外又は前記容器の外に掻き出された付着物を回収するシュートと、
前記シュートによって回収された付着物を溜めるボックスと、
前記ボックスを炉又は容器の付着物除去装置から搬出するボックス台車と、を備えることを特徴とする請求項1ないし5のいずれかに記載の炉又は容器の付着物除去装置。
【請求項7】
前記ロータは、径の異なる複数枚の略円盤状の刃が、側面形状がテーパになるように、かつ側面に螺旋状の側面刃及び螺旋状の逃げ溝が形成されるように積層されたロータ本体と、ロータ本体の細径側の端面に取り付けられた前面刃と、を備え、
前記ロータの前記側面刃が、前記炉又は前記容器の側壁と底面との交差部分のテーパ部の付着物を削ることができ、
前記ロータの前記前面刃が、前記炉又は前記容器の底面の付着物を削ることができることを特徴とする請求項1ないし6のいずれかに記載の炉又は容器の付着物除去装置。
【請求項8】
有底筒形状の炉又は容器を軸線が水平方向を向くように傾ける傾動工程と、
前記炉又は前記容器に、前記炉又は前記容器の底面に付着した付着物を削るためのロータ、及び前記炉又は前記容器の側壁に付着した付着物を掻き取るためのレーキが取り付けられるアームを挿入する工程と、
前記炉又は前記容器の側壁の付着物に前記レーキを接触させ、前記レーキを前記炉又は前記容器の軸線方向に移動することによって、前記側壁の付着物を掻き取る掻き取り工程と、
前記炉又は前記容器の底面の付着物に前記ロータを接触させ、前記ロータを周方向に旋回することによって、前記底面の付着物を削る炉底切削工程と、を備える炉又は容器の付着物除去方法。
【請求項9】
炉又は容器の付着物除去方法はさらに、
前記炉又は前記容器の側壁と底面との交差部分のテーパ部まで前記ロータを移動し、前記テーパ部の付着物に前記ロータを接触させ、前記ロータを周方向に旋回することによって、前記テーパ部の付着物を削るテーパ部切削工程を備えることを特徴とする請求項8に記載の炉又は容器の付着物除去方法。
【請求項10】
炉又は容器の付着物除去方法はさらに、
前記炉又は前記容器の側壁の、掻き取られ若しくは削られた付着物に、前記レーキを接触させ、前記レーキを前記炉又は前記容器の軸線方向に移動することによって、掻き取られ若しくは削られた付着物を前記炉の外又は前記容器の外に掻き出す掻き出し工程を備えることを特徴とする請求項8又は9に記載の炉又は容器の付着物除去方法。
【請求項11】
炉又は容器の付着物除去方法はさらに、
前記掻き取り工程の前に、
前記炉又は前記容器の側壁の溶融状態の付着物に前記レーキを接触させ、前記レーキを前記炉又は前記容器の軸線方向に移動することによって、前記側壁の溶融状態の付着物を前記炉の外又は前記容器の外に掻き出す掻き出し工程を備えることを特徴とする請求項8ないし10のいずれかに記載の炉又は容器の付着物除去方法。
【図1】



【図2】
【図3】
【図4】
【図5】
【図6】

【図7】
【図8】
【図9】

【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2010−2088(P2010−2088A)
【公開日】平成22年1月7日(2010.1.7)
【国際特許分類】
【出願番号】特願2008−159951(P2008−159951)
【出願日】平成20年6月19日(2008.6.19)
【出願人】(000200334)JFEメカニカル株式会社 (48)
【出願人】(391051326)ヤマモトロックマシン株式会社 (17)
【出願人】(000110435)ナカシマプロペラ株式会社 (33)
【Fターム(参考)】
【公開日】平成22年1月7日(2010.1.7)
【国際特許分類】
【出願日】平成20年6月19日(2008.6.19)
【出願人】(000200334)JFEメカニカル株式会社 (48)
【出願人】(391051326)ヤマモトロックマシン株式会社 (17)
【出願人】(000110435)ナカシマプロペラ株式会社 (33)
【Fターム(参考)】
[ Back to top ]