
衣料用織編物

【課題】着用快適性、保温性、および耐久性に優れた衣料用織編物を提供する。
【解決手段】織編物1と、前記織編物の少なくとも片面に物理蒸着法によって形成された金属膜3と、前記金属膜上に形成された保護層5とを有していることを特徴とする衣料用織編物10。
【解決手段】織編物1と、前記織編物の少なくとも片面に物理蒸着法によって形成された金属膜3と、前記金属膜上に形成された保護層5とを有していることを特徴とする衣料用織編物10。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、スポーツウェア、登山衣、インナーウェア、作業着等の各種衣料用織編物に関するものであり、より詳細には、着用快適性、保温性および耐久性に優れた衣料用織編物に関するものである。
【背景技術】
【0002】
低温環境下で着用する衣料品、特に冬場の衣料品においては、保温性を高める検討は多く行われている。生地の厚みや組織の検討や中空繊維などの素材の特性により、主に断熱効果を利用したものなどが一般に知られている。また、吸湿発熱素材などの特性により発汗に伴う発熱保温性を利用しているものもある。
【0003】
それら以外にも、人体内から出る赤外線や太陽光を利用して保温性を高める目的で、赤外線吸収剤を繊維中に練りこんだり、生地表面に付着させることにより得られるものが提案されている(例えば特許文献1、特許文献2)。
【0004】
また、熱線反射効果の高い金属蒸着層を形成してなるものが提案されている。例えば、特許文献3では、表面に金属を蒸着したフィルムを生地に積層してなるものが開示されている。特許文献4では、生地や不織布に直接金属を蒸着することにより、遮熱層を形成してなるものが開示されている。
【特許文献1】特開平7−48709号公報
【特許文献2】特開2003−96663号公報
【特許文献3】特開2008−62594号公報
【特許文献4】特開2001−115252号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかしながら、生地の厚みや組織の検討や中空繊維などの素材の特性により主に断熱効果を利用したものは、低温環境下では十分保温性能を維持することが難しい。また、吸湿発熱素材などを利用したものは、発汗の起こらない状態では効果は弱く持続性に不十分な場合もある。
【0006】
また、赤外線吸収剤を繊維中に練りこんだり、生地表面に付着させることにより得られるものは、屋内環境などの強い赤外線が当たらない環境では保温性能が低下するという問題があった。
【0007】
なお、特許文献3に開示された表面に金属を蒸着したフィルムを生地に積層してなるものは、フィルムの積層構造のため、風合いが硬く、通気性が無く着用快適性が非常に低いという問題があった。特許文献4に開示されたものは、衣料用途に用いた場合、着用や洗濯の繰り返しによる金属膜面の劣化が問題になる場合が多かった。
【0008】
本発明は、かかる事情を背景として鋭意検討した結果、達成されたものであり、スキー、スケートなどのスポーツウェア、登山衣、インナーウェア、低温環境下での作業着等の各種防寒衣料用として用いられる、着用快適性、保温性、および耐久性に優れた衣料用織編物を提供することを目的とするものである。
【課題を解決するための手段】
【0009】
本発明者らは、上記課題を解決するために鋭意研究した結果、遂に本発明を完成するに至った。即ち本発明の衣料用織編物は、織編物と、前記織編物の少なくとも片面に物理蒸着法によって形成された金属膜と、前記金属膜上に形成された保護層とを有していることを特徴とする。物理蒸着法により形成した金属膜は、膜厚が非常に薄いため、生地本来の通気性、ソフトな風合いを損なわない。また、人体内から放射される赤外線を効率的に反射するので、保温性を高めることができる。さらに、金属膜上に保護層を形成することにより、耐久性が向上し、着用や洗濯の繰り返しによっても金属膜が剥離し難くなる。また、金属膜と織編物との間に樹脂層を設けることにより、金属膜の耐久性が一層向上する。
【0010】
また、本発明には、前記衣料用織編物を製造する方法も含まれる。本発明の衣料用織編物の製造方法は、織編物の少なくとも片面に蒸発系物理蒸着法により金属膜を形成し、前記金属膜上に保護層を形成することを特徴とする。
【発明の効果】
【0011】
本発明によれば、着用快適性、保温性、および耐久性に優れた衣料用織編物を提供することができる。
【発明を実施するための最良の形態】
【0012】
本発明の衣料用織編物は、織編物と、前記織編物の少なくとも片面に物理蒸着法によって形成された金属膜と、前記金属膜上に形成された保護層とを有していることを特徴とする。
【0013】
まず、本発明で使用する織編物について具体的に説明する。
【0014】
前記織編物としては、特に限定されるものではなく、衣料品性能に応じて、織物や、丸編みや経編みの様な編物などを使用することができる。例えば、織物を使用することにより、薄く軽量で、且つ強力や摩耗性に優れた生地を作ることができる。また、編物を使用することにより、伸長性やソフトな風合いを兼ね備えた生地を作ることができる。これらの織編物の組織についても特に限定しないが、表面が凸凹ではなく、平滑なものが金属膜の耐久性の点から好適である。平滑な組織とは、例えば、編物の場合は天竺やスムース等であり、織物の場合は平織やリップ組織、朱子織等が挙げられる。
【0015】
前記織編物を構成する繊維として、特に限定されるものではないが、ポリエチレンテレフタレート、ポリトリメチレンテレフタレート、ポリブチレンテレフタレートなどのポリエステル繊維、ナイロン6、ナイロン66などのポリアミド繊維、アクリル繊維、ポリプロピレン、ポリエチレンなどのポリオレフィン繊維、ポリウレタン繊維、ポリイミド繊維などの合成繊維を挙げることができる。前記繊維は、単独で使用しても良く、2種以上を組み合わせて使用しても良い。これらの中でも、ポリエステル繊維、ポリアミド繊維、アクリル繊維、ポリオレフィン繊維、ポリウレタン繊維が、吸湿性が低いため特に好ましい。一方、天然繊維や再生繊維、半合成繊維の場合、素材の持つ吸湿性により物理蒸着工程時に必要となる真空化が難しく、その結果、蒸着が出来なかったり、金属薄膜の接着性が不十分になったりする。しかし真空化を大きく阻害しない程度の混用は可能である。混用方法としては、例えば天然繊維に綿を使用する場合、ポリエステル短繊維と綿を混紡したものを織物に交織したり、編物に交編しても良い。また綿100%の紡績糸を用いて、織物の経緯糸の一部に配列しても良い。
【0016】
前記織編物の目付は、特に限定されないが15g/m2以上であることが好ましく、20g/m2以上であることがより好ましく、300g/m2以下であることが好ましく、250g/m2以下であることがより好ましい。織編物の目付を前記範囲にすることにより、一般的な衣料品として好適に使用することができる。15g/m2未満であると、織編物が薄くなりすぎて、安定的に生産することが難しくなる。また300g/m2を超えると織編物の保温性に有利であるが、分厚く重くなりすぎて衣料に適さない。
【0017】
前記織編物を構成する糸の繊度は特に限定されないが、5dtex以上であることが好ましく、15dtex以上であることがより好ましく、400dtex以下であることが好ましく、330dtex以下であることがより好ましい。織編物を構成する糸の繊度を前記範囲にすることにより、保温性衣料品に好適な織編物を提供することができる。
【0018】
前記織編物をダウンジャケットの側地や透湿防水布のような高密度織物に使用する場合、例えば繊度が15dtex〜84dtexのポリエステルフィラメントを用いて、経糸密度がインチ当り150〜250本の平織またはリップの組織とすることが好ましい。また、ポロシャツやジャージィの編物に使用する場合、例えば、繊度が84dtex〜220dtexのフィラメントや紡績糸を用いてインチ当たりのコース数が30〜50コースの範囲にある編物を使用することが好ましい。
【0019】
前記織編物を製造する方法として、特に限定されず、従来公知の方法により製造することができ、一般的な精練、漂白、染色、乾燥、熱セットなどの工程を施した後に、十分に乾燥しておくことが好ましい態様である。乾燥しておくことにより、物理蒸着工程に必要となる真空化が阻害されない。
【0020】
次に、前記織編物の少なくとも片面に形成される金属膜について説明する。
【0021】
織編物の少なくとも片面に金属膜を形成することにより、人体内から放射される赤外線を反射し、効率的に熱エネルギーに変えることができる。このような金属膜を有する衣料用織編物を用いることにより、保温性の高い衣料品を得ることができる。
【0022】
前記金属膜を形成する金属としては、アルミニウム、ステンレス、チタン、金、銀、銅、プラチナ、クロム、ニッケルなどがあげられるが、好ましくは波長λ1.0μmの赤外線における金属膜の反射率が93%以上の金属が好ましく用いられる。93%未満では十分な遠赤外線保温性を得ることが難しい。金属膜の反射率は、例えば新版物理定数表(朝倉書店、1988年)等に挙げられている。これらの金属は単独使用しても良く、2種以上を組み合わせにより使用することもできる。中でも、コスト、安全性、蒸着加工の安易性等を考えると、アルミニウム単独もしくはアルミニウムとその他の金属を組み合わせるのが好ましい。
【0023】
形成される金属膜の厚みは、10nm以上であることが好ましく、30nm以上であることがより好ましく、500nm以下であることが好ましく、200nm以下であることがより好ましい。厚みが薄くなり過ぎると、赤外線の反射性能およびそれによる保温効果、実使用における耐久性が不十分になる場合がある。また、厚みが厚くなり過ぎると、織編物の風合いや通気度の悪化につながり、なおかつ金属の変色等の現象も起こりやすくなる。
【0024】
本発明において、前記金属膜は、物理蒸着法により形成される。物理蒸着法を採用することにより着用快適性や風合いの低下を起こす事なく、金属膜による保温性を得る事が出来る。前記物理蒸着法としては、真空蒸着、分子線蒸着、イオンプレーティング、イオンビーム蒸着などの蒸発系の方法と、スパッタリング系の方法が挙げられる。これらの中でも、安易性や生産効率の良さから、蒸発系の方法が好ましい。
【0025】
無電解メッキ法などのメッキ処理により、生地全面に金属膜を形成する方法もあるが、これらの場合、膜厚が厚く生地全体に金属膜が形成されるため、風合いが硬くなり、本発明の目的にはそぐわない。
【0026】
また、前記金属膜に、抗菌性や消臭性などのその他の機能を組み合わせても良い。
【0027】
本発明の衣料用織編物は、前記金属膜と織編物との間にさらに樹脂層を有することが好ましい。樹脂層を設けることによって、織編物と金属膜との接着性が向上し、実使用における耐久性が向上する。すなわち、前記金属膜を物理蒸着法により形成する前に、織編物に樹脂層を形成する加工を施すことが好ましい。
【0028】
従来、生地上に金属膜を物理蒸着法により形成する場合、原糸および織編工程における糊剤や油剤が接着性に対し悪影響を及ぼすため、精練、糊抜き工程を徹底し、これらを除去しその後、蒸着までの工程においては、樹脂や油剤による汚染が無い事が接着性にとって良いとされていた。しかしながら、織編物の素材との接着性が良く、織編物素材よりも柔らかく、なおかつ金属との接着性の良い樹脂を接着層として利用することにより、さらに接着性が向上することが見出された。
【0029】
前記接着性を向上させるために用いられる樹脂は、織編物の素材と金属膜との接着性に優れているポリマーを選択すればよい。例えば、ポリエステルを素材とする織編物の場合は、アクリル系樹脂、親水性を高めたエステル系樹脂、およびエステル系ウレタン樹脂などが好ましい。また、ナイロンを素材とする織編物の場合は、ウレタン樹脂やポリアミド樹脂などが好ましい。前記樹脂は、水性媒体に分散または溶解させた水分散液(エマルジョン、ディスパージョン)または水溶液(以下、これらを単に「水性液」という場合がある)、あるいは、有機溶剤に溶解または分散した溶液または分散液として使用することが好ましい態様であり、水性液として使用することがより好ましい態様である。
【0030】
より接着性を向上する目的で、生地にプラズマ処理やコロナ処理のような放電照射により、生地表面を活性化する方法、あるいはエキシマレーザーやアルカリ溶液を用いて生地表面を処理し、生地表面に微細な凹凸を形成する方法を採用してもよい。
【0031】
また、水性液を使用する場合、水性液には界面活性剤が添加されている場合がある。この場合、添加されている界面活性剤は、樹脂層形成後に水洗工程により除去されることが好ましい態様である。界面活性剤を除去することにより、織編物上に金属膜をより均一に形成することができる。
【0032】
前記樹脂層を形成する方法としては、樹脂の水性液にパッディングした後に乾燥およびキュアリングを行い、織編物全体に樹脂層を形成する方法や、金属膜を形成する前の面にコーティング、グラビアロール、ラミネートなどにより、樹脂層を形成する方法などがある。
【0033】
前記樹脂層の付着量は特に限定されないが、例えばパッディング法を用いた場合、織編物の質量に対して0.005質量%owf(on the weight of fablic)以上であることが好ましく、0.01質量%owf以上であることがより好ましく、10質量%owf以下であることが好ましく、5質量%owf以下であることがより好ましい。樹脂層の付着量を前記範囲にすることにより、風合いの低下を起こさずに耐久性を向上させる事が可能である。
【0034】
前記樹脂層には、必要に応じて、架橋剤、触媒、浸透剤、pH調整剤などを添加したり、抗菌剤や親水剤、蓄熱加工剤、帯電防止剤等の機能加工を施しても良い。
【0035】
本発明の衣料用織編物は、金属膜上に形成された保護層を有する。着用時の揉みや摩擦、或いは洗濯の繰り返しや揉み洗いにより、金属膜は剥離しやすいため、前記金属膜の表面には、保護層が形成されている必要がある。また、保護層を形成することにより、腐蝕性の問題により衣料品への利用し難いアルミニウム、銀、銅などは、衣料品への使用が可能となる。
【0036】
前記保護層として用いられる樹脂は、アクリル系やウレタン系、エステル系、ポリカーボネート系、または、メラミン系の樹脂があげられる。これらの樹脂は、単独使用しても良く、2種以上を組み合わせて使用することもできる。前記保護層を形成する樹脂成分は、水性媒体に分散または溶解させた水分散液(エマルジョン、ディスパージョン)または水溶液(以下、これらを単に「水性液」という場合がある)、あるいは、有機溶剤に溶解または分散した溶液または分散液として使用することが好ましい態様であり、水性液として使用することがより好ましい態様である。
【0037】
前記保護層を形成する方法としては、樹脂の水性液にパッディングした後に乾燥およびキュアリングを行い、織編物全体に保護層を形成する方法や、金属膜にさらにコーティング、グラビアロール、ラミネートなどにより保護層を積層させる方法などがある。
【0038】
前記保護層の付着量は特に限定されないが、例えばパッディング法を用いた場合、織編物の質量に対して0.05質量%owf(on the weight of fablic)以上であることが好ましく、0.5質量%owf以上であることがより好ましく、30質量%owf以下であることが好ましく、10質量%owf以下であることがより好ましい。保護層の付着量を前記範囲にすることにより、金属膜の耐久性を高めると共に、織編物の風合いや通気度も損なわないからである。また、コーティング、グラビアロール、ラミネートなどで保護層を積層させる場合は、前記保護層の厚みは、特に限定されないが、500nm以上であることが好ましく、1000nm以上であることがより好ましく、100000nm以下であることが好ましく、50000nm以下であることがより好ましい。但し、ラミネートやコーティングの厚塗り(5000nm以上)の物は、通気性を大きく損なうため、最終製品の求める快適性に応じて適宜厚みを調整すればよい。
【0039】
また、前記保護層は、必要に応じて、吸水加工剤、撥水加工剤、抗菌防臭加工剤、消臭加工剤、UVカット剤、帯電防止剤、保湿加工剤、涼感加工剤、芳香加工剤、防虫加工剤、難燃加工剤、スリップ防止剤、または、可縫製向上剤などの添加剤を含有することができる。また、耐久性をさらに向上する目的で架橋されていても良い。
【0040】
また、前記樹脂層または前記保護層は、カレンダー処理が施されていることが好ましい。カレンダー処理を施すことにより、織編物と金属膜の接着性が高められ、得られた衣料用織編物の消費段階における金属膜の耐久性を向上させる。
【0041】
前記カレンダー処理を施す条件としては、特に限定されず、例えば、130℃〜220℃の温度で、50N/cm2〜1000N/cm2の圧力で施すことができる。
【0042】
本発明の衣料用織編物は、その洗濯耐久性を確保する観点から、洗濯堅牢度試験 JIS L 0844 A−2法により測定する金属膜面の変退色が4級以上であることが好ましく、4−5級以上であることがより好ましい。また、繰り返し洗濯試験 JIS L 0217 103法により測定する吊り干し条件での5回洗濯後の金属膜面の変退色が4級以上であることが好ましく、4−5級以上であることがより好ましい。前記洗濯堅牢度試験または繰り返し洗濯試験により測定する金属膜面の変退色が前記下限値以上であれば、得られる衣料用織編物は、洗濯の繰り返しや揉み洗いによる金属膜の劣化が防止され、洗濯耐久性が確保できる。
【0043】
本発明の衣料用織編物は、その摩擦耐久性を確保する観点から、摩擦堅牢度試験 JIS L 0849 II型法により測定する乾燥条件での綿布汚染が2級以上であることが好ましく、3級以上であることがより好ましい。前記摩擦堅牢度試験により測定する乾燥条件での綿布汚染が前記下限値以上であれば、得られる衣料用織編物は、着用時の揉みや摩擦などによる金属膜の劣化が防止され、着用耐久性が確保できる。
【0044】
本発明の衣料用織編物は、その遠赤外保温性を確保する観点から、45度パラレル再放射法により測定する熱再放射特性が、ブランクとの温度差(ΔT)3℃以上であることが好ましく、4℃以上であることがより好ましい。前記45度パラレル再放射法により測定する熱再放射特性が前記下限値以上の衣料用織編物であれば、保温性を十分に体感できるため、低温環境下での各種防寒衣料用の素材として用いられる。
【0045】
本発明の衣料用織編物の製造方法は、織編物の少なくとも片面に蒸発系物理蒸着法により金属膜を形成し、前記金属膜上に保護層を形成することを特徴とする。また、衣料用織編物の製造方法において、前記織編物の表面に樹脂層を形成してから、蒸発系物理蒸着法により金属膜を形成することが好ましい。
【0046】
以下、本発明を図面に基づいて説明するが、本発明は図面に示された態様に限定されるものではない。
【0047】
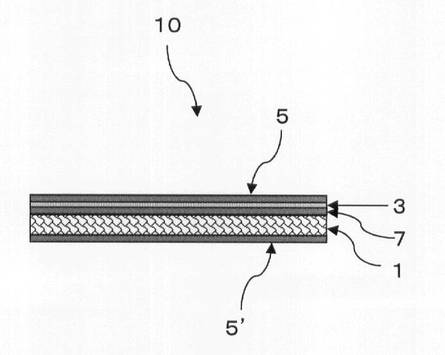
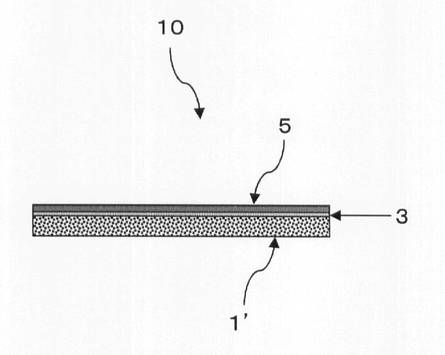
図1〜図5は、本発明の衣料用織編物の構成を模式的に例示する断面説明図である。図1における衣料用織編物10は、織編物1と、織編物1の片面に形成された金属膜3と、金属膜3上に形成された保護層5とを有している。図2における衣料用織編物は、図1における衣料用織編物の金属膜3と織編物1との間にさらに形成された樹脂層7を有している。図3および図4における衣料用織編物には、それぞれ図1および図2における衣料用織編物10の織編物1の他の片面にも、保護層5’が形成されている。図5は、図2における衣料用織編物の樹脂層及び/又は保護層をパッディング法により形成した衣料用織編物の構成を模式的に例示する断面説明図である。図5の衣料用織編物において、樹脂層及び/又は保護層は、織編物全体に、より詳細には、織編物を構成する繊維表面に形成されている。なお、前記態様の織編物の両面に金属膜が形成されている態様も本発明に含まれる。
【実施例】
【0048】
次に、実施例及び比較例を用いて本発明を具体的に説明するが、本発明はこれらに限定されるものではなく、前・後記の趣旨を逸脱しない範囲で変更実施をすることは、全て本発明の技術的範囲に含まれる。本発明で用いた測定法は以下の通りである。
【0049】
〈金属膜の膜厚、及び保護層の厚み〉
蒸着加工した織編物の試料から糸を一本ばらけないように静かに取出し(織物なら経糸)、糸を張った状態で、樹脂の真ん中に鉛筆の芯のように糸が配置されるように電子顕微鏡用のエポキシ樹脂で包埋した。鉛筆を削るように、包埋試料の樹脂をナイフで削って糸を露出させた。これをウルトラミクロトームの試料ホルダに固定し、包埋した糸の長手方向に垂直な断面薄切片を作製した。次いでこの切片中の蒸着された繊維の、更に薄膜の著しい損傷がない部位において、透過型電子顕微鏡(JEOL社製、JEM−2010)を用い、加速電圧200kV、明視野で観察倍率1万倍にて写真撮影を行った。得られた写真から膜厚を求めた。これと同様にして保護層の厚みも求めた。
【0050】
〈樹脂層または保護層の付着量〉
樹脂層加工する直前の織編物を10cm角で採取し(n=3)、標準状態で24時間調湿した後、精密天秤で生地の質量を測定してn=3の平均値を樹脂加工前の質量Aとする。樹脂層を加工した後の織編物を10cm角で採取して(n=3)、これも標準状態で24時間調湿してから精密天秤で生地の質量を測定して平均値を樹脂層加工後の質量Bとする。下記式で付着量X%を算出した。これと同様にして保護層の付着量も求めた。
付着量X(質量%owf)=(B−A)/A×100%
【0051】
〈洗濯耐久性〉
洗濯堅牢度試験:JIS L 0844 A−2法により測定した。主に金属膜面の変退色をグレースケールにより判定した。
繰り返し洗濯試験:JIS L 0217 103法により測定した。吊り干し条件での5回洗濯後の金属膜面の変退色をグレースケールにより判定した。
【0052】
〈摩擦耐久性〉
摩擦堅牢度試験:JIS L 0849 II型法により測定した。乾燥条件での綿布の汚染をグレースケールにより判定した。
【0053】
〈遠赤外保温性〉
熱再放射特性:(社)遠赤外線協会 認定規則 再放射特性 45度パラレル再放射法により、赤外線を織編物に放射して15秒後から120秒後までの生地の上昇温度を測定した。その時同時に未加工布(ブランク)の上昇温度も測定して、その上昇温度の差をΔTとした。未加工布(ブランク)とは、同様規格同工程の織編物にて、金属膜の形成のみ行っていない物とする。
【0054】
実施例1
経糸及び緯糸の双方にポリエチレンテレフタレートに艶消剤として酸化チタンを0.5質量%練り込んだレジンを用いて紡糸された、丸断面のポリエステルマルチフィラメント56デシテックス/108フィラメントを用い、経密度189本/2.54cm、緯密度114本/2.54cmの平織物を製織し、通常の方法により連続精練、予備セット(180℃×30秒)、染色(130℃×30分)、乾燥セット(150℃×30秒)を行い、蒸着用の生地を得た。得られた生地を、株式会社アルバック製の真空蒸着機にセッティングし、真空環境下でアルミニウムを約60nmの厚さで蒸着(真空度3.0×10−4Torr)を行った。さらに金属膜が形成された生地を、保護層用樹脂のエマルジョンに浸漬しマングルにてピックアップ率35%で絞り(パッディング法)、テンターを用いて150℃で1分間熱処理を施すことにより、織物全体に付着量0.9質量%owfの保護層を形成して、衣料用織編物1を作製した。衣料用織編物1について、洗濯耐久性、摩擦耐久性、および遠赤外保温性を前記方法で評価し、結果を表1に示す。
【0055】
前記保護層用樹脂のエマルジョンの組成は、撥水加工剤(明成化学株式会社製、商品名:アサヒガードAG−970):80g/L、メラミン樹脂(住友化学株式会社製、商品名:スミテックスレジンM3):3g/L、触媒(住友化学株式会社製、商品名:ACX):3g/Lであった。
【0056】
実施例2
実施例1と同じレジンで紡糸した丸断面のポリエステルマルチフィラメント167デシテックス/48フィラメントを用いて、目付320g/m2のモクロディー組織の編地を作製し、通常の方法により精練、染色(130℃×30分)、乾燥セット(150℃×30分)を行い、さらに樹脂層として、エステル系ウレタン樹脂液(大日本インキ株式会社製、商品名:ハイドランHW−350)を100g/Lの溶液に調整した処理液に浸漬しマングルにてピックアップ率100%で絞り(パッディング法)、テンターを用いて150℃で1分間熱処理を施すことにより、編物全面に付着量3.1質量%owfの樹脂層を形成して、蒸着用の生地を得た。得られた生地を、株式会社アルバック製イオンビーム蒸着機にセッティングし、真空環境下でアルミニウムを約80nmの厚さで蒸着(真空度3.0×10−4Torr)を行った。さらに金属膜が形成された生地を、保護層用樹脂のエマルジョンに浸漬しマングルにてピックアップ率100%で絞り(パッディング法)、テンターを用いて150℃で1分間熱処理を施すことにより、編物全体に付着量1.2質量%owfの保護層を形成して、衣料用織編物2を作製した。衣料用織編物2について、実施例1と同様の方法で評価を行った。結果を表1に示す。
【0057】
前記保護層用樹脂のエマルジョンの組成は、吸水加工剤(高松油脂株式会社製、商品名:SR−1800):50g/L、バインダー(日本触媒株式会社製、商品名:エポクロス WS700):10g/Lであった。
【0058】
実施例3
経糸及び緯糸の双方に、実施例1と同じポリエステルマルチフィラメント56デシテックス/108フィラメントを用い、経密度189本/2.54cm、緯密度114本/2.54cmの平織物を製織し、通常の方法により連続精練、予備セット(180℃×30秒)、染色(130℃×30分)、乾燥セット(150℃×30秒)を行い、さらに樹脂層として、エステル系ウレタン樹脂液(大日本インキ株式会社製、商品名:ハイドランHW−350)を100g/Lの溶液に調整した処理液に浸漬しマングルでピックアップ率35%で絞り(パッディング法)、テンターを用いて150℃で1分間熱処理を施すことにより、織物全面に付着量1.0質量%owfの樹脂層を形成して、蒸着用の生地を得た。得られた生地を、実施例1と同様の方法で、アルミニウムの金属膜と保護層を形成した。さらに金属膜面に170℃で圧力295N/cm2の条件で、和歌山鉄工株式会社製の油圧式3本ロールカレンダーを用いてカレンダー処理を行い、衣料用織編物3を作製した。衣料用織編物3について、実施例1と同様の方法で評価を行った。結果を表1に示す。
【0059】
実施例4
経糸及び緯糸の双方にナイロン6マルチフィラメント78デシテックス/96フィラメントを用い、経糸密度120本/インチ、緯糸密度100本/インチの平織物を製織し、通常の方法により連続精練、予備セット(170℃×30秒)、染色(100℃×30分)、乾燥セット(150℃×30秒)を行い、さらに樹脂層として、実施例1に用いた保護層用樹脂のエマルジョンと同様組成のエマルジョンを用い、前記パッディング法と同様にして(ピックアップ率40%)、織物全面に付着量1.0質量%owfの樹脂層を形成した。さらに樹脂層に実施例3と同様の条件でカレンダー処理を行い、蒸着面の平滑性を向上させた生地を得た。さらに得られた生地のカレンダー面に、実施例1と同様の方法で、アルミニウムの金属膜を形成した。さらに金属膜が形成された生地の金属膜面に、ナイフコーティング装置(モリミ加工機株式会社製)を使用して、30g/m2の量で樹脂溶液をコーティングし乾燥処理を行い、厚み約2000nmの保護層を形成して、衣料用織編物4を作製した。衣料用織編物4について、実施例1と同様の方法で評価を行った。結果を表1に示す。
【0060】
前記樹脂溶液の組成は、乾式ウレタン樹脂(セイコー化成株式会社製、商品名:ラックスキンUS1606(固形分濃度約30質量%)):100質量部、架橋剤(セイコー化成株式会社製、商品名:U4000):2質量部、溶剤(メチルエチルケトン):20質量部であった。
【0061】
比較例1
金属膜を形成した後に保護層を形成する工程を省く以外、他の工程は実施例1と同様に行い、衣料用織編物5を作製した。衣料用織編物5について、実施例1と同様の方法で評価を行った。結果を表1に示す。
【0062】
比較例2
金属膜および保護層を形成する工程を省く以外に、他の工程は実施例1と同様に行い、衣料用織編物6を作製した。衣料用織編物6について、実施例1と同様の方法で評価を行った。結果を表1に示す。
【0063】
【表1】

【0064】
実施例1〜4の衣料用織編物は、洗濯耐久性、摩擦耐久性、および保温性に優れた。特に、実施例2〜4の衣料用織編物は、金属膜と織編物との間に樹脂層を有するため、洗濯耐久性および摩擦耐久性に一層優れていることが分かった。
【0065】
比較例1の衣料用織編物は、金属膜上に保護層が形成されなかったため、保温性に優れていたが、洗濯耐久性および摩擦耐久性に劣った。また、比較例2の衣料用織編物は、金属膜が形成されなかったため、保温性が劣っていた。
【産業上の利用可能性】
【0066】
本発明は、着用快適性、保温性、および耐久性に優れた衣料用織編物を提供することができる。本発明の衣料用織編物は、冬場に着用されるスポーツウェア、登山衣、インナーウェア、低温環境下での作業着等の各種防寒衣料用の素材として非常に有用である。
【図面の簡単な説明】
【0067】
【図1】本発明の衣料用織編物を模式的に例示する断面説明図である。
【図2】本発明の衣料用織編物を模式的に例示する断面説明図である。
【図3】本発明の衣料用織編物を模式的に例示する断面説明図である。
【図4】本発明の衣料用織編物を模式的に例示する断面説明図である。
【図5】本発明の衣料用織編物を模式的に例示する断面説明図である。
【符号の説明】
【0068】
1:織編物、1’: パッディング法により樹脂層及び/又は保護層が形成された織編物、3:金属膜、5、5’ 保護層、7:樹脂層、10:衣料用織編物
【技術分野】
【0001】
本発明は、スポーツウェア、登山衣、インナーウェア、作業着等の各種衣料用織編物に関するものであり、より詳細には、着用快適性、保温性および耐久性に優れた衣料用織編物に関するものである。
【背景技術】
【0002】
低温環境下で着用する衣料品、特に冬場の衣料品においては、保温性を高める検討は多く行われている。生地の厚みや組織の検討や中空繊維などの素材の特性により、主に断熱効果を利用したものなどが一般に知られている。また、吸湿発熱素材などの特性により発汗に伴う発熱保温性を利用しているものもある。
【0003】
それら以外にも、人体内から出る赤外線や太陽光を利用して保温性を高める目的で、赤外線吸収剤を繊維中に練りこんだり、生地表面に付着させることにより得られるものが提案されている(例えば特許文献1、特許文献2)。
【0004】
また、熱線反射効果の高い金属蒸着層を形成してなるものが提案されている。例えば、特許文献3では、表面に金属を蒸着したフィルムを生地に積層してなるものが開示されている。特許文献4では、生地や不織布に直接金属を蒸着することにより、遮熱層を形成してなるものが開示されている。
【特許文献1】特開平7−48709号公報
【特許文献2】特開2003−96663号公報
【特許文献3】特開2008−62594号公報
【特許文献4】特開2001−115252号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかしながら、生地の厚みや組織の検討や中空繊維などの素材の特性により主に断熱効果を利用したものは、低温環境下では十分保温性能を維持することが難しい。また、吸湿発熱素材などを利用したものは、発汗の起こらない状態では効果は弱く持続性に不十分な場合もある。
【0006】
また、赤外線吸収剤を繊維中に練りこんだり、生地表面に付着させることにより得られるものは、屋内環境などの強い赤外線が当たらない環境では保温性能が低下するという問題があった。
【0007】
なお、特許文献3に開示された表面に金属を蒸着したフィルムを生地に積層してなるものは、フィルムの積層構造のため、風合いが硬く、通気性が無く着用快適性が非常に低いという問題があった。特許文献4に開示されたものは、衣料用途に用いた場合、着用や洗濯の繰り返しによる金属膜面の劣化が問題になる場合が多かった。
【0008】
本発明は、かかる事情を背景として鋭意検討した結果、達成されたものであり、スキー、スケートなどのスポーツウェア、登山衣、インナーウェア、低温環境下での作業着等の各種防寒衣料用として用いられる、着用快適性、保温性、および耐久性に優れた衣料用織編物を提供することを目的とするものである。
【課題を解決するための手段】
【0009】
本発明者らは、上記課題を解決するために鋭意研究した結果、遂に本発明を完成するに至った。即ち本発明の衣料用織編物は、織編物と、前記織編物の少なくとも片面に物理蒸着法によって形成された金属膜と、前記金属膜上に形成された保護層とを有していることを特徴とする。物理蒸着法により形成した金属膜は、膜厚が非常に薄いため、生地本来の通気性、ソフトな風合いを損なわない。また、人体内から放射される赤外線を効率的に反射するので、保温性を高めることができる。さらに、金属膜上に保護層を形成することにより、耐久性が向上し、着用や洗濯の繰り返しによっても金属膜が剥離し難くなる。また、金属膜と織編物との間に樹脂層を設けることにより、金属膜の耐久性が一層向上する。
【0010】
また、本発明には、前記衣料用織編物を製造する方法も含まれる。本発明の衣料用織編物の製造方法は、織編物の少なくとも片面に蒸発系物理蒸着法により金属膜を形成し、前記金属膜上に保護層を形成することを特徴とする。
【発明の効果】
【0011】
本発明によれば、着用快適性、保温性、および耐久性に優れた衣料用織編物を提供することができる。
【発明を実施するための最良の形態】
【0012】
本発明の衣料用織編物は、織編物と、前記織編物の少なくとも片面に物理蒸着法によって形成された金属膜と、前記金属膜上に形成された保護層とを有していることを特徴とする。
【0013】
まず、本発明で使用する織編物について具体的に説明する。
【0014】
前記織編物としては、特に限定されるものではなく、衣料品性能に応じて、織物や、丸編みや経編みの様な編物などを使用することができる。例えば、織物を使用することにより、薄く軽量で、且つ強力や摩耗性に優れた生地を作ることができる。また、編物を使用することにより、伸長性やソフトな風合いを兼ね備えた生地を作ることができる。これらの織編物の組織についても特に限定しないが、表面が凸凹ではなく、平滑なものが金属膜の耐久性の点から好適である。平滑な組織とは、例えば、編物の場合は天竺やスムース等であり、織物の場合は平織やリップ組織、朱子織等が挙げられる。
【0015】
前記織編物を構成する繊維として、特に限定されるものではないが、ポリエチレンテレフタレート、ポリトリメチレンテレフタレート、ポリブチレンテレフタレートなどのポリエステル繊維、ナイロン6、ナイロン66などのポリアミド繊維、アクリル繊維、ポリプロピレン、ポリエチレンなどのポリオレフィン繊維、ポリウレタン繊維、ポリイミド繊維などの合成繊維を挙げることができる。前記繊維は、単独で使用しても良く、2種以上を組み合わせて使用しても良い。これらの中でも、ポリエステル繊維、ポリアミド繊維、アクリル繊維、ポリオレフィン繊維、ポリウレタン繊維が、吸湿性が低いため特に好ましい。一方、天然繊維や再生繊維、半合成繊維の場合、素材の持つ吸湿性により物理蒸着工程時に必要となる真空化が難しく、その結果、蒸着が出来なかったり、金属薄膜の接着性が不十分になったりする。しかし真空化を大きく阻害しない程度の混用は可能である。混用方法としては、例えば天然繊維に綿を使用する場合、ポリエステル短繊維と綿を混紡したものを織物に交織したり、編物に交編しても良い。また綿100%の紡績糸を用いて、織物の経緯糸の一部に配列しても良い。
【0016】
前記織編物の目付は、特に限定されないが15g/m2以上であることが好ましく、20g/m2以上であることがより好ましく、300g/m2以下であることが好ましく、250g/m2以下であることがより好ましい。織編物の目付を前記範囲にすることにより、一般的な衣料品として好適に使用することができる。15g/m2未満であると、織編物が薄くなりすぎて、安定的に生産することが難しくなる。また300g/m2を超えると織編物の保温性に有利であるが、分厚く重くなりすぎて衣料に適さない。
【0017】
前記織編物を構成する糸の繊度は特に限定されないが、5dtex以上であることが好ましく、15dtex以上であることがより好ましく、400dtex以下であることが好ましく、330dtex以下であることがより好ましい。織編物を構成する糸の繊度を前記範囲にすることにより、保温性衣料品に好適な織編物を提供することができる。
【0018】
前記織編物をダウンジャケットの側地や透湿防水布のような高密度織物に使用する場合、例えば繊度が15dtex〜84dtexのポリエステルフィラメントを用いて、経糸密度がインチ当り150〜250本の平織またはリップの組織とすることが好ましい。また、ポロシャツやジャージィの編物に使用する場合、例えば、繊度が84dtex〜220dtexのフィラメントや紡績糸を用いてインチ当たりのコース数が30〜50コースの範囲にある編物を使用することが好ましい。
【0019】
前記織編物を製造する方法として、特に限定されず、従来公知の方法により製造することができ、一般的な精練、漂白、染色、乾燥、熱セットなどの工程を施した後に、十分に乾燥しておくことが好ましい態様である。乾燥しておくことにより、物理蒸着工程に必要となる真空化が阻害されない。
【0020】
次に、前記織編物の少なくとも片面に形成される金属膜について説明する。
【0021】
織編物の少なくとも片面に金属膜を形成することにより、人体内から放射される赤外線を反射し、効率的に熱エネルギーに変えることができる。このような金属膜を有する衣料用織編物を用いることにより、保温性の高い衣料品を得ることができる。
【0022】
前記金属膜を形成する金属としては、アルミニウム、ステンレス、チタン、金、銀、銅、プラチナ、クロム、ニッケルなどがあげられるが、好ましくは波長λ1.0μmの赤外線における金属膜の反射率が93%以上の金属が好ましく用いられる。93%未満では十分な遠赤外線保温性を得ることが難しい。金属膜の反射率は、例えば新版物理定数表(朝倉書店、1988年)等に挙げられている。これらの金属は単独使用しても良く、2種以上を組み合わせにより使用することもできる。中でも、コスト、安全性、蒸着加工の安易性等を考えると、アルミニウム単独もしくはアルミニウムとその他の金属を組み合わせるのが好ましい。
【0023】
形成される金属膜の厚みは、10nm以上であることが好ましく、30nm以上であることがより好ましく、500nm以下であることが好ましく、200nm以下であることがより好ましい。厚みが薄くなり過ぎると、赤外線の反射性能およびそれによる保温効果、実使用における耐久性が不十分になる場合がある。また、厚みが厚くなり過ぎると、織編物の風合いや通気度の悪化につながり、なおかつ金属の変色等の現象も起こりやすくなる。
【0024】
本発明において、前記金属膜は、物理蒸着法により形成される。物理蒸着法を採用することにより着用快適性や風合いの低下を起こす事なく、金属膜による保温性を得る事が出来る。前記物理蒸着法としては、真空蒸着、分子線蒸着、イオンプレーティング、イオンビーム蒸着などの蒸発系の方法と、スパッタリング系の方法が挙げられる。これらの中でも、安易性や生産効率の良さから、蒸発系の方法が好ましい。
【0025】
無電解メッキ法などのメッキ処理により、生地全面に金属膜を形成する方法もあるが、これらの場合、膜厚が厚く生地全体に金属膜が形成されるため、風合いが硬くなり、本発明の目的にはそぐわない。
【0026】
また、前記金属膜に、抗菌性や消臭性などのその他の機能を組み合わせても良い。
【0027】
本発明の衣料用織編物は、前記金属膜と織編物との間にさらに樹脂層を有することが好ましい。樹脂層を設けることによって、織編物と金属膜との接着性が向上し、実使用における耐久性が向上する。すなわち、前記金属膜を物理蒸着法により形成する前に、織編物に樹脂層を形成する加工を施すことが好ましい。
【0028】
従来、生地上に金属膜を物理蒸着法により形成する場合、原糸および織編工程における糊剤や油剤が接着性に対し悪影響を及ぼすため、精練、糊抜き工程を徹底し、これらを除去しその後、蒸着までの工程においては、樹脂や油剤による汚染が無い事が接着性にとって良いとされていた。しかしながら、織編物の素材との接着性が良く、織編物素材よりも柔らかく、なおかつ金属との接着性の良い樹脂を接着層として利用することにより、さらに接着性が向上することが見出された。
【0029】
前記接着性を向上させるために用いられる樹脂は、織編物の素材と金属膜との接着性に優れているポリマーを選択すればよい。例えば、ポリエステルを素材とする織編物の場合は、アクリル系樹脂、親水性を高めたエステル系樹脂、およびエステル系ウレタン樹脂などが好ましい。また、ナイロンを素材とする織編物の場合は、ウレタン樹脂やポリアミド樹脂などが好ましい。前記樹脂は、水性媒体に分散または溶解させた水分散液(エマルジョン、ディスパージョン)または水溶液(以下、これらを単に「水性液」という場合がある)、あるいは、有機溶剤に溶解または分散した溶液または分散液として使用することが好ましい態様であり、水性液として使用することがより好ましい態様である。
【0030】
より接着性を向上する目的で、生地にプラズマ処理やコロナ処理のような放電照射により、生地表面を活性化する方法、あるいはエキシマレーザーやアルカリ溶液を用いて生地表面を処理し、生地表面に微細な凹凸を形成する方法を採用してもよい。
【0031】
また、水性液を使用する場合、水性液には界面活性剤が添加されている場合がある。この場合、添加されている界面活性剤は、樹脂層形成後に水洗工程により除去されることが好ましい態様である。界面活性剤を除去することにより、織編物上に金属膜をより均一に形成することができる。
【0032】
前記樹脂層を形成する方法としては、樹脂の水性液にパッディングした後に乾燥およびキュアリングを行い、織編物全体に樹脂層を形成する方法や、金属膜を形成する前の面にコーティング、グラビアロール、ラミネートなどにより、樹脂層を形成する方法などがある。
【0033】
前記樹脂層の付着量は特に限定されないが、例えばパッディング法を用いた場合、織編物の質量に対して0.005質量%owf(on the weight of fablic)以上であることが好ましく、0.01質量%owf以上であることがより好ましく、10質量%owf以下であることが好ましく、5質量%owf以下であることがより好ましい。樹脂層の付着量を前記範囲にすることにより、風合いの低下を起こさずに耐久性を向上させる事が可能である。
【0034】
前記樹脂層には、必要に応じて、架橋剤、触媒、浸透剤、pH調整剤などを添加したり、抗菌剤や親水剤、蓄熱加工剤、帯電防止剤等の機能加工を施しても良い。
【0035】
本発明の衣料用織編物は、金属膜上に形成された保護層を有する。着用時の揉みや摩擦、或いは洗濯の繰り返しや揉み洗いにより、金属膜は剥離しやすいため、前記金属膜の表面には、保護層が形成されている必要がある。また、保護層を形成することにより、腐蝕性の問題により衣料品への利用し難いアルミニウム、銀、銅などは、衣料品への使用が可能となる。
【0036】
前記保護層として用いられる樹脂は、アクリル系やウレタン系、エステル系、ポリカーボネート系、または、メラミン系の樹脂があげられる。これらの樹脂は、単独使用しても良く、2種以上を組み合わせて使用することもできる。前記保護層を形成する樹脂成分は、水性媒体に分散または溶解させた水分散液(エマルジョン、ディスパージョン)または水溶液(以下、これらを単に「水性液」という場合がある)、あるいは、有機溶剤に溶解または分散した溶液または分散液として使用することが好ましい態様であり、水性液として使用することがより好ましい態様である。
【0037】
前記保護層を形成する方法としては、樹脂の水性液にパッディングした後に乾燥およびキュアリングを行い、織編物全体に保護層を形成する方法や、金属膜にさらにコーティング、グラビアロール、ラミネートなどにより保護層を積層させる方法などがある。
【0038】
前記保護層の付着量は特に限定されないが、例えばパッディング法を用いた場合、織編物の質量に対して0.05質量%owf(on the weight of fablic)以上であることが好ましく、0.5質量%owf以上であることがより好ましく、30質量%owf以下であることが好ましく、10質量%owf以下であることがより好ましい。保護層の付着量を前記範囲にすることにより、金属膜の耐久性を高めると共に、織編物の風合いや通気度も損なわないからである。また、コーティング、グラビアロール、ラミネートなどで保護層を積層させる場合は、前記保護層の厚みは、特に限定されないが、500nm以上であることが好ましく、1000nm以上であることがより好ましく、100000nm以下であることが好ましく、50000nm以下であることがより好ましい。但し、ラミネートやコーティングの厚塗り(5000nm以上)の物は、通気性を大きく損なうため、最終製品の求める快適性に応じて適宜厚みを調整すればよい。
【0039】
また、前記保護層は、必要に応じて、吸水加工剤、撥水加工剤、抗菌防臭加工剤、消臭加工剤、UVカット剤、帯電防止剤、保湿加工剤、涼感加工剤、芳香加工剤、防虫加工剤、難燃加工剤、スリップ防止剤、または、可縫製向上剤などの添加剤を含有することができる。また、耐久性をさらに向上する目的で架橋されていても良い。
【0040】
また、前記樹脂層または前記保護層は、カレンダー処理が施されていることが好ましい。カレンダー処理を施すことにより、織編物と金属膜の接着性が高められ、得られた衣料用織編物の消費段階における金属膜の耐久性を向上させる。
【0041】
前記カレンダー処理を施す条件としては、特に限定されず、例えば、130℃〜220℃の温度で、50N/cm2〜1000N/cm2の圧力で施すことができる。
【0042】
本発明の衣料用織編物は、その洗濯耐久性を確保する観点から、洗濯堅牢度試験 JIS L 0844 A−2法により測定する金属膜面の変退色が4級以上であることが好ましく、4−5級以上であることがより好ましい。また、繰り返し洗濯試験 JIS L 0217 103法により測定する吊り干し条件での5回洗濯後の金属膜面の変退色が4級以上であることが好ましく、4−5級以上であることがより好ましい。前記洗濯堅牢度試験または繰り返し洗濯試験により測定する金属膜面の変退色が前記下限値以上であれば、得られる衣料用織編物は、洗濯の繰り返しや揉み洗いによる金属膜の劣化が防止され、洗濯耐久性が確保できる。
【0043】
本発明の衣料用織編物は、その摩擦耐久性を確保する観点から、摩擦堅牢度試験 JIS L 0849 II型法により測定する乾燥条件での綿布汚染が2級以上であることが好ましく、3級以上であることがより好ましい。前記摩擦堅牢度試験により測定する乾燥条件での綿布汚染が前記下限値以上であれば、得られる衣料用織編物は、着用時の揉みや摩擦などによる金属膜の劣化が防止され、着用耐久性が確保できる。
【0044】
本発明の衣料用織編物は、その遠赤外保温性を確保する観点から、45度パラレル再放射法により測定する熱再放射特性が、ブランクとの温度差(ΔT)3℃以上であることが好ましく、4℃以上であることがより好ましい。前記45度パラレル再放射法により測定する熱再放射特性が前記下限値以上の衣料用織編物であれば、保温性を十分に体感できるため、低温環境下での各種防寒衣料用の素材として用いられる。
【0045】
本発明の衣料用織編物の製造方法は、織編物の少なくとも片面に蒸発系物理蒸着法により金属膜を形成し、前記金属膜上に保護層を形成することを特徴とする。また、衣料用織編物の製造方法において、前記織編物の表面に樹脂層を形成してから、蒸発系物理蒸着法により金属膜を形成することが好ましい。
【0046】
以下、本発明を図面に基づいて説明するが、本発明は図面に示された態様に限定されるものではない。
【0047】
図1〜図5は、本発明の衣料用織編物の構成を模式的に例示する断面説明図である。図1における衣料用織編物10は、織編物1と、織編物1の片面に形成された金属膜3と、金属膜3上に形成された保護層5とを有している。図2における衣料用織編物は、図1における衣料用織編物の金属膜3と織編物1との間にさらに形成された樹脂層7を有している。図3および図4における衣料用織編物には、それぞれ図1および図2における衣料用織編物10の織編物1の他の片面にも、保護層5’が形成されている。図5は、図2における衣料用織編物の樹脂層及び/又は保護層をパッディング法により形成した衣料用織編物の構成を模式的に例示する断面説明図である。図5の衣料用織編物において、樹脂層及び/又は保護層は、織編物全体に、より詳細には、織編物を構成する繊維表面に形成されている。なお、前記態様の織編物の両面に金属膜が形成されている態様も本発明に含まれる。
【実施例】
【0048】
次に、実施例及び比較例を用いて本発明を具体的に説明するが、本発明はこれらに限定されるものではなく、前・後記の趣旨を逸脱しない範囲で変更実施をすることは、全て本発明の技術的範囲に含まれる。本発明で用いた測定法は以下の通りである。
【0049】
〈金属膜の膜厚、及び保護層の厚み〉
蒸着加工した織編物の試料から糸を一本ばらけないように静かに取出し(織物なら経糸)、糸を張った状態で、樹脂の真ん中に鉛筆の芯のように糸が配置されるように電子顕微鏡用のエポキシ樹脂で包埋した。鉛筆を削るように、包埋試料の樹脂をナイフで削って糸を露出させた。これをウルトラミクロトームの試料ホルダに固定し、包埋した糸の長手方向に垂直な断面薄切片を作製した。次いでこの切片中の蒸着された繊維の、更に薄膜の著しい損傷がない部位において、透過型電子顕微鏡(JEOL社製、JEM−2010)を用い、加速電圧200kV、明視野で観察倍率1万倍にて写真撮影を行った。得られた写真から膜厚を求めた。これと同様にして保護層の厚みも求めた。
【0050】
〈樹脂層または保護層の付着量〉
樹脂層加工する直前の織編物を10cm角で採取し(n=3)、標準状態で24時間調湿した後、精密天秤で生地の質量を測定してn=3の平均値を樹脂加工前の質量Aとする。樹脂層を加工した後の織編物を10cm角で採取して(n=3)、これも標準状態で24時間調湿してから精密天秤で生地の質量を測定して平均値を樹脂層加工後の質量Bとする。下記式で付着量X%を算出した。これと同様にして保護層の付着量も求めた。
付着量X(質量%owf)=(B−A)/A×100%
【0051】
〈洗濯耐久性〉
洗濯堅牢度試験:JIS L 0844 A−2法により測定した。主に金属膜面の変退色をグレースケールにより判定した。
繰り返し洗濯試験:JIS L 0217 103法により測定した。吊り干し条件での5回洗濯後の金属膜面の変退色をグレースケールにより判定した。
【0052】
〈摩擦耐久性〉
摩擦堅牢度試験:JIS L 0849 II型法により測定した。乾燥条件での綿布の汚染をグレースケールにより判定した。
【0053】
〈遠赤外保温性〉
熱再放射特性:(社)遠赤外線協会 認定規則 再放射特性 45度パラレル再放射法により、赤外線を織編物に放射して15秒後から120秒後までの生地の上昇温度を測定した。その時同時に未加工布(ブランク)の上昇温度も測定して、その上昇温度の差をΔTとした。未加工布(ブランク)とは、同様規格同工程の織編物にて、金属膜の形成のみ行っていない物とする。
【0054】
実施例1
経糸及び緯糸の双方にポリエチレンテレフタレートに艶消剤として酸化チタンを0.5質量%練り込んだレジンを用いて紡糸された、丸断面のポリエステルマルチフィラメント56デシテックス/108フィラメントを用い、経密度189本/2.54cm、緯密度114本/2.54cmの平織物を製織し、通常の方法により連続精練、予備セット(180℃×30秒)、染色(130℃×30分)、乾燥セット(150℃×30秒)を行い、蒸着用の生地を得た。得られた生地を、株式会社アルバック製の真空蒸着機にセッティングし、真空環境下でアルミニウムを約60nmの厚さで蒸着(真空度3.0×10−4Torr)を行った。さらに金属膜が形成された生地を、保護層用樹脂のエマルジョンに浸漬しマングルにてピックアップ率35%で絞り(パッディング法)、テンターを用いて150℃で1分間熱処理を施すことにより、織物全体に付着量0.9質量%owfの保護層を形成して、衣料用織編物1を作製した。衣料用織編物1について、洗濯耐久性、摩擦耐久性、および遠赤外保温性を前記方法で評価し、結果を表1に示す。
【0055】
前記保護層用樹脂のエマルジョンの組成は、撥水加工剤(明成化学株式会社製、商品名:アサヒガードAG−970):80g/L、メラミン樹脂(住友化学株式会社製、商品名:スミテックスレジンM3):3g/L、触媒(住友化学株式会社製、商品名:ACX):3g/Lであった。
【0056】
実施例2
実施例1と同じレジンで紡糸した丸断面のポリエステルマルチフィラメント167デシテックス/48フィラメントを用いて、目付320g/m2のモクロディー組織の編地を作製し、通常の方法により精練、染色(130℃×30分)、乾燥セット(150℃×30分)を行い、さらに樹脂層として、エステル系ウレタン樹脂液(大日本インキ株式会社製、商品名:ハイドランHW−350)を100g/Lの溶液に調整した処理液に浸漬しマングルにてピックアップ率100%で絞り(パッディング法)、テンターを用いて150℃で1分間熱処理を施すことにより、編物全面に付着量3.1質量%owfの樹脂層を形成して、蒸着用の生地を得た。得られた生地を、株式会社アルバック製イオンビーム蒸着機にセッティングし、真空環境下でアルミニウムを約80nmの厚さで蒸着(真空度3.0×10−4Torr)を行った。さらに金属膜が形成された生地を、保護層用樹脂のエマルジョンに浸漬しマングルにてピックアップ率100%で絞り(パッディング法)、テンターを用いて150℃で1分間熱処理を施すことにより、編物全体に付着量1.2質量%owfの保護層を形成して、衣料用織編物2を作製した。衣料用織編物2について、実施例1と同様の方法で評価を行った。結果を表1に示す。
【0057】
前記保護層用樹脂のエマルジョンの組成は、吸水加工剤(高松油脂株式会社製、商品名:SR−1800):50g/L、バインダー(日本触媒株式会社製、商品名:エポクロス WS700):10g/Lであった。
【0058】
実施例3
経糸及び緯糸の双方に、実施例1と同じポリエステルマルチフィラメント56デシテックス/108フィラメントを用い、経密度189本/2.54cm、緯密度114本/2.54cmの平織物を製織し、通常の方法により連続精練、予備セット(180℃×30秒)、染色(130℃×30分)、乾燥セット(150℃×30秒)を行い、さらに樹脂層として、エステル系ウレタン樹脂液(大日本インキ株式会社製、商品名:ハイドランHW−350)を100g/Lの溶液に調整した処理液に浸漬しマングルでピックアップ率35%で絞り(パッディング法)、テンターを用いて150℃で1分間熱処理を施すことにより、織物全面に付着量1.0質量%owfの樹脂層を形成して、蒸着用の生地を得た。得られた生地を、実施例1と同様の方法で、アルミニウムの金属膜と保護層を形成した。さらに金属膜面に170℃で圧力295N/cm2の条件で、和歌山鉄工株式会社製の油圧式3本ロールカレンダーを用いてカレンダー処理を行い、衣料用織編物3を作製した。衣料用織編物3について、実施例1と同様の方法で評価を行った。結果を表1に示す。
【0059】
実施例4
経糸及び緯糸の双方にナイロン6マルチフィラメント78デシテックス/96フィラメントを用い、経糸密度120本/インチ、緯糸密度100本/インチの平織物を製織し、通常の方法により連続精練、予備セット(170℃×30秒)、染色(100℃×30分)、乾燥セット(150℃×30秒)を行い、さらに樹脂層として、実施例1に用いた保護層用樹脂のエマルジョンと同様組成のエマルジョンを用い、前記パッディング法と同様にして(ピックアップ率40%)、織物全面に付着量1.0質量%owfの樹脂層を形成した。さらに樹脂層に実施例3と同様の条件でカレンダー処理を行い、蒸着面の平滑性を向上させた生地を得た。さらに得られた生地のカレンダー面に、実施例1と同様の方法で、アルミニウムの金属膜を形成した。さらに金属膜が形成された生地の金属膜面に、ナイフコーティング装置(モリミ加工機株式会社製)を使用して、30g/m2の量で樹脂溶液をコーティングし乾燥処理を行い、厚み約2000nmの保護層を形成して、衣料用織編物4を作製した。衣料用織編物4について、実施例1と同様の方法で評価を行った。結果を表1に示す。
【0060】
前記樹脂溶液の組成は、乾式ウレタン樹脂(セイコー化成株式会社製、商品名:ラックスキンUS1606(固形分濃度約30質量%)):100質量部、架橋剤(セイコー化成株式会社製、商品名:U4000):2質量部、溶剤(メチルエチルケトン):20質量部であった。
【0061】
比較例1
金属膜を形成した後に保護層を形成する工程を省く以外、他の工程は実施例1と同様に行い、衣料用織編物5を作製した。衣料用織編物5について、実施例1と同様の方法で評価を行った。結果を表1に示す。
【0062】
比較例2
金属膜および保護層を形成する工程を省く以外に、他の工程は実施例1と同様に行い、衣料用織編物6を作製した。衣料用織編物6について、実施例1と同様の方法で評価を行った。結果を表1に示す。
【0063】
【表1】
【0064】
実施例1〜4の衣料用織編物は、洗濯耐久性、摩擦耐久性、および保温性に優れた。特に、実施例2〜4の衣料用織編物は、金属膜と織編物との間に樹脂層を有するため、洗濯耐久性および摩擦耐久性に一層優れていることが分かった。
【0065】
比較例1の衣料用織編物は、金属膜上に保護層が形成されなかったため、保温性に優れていたが、洗濯耐久性および摩擦耐久性に劣った。また、比較例2の衣料用織編物は、金属膜が形成されなかったため、保温性が劣っていた。
【産業上の利用可能性】
【0066】
本発明は、着用快適性、保温性、および耐久性に優れた衣料用織編物を提供することができる。本発明の衣料用織編物は、冬場に着用されるスポーツウェア、登山衣、インナーウェア、低温環境下での作業着等の各種防寒衣料用の素材として非常に有用である。
【図面の簡単な説明】
【0067】
【図1】本発明の衣料用織編物を模式的に例示する断面説明図である。
【図2】本発明の衣料用織編物を模式的に例示する断面説明図である。
【図3】本発明の衣料用織編物を模式的に例示する断面説明図である。
【図4】本発明の衣料用織編物を模式的に例示する断面説明図である。
【図5】本発明の衣料用織編物を模式的に例示する断面説明図である。
【符号の説明】
【0068】
1:織編物、1’: パッディング法により樹脂層及び/又は保護層が形成された織編物、3:金属膜、5、5’ 保護層、7:樹脂層、10:衣料用織編物
【特許請求の範囲】
【請求項1】
織編物と、前記織編物の少なくとも片面に物理蒸着法によって形成された金属膜と、前記金属膜上に形成された保護層と有していることを特徴とする衣料用織編物。
【請求項2】
前記金属膜と織編物との間にさらに樹脂層を有する請求項1に記載の衣料用織編物。
【請求項3】
洗濯堅牢度試験 JIS L 0844 A−2法により測定する金属膜面の変退色が4級以上であり、JIS L 0217 103法により測定する吊り干し条件での5回洗濯後の金属膜面の変退色が4級以上であり、摩擦耐久性が、摩擦堅牢度試験 JIS L 0849 II型により測定する乾燥条件での綿布汚染が2級以上であり、遠赤外保温性が45度パラレル再放射法によるブランクとの温度差(ΔT)が3℃以上である請求項1または2に記載の衣料用織編物。
【請求項4】
請求項1〜3のいずれか一項に記載の衣料用織編物を製造する方法であって、
織編物の少なくとも片面に蒸発系物理蒸着法により金属膜を形成し、前記金属膜上に保護層を形成することを特徴とする衣料用織編物の製造方法。
【請求項5】
前記織編物の表面に樹脂層を形成してから、蒸発系物理蒸着法により金属膜を形成する請求項4に記載の衣料用織編物の製造方法。
【請求項1】
織編物と、前記織編物の少なくとも片面に物理蒸着法によって形成された金属膜と、前記金属膜上に形成された保護層と有していることを特徴とする衣料用織編物。
【請求項2】
前記金属膜と織編物との間にさらに樹脂層を有する請求項1に記載の衣料用織編物。
【請求項3】
洗濯堅牢度試験 JIS L 0844 A−2法により測定する金属膜面の変退色が4級以上であり、JIS L 0217 103法により測定する吊り干し条件での5回洗濯後の金属膜面の変退色が4級以上であり、摩擦耐久性が、摩擦堅牢度試験 JIS L 0849 II型により測定する乾燥条件での綿布汚染が2級以上であり、遠赤外保温性が45度パラレル再放射法によるブランクとの温度差(ΔT)が3℃以上である請求項1または2に記載の衣料用織編物。
【請求項4】
請求項1〜3のいずれか一項に記載の衣料用織編物を製造する方法であって、
織編物の少なくとも片面に蒸発系物理蒸着法により金属膜を形成し、前記金属膜上に保護層を形成することを特徴とする衣料用織編物の製造方法。
【請求項5】
前記織編物の表面に樹脂層を形成してから、蒸発系物理蒸着法により金属膜を形成する請求項4に記載の衣料用織編物の製造方法。
【図1】


【図2】

【図3】

【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2010−37681(P2010−37681A)
【公開日】平成22年2月18日(2010.2.18)
【国際特許分類】
【出願番号】特願2008−201943(P2008−201943)
【出願日】平成20年8月5日(2008.8.5)
【出願人】(508179545)東洋紡スペシャルティズトレーディング株式会社 (51)
【Fターム(参考)】
【公開日】平成22年2月18日(2010.2.18)
【国際特許分類】
【出願日】平成20年8月5日(2008.8.5)
【出願人】(508179545)東洋紡スペシャルティズトレーディング株式会社 (51)
【Fターム(参考)】
[ Back to top ]