
赤外線検出による被検体用台及びそれを用いた被検体欠陥部等の赤外線検査方法

【課題】 簡単な構成で被検体の欠陥部等の検出精度を向上させうる赤外線検出による被検体用台及びそれを用いた被検体欠陥部等の赤外線検査方法を提供する。
【解決手段】 被検体の赤外線検査に用いる被検体用の金属製台は、被検体を同時に加熱及び冷却させつつ、被検体から放射される赤外線量を検出することにより被検体の表面の温度分布を計測し、その温度分布に基づく被検体の欠陥部等の検出に用いられる。
被検体用台は、被検体を着脱自在に載置させ、被検体の加熱用熱を直接に伝導する。台上に被検体を載置状態で被検体の下面と密着当接する面粗さ10<Ra<250又は1250<Ra<1700の上面を含む。
【解決手段】 被検体の赤外線検査に用いる被検体用の金属製台は、被検体を同時に加熱及び冷却させつつ、被検体から放射される赤外線量を検出することにより被検体の表面の温度分布を計測し、その温度分布に基づく被検体の欠陥部等の検出に用いられる。
被検体用台は、被検体を着脱自在に載置させ、被検体の加熱用熱を直接に伝導する。台上に被検体を載置状態で被検体の下面と密着当接する面粗さ10<Ra<250又は1250<Ra<1700の上面を含む。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、種々の原材料、半製品、製品の表面又は内部のクラックあるいは表面異物付着を含む欠陥部等を非接触かつ高い検出精度で、さらに、高効率に検出可能な赤外線検出による被検体用台及びそれを用いた検査方法に関する。
【背景技術】
【0002】
従来、金属やセラミック製品、その他の製品についての表面あるいは内部クラックの有無等の検査が製品製造中の種々の工程で必要とされる。これらの物品の欠陥部検出の方法として、特許文献1及び特許文献2の方法が提案されている。特許文献1の検出方法は、シリコン系セラミック焼結体へ赤外線照射または加熱後に放冷し、その放冷中の赤外線量分布を測定し、欠陥部を検出するものであり、加熱後の放冷状態における被検体表面の赤外線検出では、熱分布が緩和されているので、欠陥部が明確になりにくいとともに、加熱後、放冷中の物品の検査となるから検査全体の作業時間がかかり、工業製品等の大量検査処理が必要な工程では実用しにくい問題があった。また、特許文献2においては、ガラス壜の欠陥検出方法が開示されているが、加熱後、放冷中の被検体全体の徐々の温度降下状態での温度分布からの検出であるから、欠陥部分が顕在化しにくく検出精度の点で不十分である。また、成型直後に連続搬送される壜についての適用例であり、高温溶融成型品等のみについてしか採用できない。検出方式の点から、検出精度の信頼性に不安定なものがあった。これに対し、本出願人は、特許文献3を提案した。
【0003】
【特許文献1】特開昭59−217139号
【特許文献2】特開平5−142172号
【特許文献3】特開2007−327755号
【発明の開示】
【発明が解決しようとする課題】
【0004】
上記の特許文献3は、被検体に加熱、冷却を強制的に同時に加え、検査精度と検査効率を向上させうるものであるが、赤外線検出による温度分布から欠陥等を検出するものであり、周囲の温度や赤外線自体の放射と温度との関係から欠陥部等の検出は容易ではなく、さらに被検体の欠陥等の検出精度を向上させうる検出方法の出現が待望される。
【0005】
本発明は、上記従来の課題に鑑みてなされたものであり、その1つの目的は、極めて簡単な構成で被検体の欠陥部等の検出精度を向上させうる赤外線検出による被検体用台及びそれを用いた被検体欠陥部等の赤外線検査方法を提供することにある。
【課題を解決するための手段】
【0006】
上記の目的を達成するために、本発明は、被検体Rを同時に加熱及び冷却させつつ、被検体から放射される赤外線L量を検出することにより被検体の表面の温度分布を計測し、その温度分布に基づく被検体の欠陥部等の検出に用いられる金属製台10であり、被検体Rを着脱自在に載置させ、被検体の加熱用熱を直接に伝導する台であって、載置状態で被検体の下面と密着当接する面粗さ10<Ra<250又は1250<Ra<1700[Å]の上面10Aを含む赤外線検出による被検体用台10から構成される。所定の面粗さの金属平面を有する台であれば、赤外線による温度変化が低く表れ、その上面の被検体についての全体の赤外線検出温度に反映する。これによって、欠陥部等との温度差が顕著になり、欠陥部等の有無、位置、検出精度が向上する。
【0007】
その際、台本体11を加熱して被検体Rに直接熱作用を行なう加熱装置111が設けられていると良く、台上に被検体を載置し、その状態で被検体を加熱するから台自体が加熱支持装置として実質的に機能でき、構造を簡素化し熱作用の機能を具体的に実現できる。
【0008】
また、本発明は、被検体を加熱する第1の工程と、第1の工程による加熱と同時に第1の工程とは逆の熱作用を加えるべく同被検体を冷却する第2の工程と、被検体の同時加熱及び冷却中に被検体から放射される赤外線量から得られる被検体の表面温度分布に基いて被検体の欠陥部を検出する赤外線検出工程と、を含み、第1の工程において被検体を着脱自在に載置させ、被検体の加熱用熱を直接に伝導する台であって、載置状態で被検体の下面と密着当接する面粗さ10<Ra<250又は1250<Ra<1700の上面を含む台を用意し、台上面に被検体を載置した状態で上面の面粗さによる被検体の赤外線低放射下で被検体の欠陥部等を検出することを特徴とする被検体用台を用いた被検体欠陥部等の赤外線検査方法から構成される。
【発明の効果】
【0009】
本発明の赤外線検出による被検体用台によれば、被検体を同時に加熱及び冷却させつつ、被検体から放射される赤外線量を検出することにより被検体の表面の温度分布を計測し、その温度分布に基づく被検体の欠陥部等の検出に用いられる金属製台であり、被検体を着脱自在に載置させ、被検体の加熱用熱を直接に伝導する台であって、載置状態で被検体の下面と密着当接する面粗さ10<Ra<250又は1250<Ra<1700[Å]の上面を含む構成であるから、例えば金属表面を所要の粗さに研磨加工するだけで載置して加熱、冷却時の赤外線検出による表面温度検査において、欠陥部等とその周囲の正常部温度との温度差が明確な程度の差として現れ、これによって、被検体中の欠陥部等の有無、位置特定、検査精度の大幅な向上を達成することが可能である。
【0010】
また、台本体を加熱して被検体に直接熱作用を行なう加熱装置が設けられていることにより、台自体が被検体脱着載置支持並びに密接加熱装置として実質的に機能でき、構造を簡素化し熱作用の機能を具体的に実現できる。
【0011】
また、本発明の赤外線検査方法によれば、被検体を加熱する第1の工程と、第1の工程による加熱と同時に第1の工程とは逆の熱作用を加えるべく同被検体を冷却する第2の工程と、被検体の同時加熱及び冷却中に被検体から放射される赤外線量から得られる被検体の表面温度分布に基いて被検体の欠陥部を検出する赤外線検出工程と、を含み、第1の工程において被検体を着脱自在に載置させ、被検体の加熱用熱を直接に伝導する台であって、載置状態で被検体の下面と密着当接する面粗さ10<Ra<250又は1250<Ra<1700の上面を含む台を用意し、台上面に被検体を載置した状態で上面の面粗さによる被検体の赤外線低放射下で被検体の欠陥部等を検出する構成であるから、例えば金属表面を所要の粗さに研磨加工するだけで載置して加熱、冷却時の赤外線検出による表面温度検査において、欠陥部等とその周囲の正常部温度との温度差が明確な程度の差として現れ、これによって、被検体中の欠陥部等の有無、位置特定、検査精度の大幅な向上を達成することが可能である。
【発明を実施するための最良の形態】
【0012】
以下、添付図面を参照しつつ本発明を実施するための最良の形態について説明する。本発明は、簡単な構成により被検体の欠陥部等を精度よく確実に検出し、しかも工業的な連続処理にも適用しうる被検体欠陥部等の赤外線検出による被検体用台並びにそれを用いた被検体欠陥部等の赤外線検査方法であり、その最良の実施形態として例えば、薄板状の鉄系焼結体製品の欠陥部等の赤外線検査システムにおいて用いられる本発明の特有の台、並びにそれを用いた被検体欠陥部等の赤外線検査方法について説明する。赤外線検出を利用した具体的な被検体物品としての薄板円板の鉄系焼結体製品(例えばフェライト相を有する鋼、鋳鉄製品)は、自動車、産業用機械機器、ロボット、工場施設、測定機器、その他の駆動部分を有する適用箇所についてその駆動による移動量に対応する回転制御部分に多用されている。
【0013】
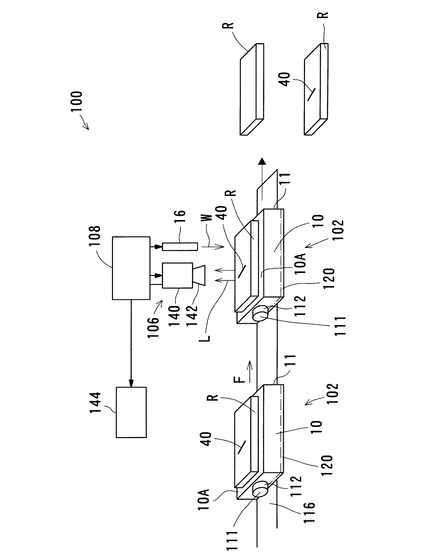
図1ないし図3は、本発明の被検体用台10を適用した物品の欠陥部等の赤外線検査システムの実施形態に係る概略構成を示しており、図において、薄板状の鉄系焼結体製品を被検体Rとしており、この薄板状鉄系焼結体製品は、例えば板厚3mmで縦、横が50mm×50mm程度のサイズである。図1実施形態の物品の欠陥部等の赤外線検査システムは、被検体(以下、「薄板被検体」と同じ。)Rを下面側から加熱する状態で台上面に載置支持し、同時に上方側から冷却流体を供給し、温度差を強制的に形成させながら、被検体Rから放射される赤外線Lを検出して温度分布画像を取得し、例えば等温線表示処理を行なうことにより欠陥部等での顕在化した等温線の断層状態から被検体の欠陥部等を検出するものである。
【0014】
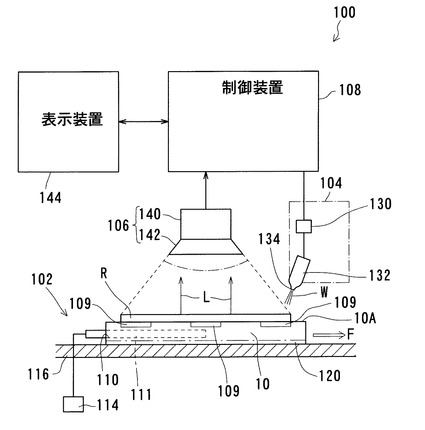
図1において、赤外線検査システム100は、被検体Rの加熱支持装置102と、被検体Rを同時に冷却する冷却装置104と、その際、被検体Rから放射される赤外線を検出する赤外線検出装置106と、判定処理装置108と、を含む。本実施形態において、加熱支持装置102は、被検体Rを加熱する第1の手段であり、冷却装置104は、加熱支持装置による加熱と同時に第1の手段とは逆の熱作用となる冷却作用を加えるべく同被検体Rを冷却する第2の手段である。
【0015】
加熱支持装置102は被検体Rを支持した状態で加熱して被検体R自体の温度を上昇させ、赤外線放射量を増加させる赤外線放射量増加手段であり、熱放射する加熱用器体に物理的に接触させて行なう直接の熱伝導による加熱のほか、ガス、液体その他の加熱流体を吹き付けて加熱する方法、さらには、電磁波等を介した加熱等を含む。加熱支持装置102は被検体の検査効率を考慮する必要があり、このため、被検体を着脱自在に支持する構成であるのが好ましい。実施形態のように薄板状鉄系焼結体の場合には、単にその被検体Rを載置し得る平面を有する構成であればよく、その際にその平面上に載置したときに配置位置が決まるような平面から突出する位置決め用のブラケットや収容される凹部などの構成を有するとさらに好ましい。
【0016】
本実施形態において、加熱支持装置12は、上面に被検体Rを載せる平面である上面10Aを有する台10と、台10を直接に加熱する加熱装置111と、を含む。本実施形態において、台10は薄板被検体Rを着脱自在に載置支持し、かつ、載置させた被検体Rの下面から該被検体Rを直接に面接触により熱伝導加熱する被検体の支持装置兼加熱器であり、本実施形態において、台10は、平面部分である上面10Aと、台本体11と、を有する金属製厚板からなる直方体状台からなる。本実施形態では、台10には、磁力吸着部109が設置されている。磁力吸着部109は、被検体Rを磁力により着脱自在に吸着する吸着手段であり、磁力吸着位置が赤外線カメラによる取り込み角度、位置などを考慮して予め定められた位置に設定されてこれらの位置に永久磁石や磁力発生装置が設置されている。吸着手段は磁力吸着部109のほか、例えば空気吸引力による吸着機構としてもよい。これらの吸着手段に加えて位置決め用の突起や凹部などにより台上面に配置される被検体Rが常に台上の一定位置に位置決め配置される。
【0017】
本実施形態において、台本体11には、その側壁から台本体の内部側に向けて横方向に挿入穴110が設けられており、この挿入穴110にロッドヒータが挿入されて台本体内部に配置され一体的に組み付けられている。ロッドヒータは、台10を直接に加熱し、台を介して台10に密接当着する被検体Rの下面側を加熱する加熱源としての加熱装置111である。ロッドヒータは、図示しない電源に接続することにより、通電によってその電気抵抗により発熱する。ロッドヒータには、温度調節装置114により加熱温度調節、設定が可能となっており、加熱温度を一定に保持することにより、一定温度で加熱し続けた状態で被検体を搬送する。発熱源としては、ロッドヒータのほかに、例えば、パネルヒータを下面側あるいは挿脱式で内部配置させて加熱させてもよい。また、加熱源は、本実施形態のように必ずしも台本体に一体的に組みつけられている必要はなく、離隔位置に配置して直接、間接、あるいは熱の供給方法も直接の熱伝導による加熱のほか、加熱流体の吹き付けや、電磁波等を介した加熱としてもよい。加熱装置111による台10の加熱はその上面に載置した被検体としての鉄系焼結体製品の表面温度が60℃〜120℃の温度範囲となるように行なうと良い。より好ましくは、加熱される鉄系焼結体製品の表面温度が90℃〜100℃の範囲であるとよい。台10の底面あるいは底面及び側面は、断熱材120により断熱されており、周辺部品への熱伝導による影響を遮断し、安全が確保される。
【0018】
被検体を台10に載置させ加熱状態で台10を一方向に移動させることにより被検体Rを移動させ、その際、定位置から冷風等を被検体に向けて当てることにより被検体に同時に異なる熱作用であって冷却媒体を走査状に移動させながら当てるようにさせている。実施形態において、台10は、走行軌道、走行速度等を制御されてX−Y方向に図示しない搬送用ブラケットを取り付けた移動テーブル116により、少なくとも矢示F方向に搬送駆動されるようになっている。被検体の搬送速度は、被検体の上方からの冷却能力、赤外線検出装置の検出機能にもよるが、本実施形態では、例えば、2mm/sec〜15mm/secが好ましく、最適には、3.5mm/sec〜10mm/secがよい。台10の移動用として搬送コンベアを用いてもよい。本実施形態の赤外線による欠陥部検出では、被検体の下部から加熱し熱を作用させるとともにその状態で、上面から冷却流体が被検体上を走査するように一方向に移動させ、その間に移動しながら冷却作用を行い、この際の温度勾配の分布状態の変化を見ながら欠陥部等を検出するものであり、この実施形態では被検体の加熱支持装置側を一方向に移動させる一方、定位置から被検体Rに冷風を吹き付けて冷却風の被検体への走査状の投射あるいは放射を行なっている。加熱支持装置側を固定とし、冷風放射側を移動させるようにしても良い。本実施形態では、搬送コンベア上に台10を載置させ、その上面に被検体を載置させて搬送移動させるようにしているが、台10自体を自走式としてもよい。なお、被検体を静止状態で加熱し、上面から放射する冷却装置を移動式としてもよい。
【0019】
図1に戻って、冷却装置104は、加熱支持装置102による加熱と同時に該加熱装置とは逆の熱作用を加えるべく、この被検体を冷却する冷却手段であり、本実施形態において、冷却装置104が第2の手段とされる。本実施形態においては、被検体の下面側から該被検体Rを加熱し、同時に、該被検体Rの上方から被検体上面を冷却する。冷却装置104は、図示しない固定機構により、移動テーブル116による被検体Rの搬送移動経路上で固定設置されている。
【0020】
図1、図2において、冷却装置104は、例えばコンプレッサによる圧縮空気あるいは低温空気を被検体の上方から被検体の表面に向けて供給する冷却用流体供給手段であり、本実施形態において、該冷却装置104は、空気供給源としてのファン130と、空気の噴射ノズル132と、ノズル口134を含む冷却ガス供給装置から構成されている。
【0021】
図3において、冷却ガス供給装置は、移動中の被検体Rの進行方向前部側から順次後部側にかけて相反する熱作用を生じさせる流体を被検体に加えるように設置されている。このとき、被検体の移動中にこれに対向する方向あるいは被検体の背後から吹き降ろすようにノズル口から冷却流体を放出あるいは吐出させてもよい。本実施形態では、冷却ガス装置の噴射ノズル132は、搬送移動される被検体Rの進行方向に対して交差する線状又は帯状に冷却作用を生じさせる空気Wを供給するように設置されている。このときの冷却能力としては、被検体としての鉄系焼結体製品の上面内及び赤外線検出手段の視野範囲内での温度差が50℃以内になるように冷却するのがよく、有利には、20℃〜30℃の温度差で鉄系焼結体製品上面を冷却するのが良い。したがって、少なくとも鉄系焼結体製品においては、上記を目安に冷却空気温度、流量を設定すると良い。この際、冷却流体(W)は、一定の流量で被検体の表面に当たるように設定するのが好ましい。
【0022】
図3において、噴射ノズル132のノズル口134は、搬送される被検体の進行方向に対して交差する方向に長く線状又は帯状に形成され、かつ、連続又は不連続に開口を形成して設けられている。そして、該ノズル口134の開口は、搬送される被検体の上方位置から空気又はガスを吹き降ろすような向きに設定されている。ノズル口134と被検体Rとは例えば1mm〜10mm程度の間隙幅が設定されており、至近距離でこれらの冷却(加熱)流体を被検体に噴射させることにより、同時加熱、冷却を効果的に行なえるようにしている。なお、このノズル口と被検体Rとの間隔は上記に限らず、流体温度、流速、流量等に応じて任意に設定することができる。ノズル口134の向きは、上方から被検体の表面に向けて直角状に吹き降ろすように噴射してもよいが、冷却用流体が被検体の表面に吹き付けられた後、被検体の面上を帯状に広がるように噴射させるのがよい。このようにある一定の広がりをもった面状に冷却用流体を下面側から加熱される被検体の上面側に吹き付けることにより、赤外線センサによる線量検出の範囲を広く確保でき、検出精度を向上させ得る。また、赤外線センサによる線量の検出時のセンサ側の取り付け自由度を確保できることや、センサの狙い位置設定操作容易性、並びに、赤外線カメラによる視野範囲の設定の自由度が高くなる。
【0023】
本実施形態では、図示しないが、この冷却装置の冷却用流体の吹出し温度を調節する第2の温度調節装置を設け、この第2温度調節装置を制御装置に接続して、加熱側の温度調節装置114と、冷却装置による冷却流体の温度を調節自在とし、加熱と同時に行なわれる冷却の両者の温度差を自在に可変設定可能とするとよく、被検体の種類や特性に応じて検出のための最適な赤外線放射量を得られる条件を設定することができる。
【0024】
本実施形態において、噴射ノズル132により、台10上に載置された鉄系焼結体からなる薄板被検体Rの上面を冷却する際の圧縮空気、低温空気を吹き付ける範囲は、図3において、赤外線検出手段の視野範囲の1/3程度の範囲を冷却するように設定されている。本実施形態では、赤外線カメラを介して取り込まれたデータを画像処理により等温線処理し、表示装置に等温線を常時表示した状態とし、欠陥部等で表面温度が変動する際に等温線の帯が断層状にずれた状態で表示させるようにしている。したがって、このような低温空気による冷却範囲と、赤外線検出手段による視野範囲を設定しておくことにより、特に被検体を一定方向に移動させながら連続的に検出する作業の場合に、検出精度を維持し得る。なお冷却流体(被検体の下面冷却の場合は加熱流体)は、一定の流量で被検体の表面に当てられる。これにより、画像処理による安定した等温線表示が可能となり、同時に、欠陥部等における異常な温度分布状態を視覚的にも検出しやすいものとなる。
【0025】
図1、2において、赤外線検出装置106は、被検体Rの同時加熱及び冷却中に被検体から放射される赤外線を検出する赤外線検出手段であり、本実施形態では、被検体Rは、表裏面を有する板状の物体からなり、その裏面を加熱しつつ表面を冷却中に被検体上面の熱分布状態を検出する。本実施形態において、被検体Rの上方側に赤外線検出装置の集光部が配置されており、下方側の被検体から放射される赤外線量を測定し、欠陥部等の有無を検出する。
【0026】
本実施形態において、赤外線検出装置106は、赤外線撮像装置140と集光レンズ142と、を含み、被検体Rからの赤外線量を検出し、それらに基づいて変換された温度データの温度分布からの被検体の欠陥部検出のための基礎データを判定処理装置108に供給する。本実施形態において、赤外線撮像装置140は、被検体から放射される赤外線エネルギー量により温度分布を測定する赤外線サーモグラフ(赤外線サーモグラフィ)と、赤外線カメラと、を含む。赤外線撮像装置140は、例えば、光学系としての集光レンズ142に接続され、焦電素子などの検知素子、増幅回路、A/D変換回路、温度変換、画像処理装置等を含み、被検体からの赤外線放射エネルギーを検出し、そのデータからの温度分布を画像データとして生成させる。
【0027】
判定処理装置108は、赤外線撮像装置140並びに表示装置、加熱、冷却装置などの外部機器に接続されて赤外線撮像装置140から入力される画像データを基礎に演算、判定、記憶処理を行うとともに、外部機器の駆動、停止を含む動きを統括的に制御する制御装置であり、CPUなどの中央処理装置のほか、記憶装置、制御部等を有している。そして、判定処理装置108は、赤外線撮像装置からの被検体の赤外線エネルギーの画像データを基礎として欠陥部等の有無を判定し欠陥部有りの場合に外部に信号を出力する機能と、冷却装置104に接続されて所定の温度差で被検体を同時加熱、冷却しうるように制御する機能と、を有している。また、本実施形態では、判定処理装置108は、赤外線撮像装置140の画像データより等温線データを演算し生成してCRT、液晶モニタ等からなるディスプレイ装置などの表示装置144に所要の温度差幅の複数の帯状等温線を所要の間隔で表示させる。
【0028】
さらに、判定処理装置108は、冷却装置104、加熱装置111に電気的に接続されて被検体への加熱装置により加熱温度、冷風の風量、風量を制御するとともに、赤外線撮像装置140からの画像データを処理して欠陥部等の有無判定、ならびにそれらのデータによる状態を表示装置144に可視的に表示させる。具体的には、判定処理装置108は、冷却装置104の空気の供給駆動ファン130に電気的に接続されており、冷却装置を駆動して被検体の上面側を冷却する状態で赤外線撮像装置による赤外線データを取得するように制御する。なお、判定処理装置108は、被検体の加熱装置による加熱温度調節装置114や、冷却装置を圧縮用ポンプで構成する際の温度調節装置に接続して、予め設定された同時加熱、冷却による温度範囲を維持するようにし、赤外線検出手段による検出を行う。また、冷却装置104に接続されて外部操作により冷却装置104の冷却用流体の吹出し量を設定する機能と、を有してもよい。
【0029】
次に、本発明の特徴的な構成である被検体用の台10について説明する。本発明において、特徴的なことは、台10の上面10Aが所定の表面粗さを有していること、具体的には研磨加工処理を通じた台上面の表面粗さが所定の粗さ度合いを有することである。本実施形態において、台10は、被検体Rの載置支持を行いかつ面接触により被検体の下面を直接に熱伝導加熱する。台10は、図1、2のようにロッドヒータを台本体内部に挿入して加熱し台自体を加熱しその伝導熱でさらに上面の被検体Rを加熱する。したがって、台10は、熱を材料の内部に滞留させることなく、迅速に伝導して被検体Rに熱的作用を生じさせ得るところの熱伝導性の良好な材料からなる台であることが必要である。この点から、台として金属材料であり、その中で被検体との接触耐磨耗性、耐食性、加工性、材料コストなどの点を充足しながら、かつ熱伝導率W/(m・K)の良好な材料が選択される。本実施形態では、台はアルミニウム材による厚板状台で構成されている。材料としてはこのほかに、例えばアルミニウムよりも熱伝導率の高い、銀、銅、金などでもよい。
【0030】
実施形態において台10の上面10Aの面粗さRaは、具体的には
【0031】
【数1】

より好ましくは、
【0032】
【数2】
の範囲であると赤外線検出による被検体の欠陥部検出を良好な精度で行なえることが実験的に確認されている。なお、表面粗さRaは、算術平均粗さを意味し、粗さ曲線から、その平均先の方向に基準長さLだけ抜き取り、抜き取り部分の平均先から測定曲線までの偏差の絶対値を合計し、平均した値であり、一般に、次式(3)で表される。
【0033】
【数3】
【0034】
赤外線カメラによる被検体の表面からの赤外線量は被検体からの赤外線の放射量に帰するものであり、その量が温度データとして変換され温度分布状態として表示されるが、一般には、台上面10Aと薄板被検体Rの下面との面接触による熱伝導の場合、台上面の鏡面化程度が高いほど赤外線放射量は低下すると考えられる。すなわち、一般的には物体の表面凹凸が多いほど表面積が大きくなるから表面が平滑化されて鏡面化が進むほど表面積が小さくなり、したがって、材料のもつ固有の単位面積あたりの赤外線放射量により、表面積の小形化に伴ってその鏡面化台の赤外線放射量は低下する。そして、台上面の鏡面化に伴って赤外線放射量は低くなり、台の表面温度は、低下する。その温度をもつ熱が直接に被検体に伝導し、被検体全体の表面温度は低く表れる。鉄系焼結体等の薄板被検体の内部に微小クラックが存在する場合、クラック部分での熱移動は阻害されその部分の被検体Rの表面温度は低下することが知られている。しかしながら、台上面の鏡面化により台全体の表面温度が相等程度低下し、これによって低く表れる被検体の表面温度のために、もしも被検体にクラックが存在する場合には、そのクラック部分の表面温度の低下にかかわらずそのクラック部分の周囲温度の低下のため、クラック部分の表面温度が相対として顕著に突出して表れ、このため、被検体の欠陥部等の有無を容易に、かつ高精度に確認できる。さらに、画像表示によりそのクラック箇所も特定でき、そのデータは材料の分析や材料取りの判断などにも利用できる。
【0035】
具体的には、例えば、市場入手可能なアルミニウム板材の板面では、赤外線放射量の低下はなく、ある程度の高温に表れて台自体の作用により欠陥部等検出に有利に働くものではない。すなわち、例えば市場入手可能なアルミニウム板材の板面を研磨材などを用いて鏡面化あるいは粗面化加工することにより、この上面からの放射赤外線は低く検出され、したがって、表面温度も低く現われ、欠陥部温度を相対的に高く突出して表れるようにさせ得る。
【0036】
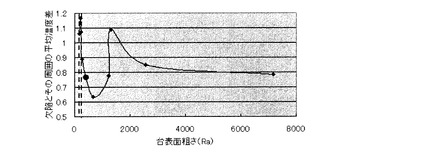
上記の式(1)、(2)の台上面の面粗さであれば、赤外線カメラによる表面温度がクラックその他の欠陥部分において突出して現われる結果、欠陥部検出を容易にかつ高精度で行える。図15は、本発明の実施例による上面を手作業サンドペーパー研磨加工した台に被検体を載置し、加熱、冷却下で複数種類の面粗さの台について赤外線による表面温度検出を行った結果の、縦軸を平均温度差で表したグラフであり、このグラフから明らかなように、表面粗さが10<Ra<250[Å]の範囲並びに1250<Ra<1700[Å]の範囲の台を用いると、被検体の欠陥部と周囲の正常部とで大きな温度差を得ることが明らかになった。図15のグラフに示すように欠陥部とその周囲との温度差に関する表面粗さについてのなだらかな連続性はないが、この理由は台上面の研磨加工により、極小閉鎖空間でのキズ中で赤外線の放射、吸収、反射が繰り返されるところのいわゆる空洞放射に近似した状態が生じ、このため、単純に表面粗さの粗度に対応した表面温度変化とはならないからと、推測される。
【0037】
次に、本実施形態の赤外線検査システム100を用いた鉄系焼結体製品としての被検体Rの検出方法について説明する。図1において、移動テーブル116に搬送されて所定の間隔で複数の台10が搬送され、台10の上面10Aに密着当接して薄板状鉄系焼結体製品からなる被検体Rが着脱自在に載置されている。複数の被検体は搬送装置によりそれぞれ等速で直線状に移動する。このとき、被検体Rは、台の磁力吸着部109により磁気吸着されて確実に固定された状態で搬送移動される。台10は、発熱源を介して上面の薄板状鉄系焼結体製品を加熱し、その際、該薄板状鉄系焼結体製品の表面温度が例えば90℃程度となるようにされ、その加熱状態を維持したまま搬送ライン上を移動する。
【0038】
冷却装置104の噴射ノズル132から鉄系焼結体製品の表面温度との温度差が例えば25℃程度となるような冷却用空気が噴射され、被検体Rを同時に加熱、冷却させる。冷却用空気の温度は、判定処理装置108に接続された調整ダイアル等の外部操作部により入力設定される。このとき、赤外線検出装置の赤外線撮像装置140は、レンズにより集光して鉄系焼結体製品Rから放射される赤外線Lを検出する。赤外線検出装置106は検出された赤外線データを見掛け上の温度分布として画像処理する。赤外線検出装置106の視野範囲は、少なくとも被検体Rの移動経路であって、被検体の上面全体からの放射赤外線を検出し得るような範囲として設定されており、このとき、被検体Rからの赤外線データによる画像を所定の時間間隔で更新処理し、被検体Rの移動に伴ない被検体表面側からの放射赤外線量を検出する。同時に赤外線検出装置106は、赤外線データを判定処理装置108に供給する。
【0039】
判定処理装置108は、赤外線撮像装置からの被検体の赤外線エネルギーの画像データを処理して、温度データが設定された基準となる閾値を越えた際に、欠陥部等の存在による温度変化として、欠陥部有りとの判定結果を選別装置側に出力する。さらに、判定処理装置108は、赤外線撮像装置からの被検体の赤外線エネルギーの画像データを基礎として等温線を演算し、生成した等温線データを表示装置144に出力する。表示装置144は、判定処理装置108からの等温線画像処理データを入力して色分け処理したカラーの等温線画像を表示する。判定処理装置108は、さらに、冷却装置の冷気の温度制御機能を有し、所定の設定温度を維持して温度差を保持させる。
【0040】
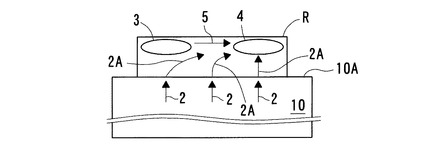
次に、図4ないし図9により、被検体に加えられる同時加熱、冷却による被検体内の熱移動について説明する。図4は、欠陥部としてのクラック欠陥がない場合の鉄系焼結体製品からなる被検体R上面の熱移動を示し、図5は、そのときの被検体Rを断面的に見た説明図である。被検体Rには、常に台10からの熱2が加えられ(図4)、その加えられる熱は図5のように、被検体内部に熱流入2Aする。同時にこの被検体Rの上面は部分的(例えば進行方向についての前部側)に冷却されるので、被検体R上面全体では温度差が生じ、被検体R上面では高温領域3と、低温領域4が形成される。図5より、被検体R断面の温度分布では、表層部において高温領域3(被検体後部側)から低温領域4(被検体前部側)への熱移動5が生じ、同時に被検体Rの下面の加熱受台側からの熱流入2Aの双方が発生して被検体Rの上面になだらかな温度分布が形成される。
【0041】
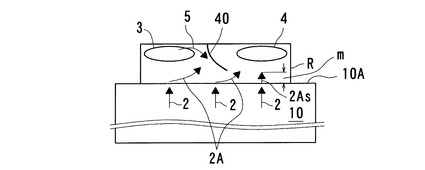
一方、図6、図7は、クラック欠陥40がある場合を示す。図6は、クラック欠陥がある場合の被検体R上面の熱移動、図7はそのときの被検体Rを断面的に見た熱移動を示している。図6において欠陥40部分を挟んで高温領域3から低温領域4への熱移動5は該クラック欠陥40により遮られ、被検体R下面からの熱2の一部が低温領域に熱流入2Aするが、高温領域3から低温領域4への熱移動5は遮断される。このため、クラック欠陥40の境界において、高温領域3側と低温領域4側とで欠陥部等を有さない正常な被検体に比べてより大きな温度差が生じるとよいのであるが、実際には台自体について何らの加工を行なわない台と、台上面に鏡面化加工あるいは粗面化加工を施した場合とでは上面に被検体Rを載置して赤外線による温度検出を行なう場合の温度変化状態が相等程度異なる。すなわち、図7において、台上面10Aは市場入手可能なアルミニウム板材の板面を鏡面化あるいは粗面化したものが配置されているから、この上面からの放射赤外線は低く検出され、したがって、表面温度も低く現われる。このため、加熱装置111からの熱2にも拘らず、台10上面からの熱流入2Asの量mは図5のクラック欠陥なしの場合に比較して小さいものとなり、結局被検体Rの加熱は全体的に低いレベルとなり、赤外線撮像装置を介して取得される表面温度も全体的に低く検出される。一方、クラック欠陥40においては熱移動の遮断とともに、熱滞留が生じこのため、クラック欠陥40部分については表面温度の大きな低下はない。このため、相対的には全体的に低い表面温度の中に、クラック欠陥がその周辺の正常部分のベース温度領域に比較して顕著に突出して高く温度が現われる結果、クラック部分の検出を容易に行えるとともに、その検出精度を大幅に向上させることができる。
【0042】
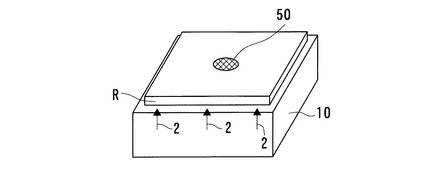
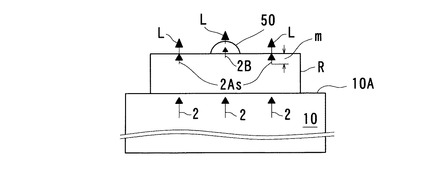
この大きな温度差は、例えば、本実施形態の鉄系焼結体製品その他の被検体の上面に異物が付着しているような場合においても形成される。図8、図9は、被検体表面に異物が存在する場合の検出の際の熱移動作用について説明しており、図において、冷却装置104により赤外線撮像装置140の視野範囲全体を冷却すると、異物部分50の温度がその周囲の異物非付着部分(正常部)に比べ低くなる。これは図9に示すように、被検体Rには下面からの熱流入2Asがあり、正常部ではそれらの流入熱は被検体上面へ到達するが、異物部分50では、正常部より熱伝導率が低いため、該異物部分の上面側へ達する熱流入2Bは小さい。したがって、異物部分50上の赤外線放射量は正常部と比較して少なくなるため、異物部分50の温度は正常部に比べ低くなる。一方、本実施形態では、台10としてのアルミニウム板の上面は加工により面粗さ(10<Ra<250)又は(1250<Ra<1700[Å])の範囲のものとしており、台表面での温度は赤外線検出上では低く表れそれに対応する熱2Asが被検体上面へ到達し、到達する熱が非加工台より小さなものであっても、異物部分50上の赤外線放射量は正常部と比較して顕著に少ないものとなるから、同時加熱、冷却工程を行なうことにより、欠陥部と正常との境界に正常部と比較して大きな温度差を生じさせ、赤外線撮像装置140により得られる温度分布画像への画像処理がしやすくなり、非破壊的に確実かつ精度良く欠陥を検出することができる。異物の場合には、0.2μm角以上の大きさであれば検出可能であることが実験的に証明されている。
【0043】
次に、赤外線撮像装置140から得られた熱分布画像へ画像処理を行なって、等温線画像を生成させる際の方法について説明する。判定処理装置108において、赤外線撮像装置140の画像データより等温線データを演算し生成し、表示装置144に所要の温度差幅の複数の帯状等温線を所要の間隔で表示させる。等温線は熱分布画像中で値をある等間隔で設定し、設定した値すべてを特定の値に置き換えて、熱分布画像上へ描かれる所要の線幅を有する帯状線のことであり、直線、曲線どちらで表示しても良く、例えば、0もしくは1を用いて表される。
【0044】
等温線を利用した欠陥検出方法は、赤外線撮像装置140から得られた熱分布画像中へ所要間隔幅で複数の等温線を描き、その熱分布画像中の等温線部分での値は0とし、等温線以外の部分は1とする。そして、等温線が欠陥箇所40を横切るときに生成される等温線のオフセット状のずれと、ずれの端部どうしを接続する線の線幅の大小により、断層状にずれた状態で欠陥部等において等温線が表示されることからこの不連続性を欠陥部として判断し、表示画面上でも明確に欠陥箇所の位置と有無を確認できる。
【0045】
具体的な画像の表示処理としては、エッジ検出処理なかでもcanny法による処理が用いられる。なお、等温線の中心温度としては55℃〜85℃で、それらの中心温度に対して0.1℃〜0.5℃の範囲(等温線の線幅に対応する)で描くことが好ましく、また、隣接等温線間の温度は、1℃〜5℃で描かれることが好ましい。最適には、中心温度が65℃〜75℃で、その中心温度に対して0.2℃〜0.3℃の線幅範囲であり、また、等温線間温度は1℃〜3℃の範囲とするとよい。
【0046】
判定処理装置108では、得られた熱分布画像中、対象となる画素を次の方法で抽出する。例えば、80℃を基本値とし、更に基本値に対し±4℃ごとの加算値を設定する。さらに基本値と加算値に対しそれぞれの値の±0.4℃の範囲にある数値も同時に抽出してくる。具体的には、80℃を基本値とすると、加算値は、76℃と84℃となり、熱分布画像中の薄板状鉄系焼結体製品Rの範囲内で可能な限り抽出する。さらに、これらの値に対し、80℃であれば、80.4℃以上、79.6℃以下のように基本値及び加算値の±0.4℃の範囲の値をすべて抽出する。抽出後、等温線の構成要素となる値以外はすべて0と置き換える。
【0047】
上記で抽出された0以外の値を等温線の要素画素とし、これらの要素の値をすべて1と置き換える。置き換えた後、等温線は各基本値とその値に対する±0.4℃の範囲の値で構成されるので、各々の等温線を同じ値でラベリングする。具体的には79.6℃から80.4度までの値をすべて1(1)、83.6℃から84.4℃までの値すべてを1(2)、75.6℃から76.4℃までの値をすべて1(i){i=自然数}と置き換える処理である。この処理により各等温線ごとに任意の番号が割り振られる。
【0048】
上記ラベリングされた等温線に対し縮退処理をかける。この等温線がクラック欠陥を跨いでいる場合、クラック欠陥部の等温線は極端に細くなるので、縮退処理をかけることで等温線が途切れる。欠陥がない場合は途切れることはない。
【0049】
各等温線は別々の番号が割り振られているので、ある1画素を中心としてその周囲に同じ番号が振られている画素が存在すれば、その等温線上に欠陥はないと判定され、逆に存在しなければその等温線上に欠陥があると判定する。この処理は赤外線検出装置106から送信されたデータ中の薄板状鉄系焼結体製品Rの範囲内で繰り返し行なわれる。
【0050】
表示装置18では、上記の処理による撮像装置の視野範囲についての等温線表示画像が製品Rの移動に伴い表示され、欠陥箇所をモニタにより目視可能である。
【実施例1】
【0051】
以下に実施例をあげて本発明をさらに詳しく説明するが、本発明は以下の実施例構成にのみ限定されるものではない。
(1)縦横サイズ60mm×60mm、厚さ50mmの直方体形状アルミニウム材(5000系)の上面を数種類の異なる粗さの研磨材で研磨加工したものと、市販購入品で非研磨加工での同様のアルミニウム材と、を本発明の被検体用の台10と見立て、それぞれの上に50mm×50mm×3mmの薄板状鉄系焼結体を載置し、台を加熱、薄板状鉄系焼結体上面を冷却しながら赤外線カメラにより薄板状鉄系焼結体の表面温度を測定した。薄板状鉄系焼結体の表面には予めキズをナイフ等で刻設し、その周囲を○形でマーキング表示し、欠陥部を故意に形成してその周囲の正常な温度域との変化の状態をグラフ表示した。台の加熱装置による加熱温度は120℃、冷却風は5℃とし、5mm程度の至近距離から被検体に向けて冷風を吹きつけた。
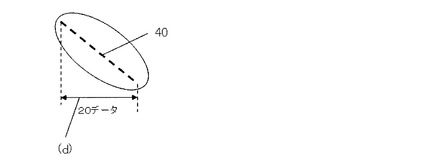
(2)図10は、複数回上面を研磨加工した台(図14上、再研磨)上に載置され、加熱冷却下に検出した被検体の赤外線カメラ画像の1つであり、図11に示すようにキズ40の範囲(d)について経時的に20データを取得し、それぞれのデータについて図12のように欠陥40部分を示すと判別される突出する温度位置((a)70.31)と、それに最も近い両側であって、キズの周囲の正常部分と判断される2つの両ベース値の位置((b)68.79、(c)68.92)と、欠陥40部分の温度値から両側の正常値の平均を差し引いた値(欠陥―左右平均)を算出し温度差δとして示した(図13参照)。そして、それらの温度差δについてデータ数20で平均した温度差(デルタ(大文字))(1.17)を得た。そして、それぞれの20データ平均温度差(デルタ(大文字))を9種類の粒度番手のサンドペーバー研磨材および外部委託による研磨加工による上面研磨加工台について測定し、表及びグラフ化した。なお、図12中、キズの両側最近傍の(b)、(c)の正常値のさらに両側のより突出した温度の部分は図10の画像中の鉛筆等によるマーキング部分である。
(3)研磨材の粒度の120番、320番、600番、1000番が日本研紙株式会社製のものを用い、2000番、4000番、8000番についてKOVAX株式会社製を用い、さらに複数回の研磨による再研磨については金属研磨材(日本磨料工業株式会社製)(アルミナ系鉱物20%)を用い、加工は外部委託加工のものである。各研磨加工品について表面粗さ測定装置を用い、表面粗さ(Å)を測定した。
(4)図14に上記のデータによる表面粗さ(R)と平均温度差(デルタ(大文字))の数値を表にし、さらに図15においてグラフ表示した。グラフより平均温度差(デルタ(大文字))が1℃を超える表面粗さ範囲(10<Ra<250又は1250<Ra<1700[Å])において、図12に示したように正常なベースラインの温度値に比較してそれらを周囲とした欠陥部での温度((a)70.31℃)は顕著に突出しており、視覚での判定においてさえも容易に欠陥部の有無、位置を特定することが可能であることが分かる。
【実施例2】
【0052】
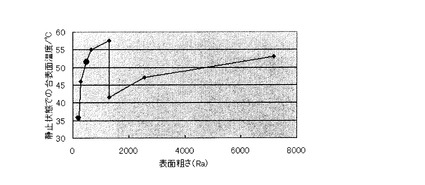
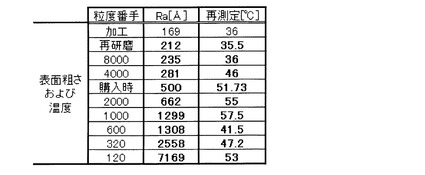
(5)実施例1の(1)、(2)、(3)と同一条件において、薄板状鉄系焼結体を載置させない台のみの表面粗さRaと赤外線検出による表面温度変化のデータを表(図17)及びグラフ(図16)に示した。この際、(2)の9種類の粒度番手研磨材に加えて、市販品の購入時のもので未加工のアルミニウム板についての測定データを加えて示した。未加工品は表面粗さ500[Å]であり、粗さの程度自体は本実施例ではデータ数での中間値であるが、台自体の表面温度は50℃を超えており、欠陥部の測定温度との差が大きく表れないことになる。
【0053】
以上説明した本発明の赤外線検出による被検体用台及び赤外線検査方法は、上記した実施形態のみに限定されるものではなく、特許請求の範囲に記載した発明の本質を逸脱しない範囲において、任意の改変を行ってもよい。クラック欠陥や異物の有無判定については、等温線演算処理により行なっているが、必ずしも等温線その他の画像処理工程を介してその有無判定を行なうようにする必要はなく、欠陥位置の特定等が不要な場合には、画像処理の前の欠陥なしの場合の基準データとの数値比較判定により欠陥の有無判定を行うようにしても良い。
【産業上の利用可能性】
【0054】
本発明の赤外線検出による被検体用台及び赤外線検査方法は、種々の原材料、半製品、製品の表面又は内部のクラックあるいは表面異物付着を含む欠陥部等の検出装置及びその検出方法において、有効に適用可能である。
【図面の簡単な説明】
【0055】
【図1】本発明の第1実施形態に係る赤外線検出による被検体用台を含む赤外線検査システムの概略構成説明図である。
【図2】図1の赤外線検査システムの要部拡大構成説明図である。
【図3】図1の検出装置の台及び冷却用噴射ノズルを表した平面説明図である。
【図4】本発明の第1実施形態に係る赤外線検査システムの被検体用台と正常被検体についての熱移動状態を説明する作用説明図である。
【図5】図4の被検体用台と正常被検体とを断面的に見た場合の熱移動状態を説明する作用説明図である。
【図6】欠陥部等有り(クラック欠陥)の被検体についての熱移動状態を説明する斜視作用説明図である。
【図7】欠陥部等有り(クラック欠陥)の被検体についての熱移動状態を説明する断面作用説明図である。
【図8】異物付着欠陥の被検体についての熱移動状態を説明する斜視作用説明図である。
【図9】異物付着欠陥の被検体についての熱移動状態を説明する断面作用説明図である。
【図10】本発明の第1実施形態に係る赤外線検出による被検体用台を含む赤外線検査システムによる赤外線カメラ画像の例を示す図である。
【図11】図10でのカメラ視野内でのキズ部分の拡大模写図である。
【図12】実施例データによる温度変化グラフ図である。
【図13】実施例の被検体のキズ部分の温度データ表である。
【図14】研磨加工物と表面粗さと平均温度差の数値を示す表である。
【図15】図14の数値による平均温度差と台表面粗さとの関係を示すグラフである。
【図16】実施例の台のみについての表面温度と表面粗さとのグラフである。
【図17】実施例の台のみについての表面温度と表面粗さのデータ表である。
【符号の説明】
【0056】
2 加熱
3 高温領域
4 低温領域
5 熱移動
10 被検体用台
10A 台上面
40 クラック欠陥
100 赤外線検査システム
102 加熱支持装置
104 冷却装置
106 赤外線検出装置
108 判定処理装置
111 加熱装置
140 赤外線撮像装置
144 表示装置
R 被検体
【技術分野】
【0001】
本発明は、種々の原材料、半製品、製品の表面又は内部のクラックあるいは表面異物付着を含む欠陥部等を非接触かつ高い検出精度で、さらに、高効率に検出可能な赤外線検出による被検体用台及びそれを用いた検査方法に関する。
【背景技術】
【0002】
従来、金属やセラミック製品、その他の製品についての表面あるいは内部クラックの有無等の検査が製品製造中の種々の工程で必要とされる。これらの物品の欠陥部検出の方法として、特許文献1及び特許文献2の方法が提案されている。特許文献1の検出方法は、シリコン系セラミック焼結体へ赤外線照射または加熱後に放冷し、その放冷中の赤外線量分布を測定し、欠陥部を検出するものであり、加熱後の放冷状態における被検体表面の赤外線検出では、熱分布が緩和されているので、欠陥部が明確になりにくいとともに、加熱後、放冷中の物品の検査となるから検査全体の作業時間がかかり、工業製品等の大量検査処理が必要な工程では実用しにくい問題があった。また、特許文献2においては、ガラス壜の欠陥検出方法が開示されているが、加熱後、放冷中の被検体全体の徐々の温度降下状態での温度分布からの検出であるから、欠陥部分が顕在化しにくく検出精度の点で不十分である。また、成型直後に連続搬送される壜についての適用例であり、高温溶融成型品等のみについてしか採用できない。検出方式の点から、検出精度の信頼性に不安定なものがあった。これに対し、本出願人は、特許文献3を提案した。
【0003】
【特許文献1】特開昭59−217139号
【特許文献2】特開平5−142172号
【特許文献3】特開2007−327755号
【発明の開示】
【発明が解決しようとする課題】
【0004】
上記の特許文献3は、被検体に加熱、冷却を強制的に同時に加え、検査精度と検査効率を向上させうるものであるが、赤外線検出による温度分布から欠陥等を検出するものであり、周囲の温度や赤外線自体の放射と温度との関係から欠陥部等の検出は容易ではなく、さらに被検体の欠陥等の検出精度を向上させうる検出方法の出現が待望される。
【0005】
本発明は、上記従来の課題に鑑みてなされたものであり、その1つの目的は、極めて簡単な構成で被検体の欠陥部等の検出精度を向上させうる赤外線検出による被検体用台及びそれを用いた被検体欠陥部等の赤外線検査方法を提供することにある。
【課題を解決するための手段】
【0006】
上記の目的を達成するために、本発明は、被検体Rを同時に加熱及び冷却させつつ、被検体から放射される赤外線L量を検出することにより被検体の表面の温度分布を計測し、その温度分布に基づく被検体の欠陥部等の検出に用いられる金属製台10であり、被検体Rを着脱自在に載置させ、被検体の加熱用熱を直接に伝導する台であって、載置状態で被検体の下面と密着当接する面粗さ10<Ra<250又は1250<Ra<1700[Å]の上面10Aを含む赤外線検出による被検体用台10から構成される。所定の面粗さの金属平面を有する台であれば、赤外線による温度変化が低く表れ、その上面の被検体についての全体の赤外線検出温度に反映する。これによって、欠陥部等との温度差が顕著になり、欠陥部等の有無、位置、検出精度が向上する。
【0007】
その際、台本体11を加熱して被検体Rに直接熱作用を行なう加熱装置111が設けられていると良く、台上に被検体を載置し、その状態で被検体を加熱するから台自体が加熱支持装置として実質的に機能でき、構造を簡素化し熱作用の機能を具体的に実現できる。
【0008】
また、本発明は、被検体を加熱する第1の工程と、第1の工程による加熱と同時に第1の工程とは逆の熱作用を加えるべく同被検体を冷却する第2の工程と、被検体の同時加熱及び冷却中に被検体から放射される赤外線量から得られる被検体の表面温度分布に基いて被検体の欠陥部を検出する赤外線検出工程と、を含み、第1の工程において被検体を着脱自在に載置させ、被検体の加熱用熱を直接に伝導する台であって、載置状態で被検体の下面と密着当接する面粗さ10<Ra<250又は1250<Ra<1700の上面を含む台を用意し、台上面に被検体を載置した状態で上面の面粗さによる被検体の赤外線低放射下で被検体の欠陥部等を検出することを特徴とする被検体用台を用いた被検体欠陥部等の赤外線検査方法から構成される。
【発明の効果】
【0009】
本発明の赤外線検出による被検体用台によれば、被検体を同時に加熱及び冷却させつつ、被検体から放射される赤外線量を検出することにより被検体の表面の温度分布を計測し、その温度分布に基づく被検体の欠陥部等の検出に用いられる金属製台であり、被検体を着脱自在に載置させ、被検体の加熱用熱を直接に伝導する台であって、載置状態で被検体の下面と密着当接する面粗さ10<Ra<250又は1250<Ra<1700[Å]の上面を含む構成であるから、例えば金属表面を所要の粗さに研磨加工するだけで載置して加熱、冷却時の赤外線検出による表面温度検査において、欠陥部等とその周囲の正常部温度との温度差が明確な程度の差として現れ、これによって、被検体中の欠陥部等の有無、位置特定、検査精度の大幅な向上を達成することが可能である。
【0010】
また、台本体を加熱して被検体に直接熱作用を行なう加熱装置が設けられていることにより、台自体が被検体脱着載置支持並びに密接加熱装置として実質的に機能でき、構造を簡素化し熱作用の機能を具体的に実現できる。
【0011】
また、本発明の赤外線検査方法によれば、被検体を加熱する第1の工程と、第1の工程による加熱と同時に第1の工程とは逆の熱作用を加えるべく同被検体を冷却する第2の工程と、被検体の同時加熱及び冷却中に被検体から放射される赤外線量から得られる被検体の表面温度分布に基いて被検体の欠陥部を検出する赤外線検出工程と、を含み、第1の工程において被検体を着脱自在に載置させ、被検体の加熱用熱を直接に伝導する台であって、載置状態で被検体の下面と密着当接する面粗さ10<Ra<250又は1250<Ra<1700の上面を含む台を用意し、台上面に被検体を載置した状態で上面の面粗さによる被検体の赤外線低放射下で被検体の欠陥部等を検出する構成であるから、例えば金属表面を所要の粗さに研磨加工するだけで載置して加熱、冷却時の赤外線検出による表面温度検査において、欠陥部等とその周囲の正常部温度との温度差が明確な程度の差として現れ、これによって、被検体中の欠陥部等の有無、位置特定、検査精度の大幅な向上を達成することが可能である。
【発明を実施するための最良の形態】
【0012】
以下、添付図面を参照しつつ本発明を実施するための最良の形態について説明する。本発明は、簡単な構成により被検体の欠陥部等を精度よく確実に検出し、しかも工業的な連続処理にも適用しうる被検体欠陥部等の赤外線検出による被検体用台並びにそれを用いた被検体欠陥部等の赤外線検査方法であり、その最良の実施形態として例えば、薄板状の鉄系焼結体製品の欠陥部等の赤外線検査システムにおいて用いられる本発明の特有の台、並びにそれを用いた被検体欠陥部等の赤外線検査方法について説明する。赤外線検出を利用した具体的な被検体物品としての薄板円板の鉄系焼結体製品(例えばフェライト相を有する鋼、鋳鉄製品)は、自動車、産業用機械機器、ロボット、工場施設、測定機器、その他の駆動部分を有する適用箇所についてその駆動による移動量に対応する回転制御部分に多用されている。
【0013】
図1ないし図3は、本発明の被検体用台10を適用した物品の欠陥部等の赤外線検査システムの実施形態に係る概略構成を示しており、図において、薄板状の鉄系焼結体製品を被検体Rとしており、この薄板状鉄系焼結体製品は、例えば板厚3mmで縦、横が50mm×50mm程度のサイズである。図1実施形態の物品の欠陥部等の赤外線検査システムは、被検体(以下、「薄板被検体」と同じ。)Rを下面側から加熱する状態で台上面に載置支持し、同時に上方側から冷却流体を供給し、温度差を強制的に形成させながら、被検体Rから放射される赤外線Lを検出して温度分布画像を取得し、例えば等温線表示処理を行なうことにより欠陥部等での顕在化した等温線の断層状態から被検体の欠陥部等を検出するものである。
【0014】
図1において、赤外線検査システム100は、被検体Rの加熱支持装置102と、被検体Rを同時に冷却する冷却装置104と、その際、被検体Rから放射される赤外線を検出する赤外線検出装置106と、判定処理装置108と、を含む。本実施形態において、加熱支持装置102は、被検体Rを加熱する第1の手段であり、冷却装置104は、加熱支持装置による加熱と同時に第1の手段とは逆の熱作用となる冷却作用を加えるべく同被検体Rを冷却する第2の手段である。
【0015】
加熱支持装置102は被検体Rを支持した状態で加熱して被検体R自体の温度を上昇させ、赤外線放射量を増加させる赤外線放射量増加手段であり、熱放射する加熱用器体に物理的に接触させて行なう直接の熱伝導による加熱のほか、ガス、液体その他の加熱流体を吹き付けて加熱する方法、さらには、電磁波等を介した加熱等を含む。加熱支持装置102は被検体の検査効率を考慮する必要があり、このため、被検体を着脱自在に支持する構成であるのが好ましい。実施形態のように薄板状鉄系焼結体の場合には、単にその被検体Rを載置し得る平面を有する構成であればよく、その際にその平面上に載置したときに配置位置が決まるような平面から突出する位置決め用のブラケットや収容される凹部などの構成を有するとさらに好ましい。
【0016】
本実施形態において、加熱支持装置12は、上面に被検体Rを載せる平面である上面10Aを有する台10と、台10を直接に加熱する加熱装置111と、を含む。本実施形態において、台10は薄板被検体Rを着脱自在に載置支持し、かつ、載置させた被検体Rの下面から該被検体Rを直接に面接触により熱伝導加熱する被検体の支持装置兼加熱器であり、本実施形態において、台10は、平面部分である上面10Aと、台本体11と、を有する金属製厚板からなる直方体状台からなる。本実施形態では、台10には、磁力吸着部109が設置されている。磁力吸着部109は、被検体Rを磁力により着脱自在に吸着する吸着手段であり、磁力吸着位置が赤外線カメラによる取り込み角度、位置などを考慮して予め定められた位置に設定されてこれらの位置に永久磁石や磁力発生装置が設置されている。吸着手段は磁力吸着部109のほか、例えば空気吸引力による吸着機構としてもよい。これらの吸着手段に加えて位置決め用の突起や凹部などにより台上面に配置される被検体Rが常に台上の一定位置に位置決め配置される。
【0017】
本実施形態において、台本体11には、その側壁から台本体の内部側に向けて横方向に挿入穴110が設けられており、この挿入穴110にロッドヒータが挿入されて台本体内部に配置され一体的に組み付けられている。ロッドヒータは、台10を直接に加熱し、台を介して台10に密接当着する被検体Rの下面側を加熱する加熱源としての加熱装置111である。ロッドヒータは、図示しない電源に接続することにより、通電によってその電気抵抗により発熱する。ロッドヒータには、温度調節装置114により加熱温度調節、設定が可能となっており、加熱温度を一定に保持することにより、一定温度で加熱し続けた状態で被検体を搬送する。発熱源としては、ロッドヒータのほかに、例えば、パネルヒータを下面側あるいは挿脱式で内部配置させて加熱させてもよい。また、加熱源は、本実施形態のように必ずしも台本体に一体的に組みつけられている必要はなく、離隔位置に配置して直接、間接、あるいは熱の供給方法も直接の熱伝導による加熱のほか、加熱流体の吹き付けや、電磁波等を介した加熱としてもよい。加熱装置111による台10の加熱はその上面に載置した被検体としての鉄系焼結体製品の表面温度が60℃〜120℃の温度範囲となるように行なうと良い。より好ましくは、加熱される鉄系焼結体製品の表面温度が90℃〜100℃の範囲であるとよい。台10の底面あるいは底面及び側面は、断熱材120により断熱されており、周辺部品への熱伝導による影響を遮断し、安全が確保される。
【0018】
被検体を台10に載置させ加熱状態で台10を一方向に移動させることにより被検体Rを移動させ、その際、定位置から冷風等を被検体に向けて当てることにより被検体に同時に異なる熱作用であって冷却媒体を走査状に移動させながら当てるようにさせている。実施形態において、台10は、走行軌道、走行速度等を制御されてX−Y方向に図示しない搬送用ブラケットを取り付けた移動テーブル116により、少なくとも矢示F方向に搬送駆動されるようになっている。被検体の搬送速度は、被検体の上方からの冷却能力、赤外線検出装置の検出機能にもよるが、本実施形態では、例えば、2mm/sec〜15mm/secが好ましく、最適には、3.5mm/sec〜10mm/secがよい。台10の移動用として搬送コンベアを用いてもよい。本実施形態の赤外線による欠陥部検出では、被検体の下部から加熱し熱を作用させるとともにその状態で、上面から冷却流体が被検体上を走査するように一方向に移動させ、その間に移動しながら冷却作用を行い、この際の温度勾配の分布状態の変化を見ながら欠陥部等を検出するものであり、この実施形態では被検体の加熱支持装置側を一方向に移動させる一方、定位置から被検体Rに冷風を吹き付けて冷却風の被検体への走査状の投射あるいは放射を行なっている。加熱支持装置側を固定とし、冷風放射側を移動させるようにしても良い。本実施形態では、搬送コンベア上に台10を載置させ、その上面に被検体を載置させて搬送移動させるようにしているが、台10自体を自走式としてもよい。なお、被検体を静止状態で加熱し、上面から放射する冷却装置を移動式としてもよい。
【0019】
図1に戻って、冷却装置104は、加熱支持装置102による加熱と同時に該加熱装置とは逆の熱作用を加えるべく、この被検体を冷却する冷却手段であり、本実施形態において、冷却装置104が第2の手段とされる。本実施形態においては、被検体の下面側から該被検体Rを加熱し、同時に、該被検体Rの上方から被検体上面を冷却する。冷却装置104は、図示しない固定機構により、移動テーブル116による被検体Rの搬送移動経路上で固定設置されている。
【0020】
図1、図2において、冷却装置104は、例えばコンプレッサによる圧縮空気あるいは低温空気を被検体の上方から被検体の表面に向けて供給する冷却用流体供給手段であり、本実施形態において、該冷却装置104は、空気供給源としてのファン130と、空気の噴射ノズル132と、ノズル口134を含む冷却ガス供給装置から構成されている。
【0021】
図3において、冷却ガス供給装置は、移動中の被検体Rの進行方向前部側から順次後部側にかけて相反する熱作用を生じさせる流体を被検体に加えるように設置されている。このとき、被検体の移動中にこれに対向する方向あるいは被検体の背後から吹き降ろすようにノズル口から冷却流体を放出あるいは吐出させてもよい。本実施形態では、冷却ガス装置の噴射ノズル132は、搬送移動される被検体Rの進行方向に対して交差する線状又は帯状に冷却作用を生じさせる空気Wを供給するように設置されている。このときの冷却能力としては、被検体としての鉄系焼結体製品の上面内及び赤外線検出手段の視野範囲内での温度差が50℃以内になるように冷却するのがよく、有利には、20℃〜30℃の温度差で鉄系焼結体製品上面を冷却するのが良い。したがって、少なくとも鉄系焼結体製品においては、上記を目安に冷却空気温度、流量を設定すると良い。この際、冷却流体(W)は、一定の流量で被検体の表面に当たるように設定するのが好ましい。
【0022】
図3において、噴射ノズル132のノズル口134は、搬送される被検体の進行方向に対して交差する方向に長く線状又は帯状に形成され、かつ、連続又は不連続に開口を形成して設けられている。そして、該ノズル口134の開口は、搬送される被検体の上方位置から空気又はガスを吹き降ろすような向きに設定されている。ノズル口134と被検体Rとは例えば1mm〜10mm程度の間隙幅が設定されており、至近距離でこれらの冷却(加熱)流体を被検体に噴射させることにより、同時加熱、冷却を効果的に行なえるようにしている。なお、このノズル口と被検体Rとの間隔は上記に限らず、流体温度、流速、流量等に応じて任意に設定することができる。ノズル口134の向きは、上方から被検体の表面に向けて直角状に吹き降ろすように噴射してもよいが、冷却用流体が被検体の表面に吹き付けられた後、被検体の面上を帯状に広がるように噴射させるのがよい。このようにある一定の広がりをもった面状に冷却用流体を下面側から加熱される被検体の上面側に吹き付けることにより、赤外線センサによる線量検出の範囲を広く確保でき、検出精度を向上させ得る。また、赤外線センサによる線量の検出時のセンサ側の取り付け自由度を確保できることや、センサの狙い位置設定操作容易性、並びに、赤外線カメラによる視野範囲の設定の自由度が高くなる。
【0023】
本実施形態では、図示しないが、この冷却装置の冷却用流体の吹出し温度を調節する第2の温度調節装置を設け、この第2温度調節装置を制御装置に接続して、加熱側の温度調節装置114と、冷却装置による冷却流体の温度を調節自在とし、加熱と同時に行なわれる冷却の両者の温度差を自在に可変設定可能とするとよく、被検体の種類や特性に応じて検出のための最適な赤外線放射量を得られる条件を設定することができる。
【0024】
本実施形態において、噴射ノズル132により、台10上に載置された鉄系焼結体からなる薄板被検体Rの上面を冷却する際の圧縮空気、低温空気を吹き付ける範囲は、図3において、赤外線検出手段の視野範囲の1/3程度の範囲を冷却するように設定されている。本実施形態では、赤外線カメラを介して取り込まれたデータを画像処理により等温線処理し、表示装置に等温線を常時表示した状態とし、欠陥部等で表面温度が変動する際に等温線の帯が断層状にずれた状態で表示させるようにしている。したがって、このような低温空気による冷却範囲と、赤外線検出手段による視野範囲を設定しておくことにより、特に被検体を一定方向に移動させながら連続的に検出する作業の場合に、検出精度を維持し得る。なお冷却流体(被検体の下面冷却の場合は加熱流体)は、一定の流量で被検体の表面に当てられる。これにより、画像処理による安定した等温線表示が可能となり、同時に、欠陥部等における異常な温度分布状態を視覚的にも検出しやすいものとなる。
【0025】
図1、2において、赤外線検出装置106は、被検体Rの同時加熱及び冷却中に被検体から放射される赤外線を検出する赤外線検出手段であり、本実施形態では、被検体Rは、表裏面を有する板状の物体からなり、その裏面を加熱しつつ表面を冷却中に被検体上面の熱分布状態を検出する。本実施形態において、被検体Rの上方側に赤外線検出装置の集光部が配置されており、下方側の被検体から放射される赤外線量を測定し、欠陥部等の有無を検出する。
【0026】
本実施形態において、赤外線検出装置106は、赤外線撮像装置140と集光レンズ142と、を含み、被検体Rからの赤外線量を検出し、それらに基づいて変換された温度データの温度分布からの被検体の欠陥部検出のための基礎データを判定処理装置108に供給する。本実施形態において、赤外線撮像装置140は、被検体から放射される赤外線エネルギー量により温度分布を測定する赤外線サーモグラフ(赤外線サーモグラフィ)と、赤外線カメラと、を含む。赤外線撮像装置140は、例えば、光学系としての集光レンズ142に接続され、焦電素子などの検知素子、増幅回路、A/D変換回路、温度変換、画像処理装置等を含み、被検体からの赤外線放射エネルギーを検出し、そのデータからの温度分布を画像データとして生成させる。
【0027】
判定処理装置108は、赤外線撮像装置140並びに表示装置、加熱、冷却装置などの外部機器に接続されて赤外線撮像装置140から入力される画像データを基礎に演算、判定、記憶処理を行うとともに、外部機器の駆動、停止を含む動きを統括的に制御する制御装置であり、CPUなどの中央処理装置のほか、記憶装置、制御部等を有している。そして、判定処理装置108は、赤外線撮像装置からの被検体の赤外線エネルギーの画像データを基礎として欠陥部等の有無を判定し欠陥部有りの場合に外部に信号を出力する機能と、冷却装置104に接続されて所定の温度差で被検体を同時加熱、冷却しうるように制御する機能と、を有している。また、本実施形態では、判定処理装置108は、赤外線撮像装置140の画像データより等温線データを演算し生成してCRT、液晶モニタ等からなるディスプレイ装置などの表示装置144に所要の温度差幅の複数の帯状等温線を所要の間隔で表示させる。
【0028】
さらに、判定処理装置108は、冷却装置104、加熱装置111に電気的に接続されて被検体への加熱装置により加熱温度、冷風の風量、風量を制御するとともに、赤外線撮像装置140からの画像データを処理して欠陥部等の有無判定、ならびにそれらのデータによる状態を表示装置144に可視的に表示させる。具体的には、判定処理装置108は、冷却装置104の空気の供給駆動ファン130に電気的に接続されており、冷却装置を駆動して被検体の上面側を冷却する状態で赤外線撮像装置による赤外線データを取得するように制御する。なお、判定処理装置108は、被検体の加熱装置による加熱温度調節装置114や、冷却装置を圧縮用ポンプで構成する際の温度調節装置に接続して、予め設定された同時加熱、冷却による温度範囲を維持するようにし、赤外線検出手段による検出を行う。また、冷却装置104に接続されて外部操作により冷却装置104の冷却用流体の吹出し量を設定する機能と、を有してもよい。
【0029】
次に、本発明の特徴的な構成である被検体用の台10について説明する。本発明において、特徴的なことは、台10の上面10Aが所定の表面粗さを有していること、具体的には研磨加工処理を通じた台上面の表面粗さが所定の粗さ度合いを有することである。本実施形態において、台10は、被検体Rの載置支持を行いかつ面接触により被検体の下面を直接に熱伝導加熱する。台10は、図1、2のようにロッドヒータを台本体内部に挿入して加熱し台自体を加熱しその伝導熱でさらに上面の被検体Rを加熱する。したがって、台10は、熱を材料の内部に滞留させることなく、迅速に伝導して被検体Rに熱的作用を生じさせ得るところの熱伝導性の良好な材料からなる台であることが必要である。この点から、台として金属材料であり、その中で被検体との接触耐磨耗性、耐食性、加工性、材料コストなどの点を充足しながら、かつ熱伝導率W/(m・K)の良好な材料が選択される。本実施形態では、台はアルミニウム材による厚板状台で構成されている。材料としてはこのほかに、例えばアルミニウムよりも熱伝導率の高い、銀、銅、金などでもよい。
【0030】
実施形態において台10の上面10Aの面粗さRaは、具体的には
【0031】
【数1】
より好ましくは、
【0032】
【数2】
の範囲であると赤外線検出による被検体の欠陥部検出を良好な精度で行なえることが実験的に確認されている。なお、表面粗さRaは、算術平均粗さを意味し、粗さ曲線から、その平均先の方向に基準長さLだけ抜き取り、抜き取り部分の平均先から測定曲線までの偏差の絶対値を合計し、平均した値であり、一般に、次式(3)で表される。
【0033】
【数3】
【0034】
赤外線カメラによる被検体の表面からの赤外線量は被検体からの赤外線の放射量に帰するものであり、その量が温度データとして変換され温度分布状態として表示されるが、一般には、台上面10Aと薄板被検体Rの下面との面接触による熱伝導の場合、台上面の鏡面化程度が高いほど赤外線放射量は低下すると考えられる。すなわち、一般的には物体の表面凹凸が多いほど表面積が大きくなるから表面が平滑化されて鏡面化が進むほど表面積が小さくなり、したがって、材料のもつ固有の単位面積あたりの赤外線放射量により、表面積の小形化に伴ってその鏡面化台の赤外線放射量は低下する。そして、台上面の鏡面化に伴って赤外線放射量は低くなり、台の表面温度は、低下する。その温度をもつ熱が直接に被検体に伝導し、被検体全体の表面温度は低く表れる。鉄系焼結体等の薄板被検体の内部に微小クラックが存在する場合、クラック部分での熱移動は阻害されその部分の被検体Rの表面温度は低下することが知られている。しかしながら、台上面の鏡面化により台全体の表面温度が相等程度低下し、これによって低く表れる被検体の表面温度のために、もしも被検体にクラックが存在する場合には、そのクラック部分の表面温度の低下にかかわらずそのクラック部分の周囲温度の低下のため、クラック部分の表面温度が相対として顕著に突出して表れ、このため、被検体の欠陥部等の有無を容易に、かつ高精度に確認できる。さらに、画像表示によりそのクラック箇所も特定でき、そのデータは材料の分析や材料取りの判断などにも利用できる。
【0035】
具体的には、例えば、市場入手可能なアルミニウム板材の板面では、赤外線放射量の低下はなく、ある程度の高温に表れて台自体の作用により欠陥部等検出に有利に働くものではない。すなわち、例えば市場入手可能なアルミニウム板材の板面を研磨材などを用いて鏡面化あるいは粗面化加工することにより、この上面からの放射赤外線は低く検出され、したがって、表面温度も低く現われ、欠陥部温度を相対的に高く突出して表れるようにさせ得る。
【0036】
上記の式(1)、(2)の台上面の面粗さであれば、赤外線カメラによる表面温度がクラックその他の欠陥部分において突出して現われる結果、欠陥部検出を容易にかつ高精度で行える。図15は、本発明の実施例による上面を手作業サンドペーパー研磨加工した台に被検体を載置し、加熱、冷却下で複数種類の面粗さの台について赤外線による表面温度検出を行った結果の、縦軸を平均温度差で表したグラフであり、このグラフから明らかなように、表面粗さが10<Ra<250[Å]の範囲並びに1250<Ra<1700[Å]の範囲の台を用いると、被検体の欠陥部と周囲の正常部とで大きな温度差を得ることが明らかになった。図15のグラフに示すように欠陥部とその周囲との温度差に関する表面粗さについてのなだらかな連続性はないが、この理由は台上面の研磨加工により、極小閉鎖空間でのキズ中で赤外線の放射、吸収、反射が繰り返されるところのいわゆる空洞放射に近似した状態が生じ、このため、単純に表面粗さの粗度に対応した表面温度変化とはならないからと、推測される。
【0037】
次に、本実施形態の赤外線検査システム100を用いた鉄系焼結体製品としての被検体Rの検出方法について説明する。図1において、移動テーブル116に搬送されて所定の間隔で複数の台10が搬送され、台10の上面10Aに密着当接して薄板状鉄系焼結体製品からなる被検体Rが着脱自在に載置されている。複数の被検体は搬送装置によりそれぞれ等速で直線状に移動する。このとき、被検体Rは、台の磁力吸着部109により磁気吸着されて確実に固定された状態で搬送移動される。台10は、発熱源を介して上面の薄板状鉄系焼結体製品を加熱し、その際、該薄板状鉄系焼結体製品の表面温度が例えば90℃程度となるようにされ、その加熱状態を維持したまま搬送ライン上を移動する。
【0038】
冷却装置104の噴射ノズル132から鉄系焼結体製品の表面温度との温度差が例えば25℃程度となるような冷却用空気が噴射され、被検体Rを同時に加熱、冷却させる。冷却用空気の温度は、判定処理装置108に接続された調整ダイアル等の外部操作部により入力設定される。このとき、赤外線検出装置の赤外線撮像装置140は、レンズにより集光して鉄系焼結体製品Rから放射される赤外線Lを検出する。赤外線検出装置106は検出された赤外線データを見掛け上の温度分布として画像処理する。赤外線検出装置106の視野範囲は、少なくとも被検体Rの移動経路であって、被検体の上面全体からの放射赤外線を検出し得るような範囲として設定されており、このとき、被検体Rからの赤外線データによる画像を所定の時間間隔で更新処理し、被検体Rの移動に伴ない被検体表面側からの放射赤外線量を検出する。同時に赤外線検出装置106は、赤外線データを判定処理装置108に供給する。
【0039】
判定処理装置108は、赤外線撮像装置からの被検体の赤外線エネルギーの画像データを処理して、温度データが設定された基準となる閾値を越えた際に、欠陥部等の存在による温度変化として、欠陥部有りとの判定結果を選別装置側に出力する。さらに、判定処理装置108は、赤外線撮像装置からの被検体の赤外線エネルギーの画像データを基礎として等温線を演算し、生成した等温線データを表示装置144に出力する。表示装置144は、判定処理装置108からの等温線画像処理データを入力して色分け処理したカラーの等温線画像を表示する。判定処理装置108は、さらに、冷却装置の冷気の温度制御機能を有し、所定の設定温度を維持して温度差を保持させる。
【0040】
次に、図4ないし図9により、被検体に加えられる同時加熱、冷却による被検体内の熱移動について説明する。図4は、欠陥部としてのクラック欠陥がない場合の鉄系焼結体製品からなる被検体R上面の熱移動を示し、図5は、そのときの被検体Rを断面的に見た説明図である。被検体Rには、常に台10からの熱2が加えられ(図4)、その加えられる熱は図5のように、被検体内部に熱流入2Aする。同時にこの被検体Rの上面は部分的(例えば進行方向についての前部側)に冷却されるので、被検体R上面全体では温度差が生じ、被検体R上面では高温領域3と、低温領域4が形成される。図5より、被検体R断面の温度分布では、表層部において高温領域3(被検体後部側)から低温領域4(被検体前部側)への熱移動5が生じ、同時に被検体Rの下面の加熱受台側からの熱流入2Aの双方が発生して被検体Rの上面になだらかな温度分布が形成される。
【0041】
一方、図6、図7は、クラック欠陥40がある場合を示す。図6は、クラック欠陥がある場合の被検体R上面の熱移動、図7はそのときの被検体Rを断面的に見た熱移動を示している。図6において欠陥40部分を挟んで高温領域3から低温領域4への熱移動5は該クラック欠陥40により遮られ、被検体R下面からの熱2の一部が低温領域に熱流入2Aするが、高温領域3から低温領域4への熱移動5は遮断される。このため、クラック欠陥40の境界において、高温領域3側と低温領域4側とで欠陥部等を有さない正常な被検体に比べてより大きな温度差が生じるとよいのであるが、実際には台自体について何らの加工を行なわない台と、台上面に鏡面化加工あるいは粗面化加工を施した場合とでは上面に被検体Rを載置して赤外線による温度検出を行なう場合の温度変化状態が相等程度異なる。すなわち、図7において、台上面10Aは市場入手可能なアルミニウム板材の板面を鏡面化あるいは粗面化したものが配置されているから、この上面からの放射赤外線は低く検出され、したがって、表面温度も低く現われる。このため、加熱装置111からの熱2にも拘らず、台10上面からの熱流入2Asの量mは図5のクラック欠陥なしの場合に比較して小さいものとなり、結局被検体Rの加熱は全体的に低いレベルとなり、赤外線撮像装置を介して取得される表面温度も全体的に低く検出される。一方、クラック欠陥40においては熱移動の遮断とともに、熱滞留が生じこのため、クラック欠陥40部分については表面温度の大きな低下はない。このため、相対的には全体的に低い表面温度の中に、クラック欠陥がその周辺の正常部分のベース温度領域に比較して顕著に突出して高く温度が現われる結果、クラック部分の検出を容易に行えるとともに、その検出精度を大幅に向上させることができる。
【0042】
この大きな温度差は、例えば、本実施形態の鉄系焼結体製品その他の被検体の上面に異物が付着しているような場合においても形成される。図8、図9は、被検体表面に異物が存在する場合の検出の際の熱移動作用について説明しており、図において、冷却装置104により赤外線撮像装置140の視野範囲全体を冷却すると、異物部分50の温度がその周囲の異物非付着部分(正常部)に比べ低くなる。これは図9に示すように、被検体Rには下面からの熱流入2Asがあり、正常部ではそれらの流入熱は被検体上面へ到達するが、異物部分50では、正常部より熱伝導率が低いため、該異物部分の上面側へ達する熱流入2Bは小さい。したがって、異物部分50上の赤外線放射量は正常部と比較して少なくなるため、異物部分50の温度は正常部に比べ低くなる。一方、本実施形態では、台10としてのアルミニウム板の上面は加工により面粗さ(10<Ra<250)又は(1250<Ra<1700[Å])の範囲のものとしており、台表面での温度は赤外線検出上では低く表れそれに対応する熱2Asが被検体上面へ到達し、到達する熱が非加工台より小さなものであっても、異物部分50上の赤外線放射量は正常部と比較して顕著に少ないものとなるから、同時加熱、冷却工程を行なうことにより、欠陥部と正常との境界に正常部と比較して大きな温度差を生じさせ、赤外線撮像装置140により得られる温度分布画像への画像処理がしやすくなり、非破壊的に確実かつ精度良く欠陥を検出することができる。異物の場合には、0.2μm角以上の大きさであれば検出可能であることが実験的に証明されている。
【0043】
次に、赤外線撮像装置140から得られた熱分布画像へ画像処理を行なって、等温線画像を生成させる際の方法について説明する。判定処理装置108において、赤外線撮像装置140の画像データより等温線データを演算し生成し、表示装置144に所要の温度差幅の複数の帯状等温線を所要の間隔で表示させる。等温線は熱分布画像中で値をある等間隔で設定し、設定した値すべてを特定の値に置き換えて、熱分布画像上へ描かれる所要の線幅を有する帯状線のことであり、直線、曲線どちらで表示しても良く、例えば、0もしくは1を用いて表される。
【0044】
等温線を利用した欠陥検出方法は、赤外線撮像装置140から得られた熱分布画像中へ所要間隔幅で複数の等温線を描き、その熱分布画像中の等温線部分での値は0とし、等温線以外の部分は1とする。そして、等温線が欠陥箇所40を横切るときに生成される等温線のオフセット状のずれと、ずれの端部どうしを接続する線の線幅の大小により、断層状にずれた状態で欠陥部等において等温線が表示されることからこの不連続性を欠陥部として判断し、表示画面上でも明確に欠陥箇所の位置と有無を確認できる。
【0045】
具体的な画像の表示処理としては、エッジ検出処理なかでもcanny法による処理が用いられる。なお、等温線の中心温度としては55℃〜85℃で、それらの中心温度に対して0.1℃〜0.5℃の範囲(等温線の線幅に対応する)で描くことが好ましく、また、隣接等温線間の温度は、1℃〜5℃で描かれることが好ましい。最適には、中心温度が65℃〜75℃で、その中心温度に対して0.2℃〜0.3℃の線幅範囲であり、また、等温線間温度は1℃〜3℃の範囲とするとよい。
【0046】
判定処理装置108では、得られた熱分布画像中、対象となる画素を次の方法で抽出する。例えば、80℃を基本値とし、更に基本値に対し±4℃ごとの加算値を設定する。さらに基本値と加算値に対しそれぞれの値の±0.4℃の範囲にある数値も同時に抽出してくる。具体的には、80℃を基本値とすると、加算値は、76℃と84℃となり、熱分布画像中の薄板状鉄系焼結体製品Rの範囲内で可能な限り抽出する。さらに、これらの値に対し、80℃であれば、80.4℃以上、79.6℃以下のように基本値及び加算値の±0.4℃の範囲の値をすべて抽出する。抽出後、等温線の構成要素となる値以外はすべて0と置き換える。
【0047】
上記で抽出された0以外の値を等温線の要素画素とし、これらの要素の値をすべて1と置き換える。置き換えた後、等温線は各基本値とその値に対する±0.4℃の範囲の値で構成されるので、各々の等温線を同じ値でラベリングする。具体的には79.6℃から80.4度までの値をすべて1(1)、83.6℃から84.4℃までの値すべてを1(2)、75.6℃から76.4℃までの値をすべて1(i){i=自然数}と置き換える処理である。この処理により各等温線ごとに任意の番号が割り振られる。
【0048】
上記ラベリングされた等温線に対し縮退処理をかける。この等温線がクラック欠陥を跨いでいる場合、クラック欠陥部の等温線は極端に細くなるので、縮退処理をかけることで等温線が途切れる。欠陥がない場合は途切れることはない。
【0049】
各等温線は別々の番号が割り振られているので、ある1画素を中心としてその周囲に同じ番号が振られている画素が存在すれば、その等温線上に欠陥はないと判定され、逆に存在しなければその等温線上に欠陥があると判定する。この処理は赤外線検出装置106から送信されたデータ中の薄板状鉄系焼結体製品Rの範囲内で繰り返し行なわれる。
【0050】
表示装置18では、上記の処理による撮像装置の視野範囲についての等温線表示画像が製品Rの移動に伴い表示され、欠陥箇所をモニタにより目視可能である。
【実施例1】
【0051】
以下に実施例をあげて本発明をさらに詳しく説明するが、本発明は以下の実施例構成にのみ限定されるものではない。
(1)縦横サイズ60mm×60mm、厚さ50mmの直方体形状アルミニウム材(5000系)の上面を数種類の異なる粗さの研磨材で研磨加工したものと、市販購入品で非研磨加工での同様のアルミニウム材と、を本発明の被検体用の台10と見立て、それぞれの上に50mm×50mm×3mmの薄板状鉄系焼結体を載置し、台を加熱、薄板状鉄系焼結体上面を冷却しながら赤外線カメラにより薄板状鉄系焼結体の表面温度を測定した。薄板状鉄系焼結体の表面には予めキズをナイフ等で刻設し、その周囲を○形でマーキング表示し、欠陥部を故意に形成してその周囲の正常な温度域との変化の状態をグラフ表示した。台の加熱装置による加熱温度は120℃、冷却風は5℃とし、5mm程度の至近距離から被検体に向けて冷風を吹きつけた。
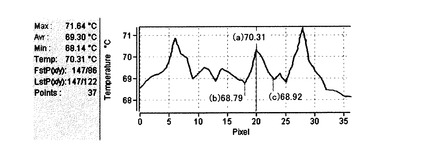
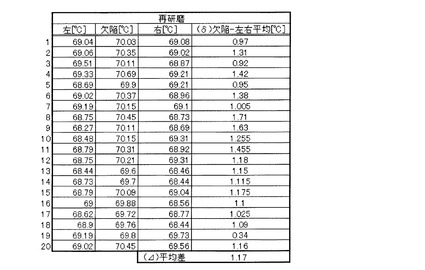
(2)図10は、複数回上面を研磨加工した台(図14上、再研磨)上に載置され、加熱冷却下に検出した被検体の赤外線カメラ画像の1つであり、図11に示すようにキズ40の範囲(d)について経時的に20データを取得し、それぞれのデータについて図12のように欠陥40部分を示すと判別される突出する温度位置((a)70.31)と、それに最も近い両側であって、キズの周囲の正常部分と判断される2つの両ベース値の位置((b)68.79、(c)68.92)と、欠陥40部分の温度値から両側の正常値の平均を差し引いた値(欠陥―左右平均)を算出し温度差δとして示した(図13参照)。そして、それらの温度差δについてデータ数20で平均した温度差(デルタ(大文字))(1.17)を得た。そして、それぞれの20データ平均温度差(デルタ(大文字))を9種類の粒度番手のサンドペーバー研磨材および外部委託による研磨加工による上面研磨加工台について測定し、表及びグラフ化した。なお、図12中、キズの両側最近傍の(b)、(c)の正常値のさらに両側のより突出した温度の部分は図10の画像中の鉛筆等によるマーキング部分である。
(3)研磨材の粒度の120番、320番、600番、1000番が日本研紙株式会社製のものを用い、2000番、4000番、8000番についてKOVAX株式会社製を用い、さらに複数回の研磨による再研磨については金属研磨材(日本磨料工業株式会社製)(アルミナ系鉱物20%)を用い、加工は外部委託加工のものである。各研磨加工品について表面粗さ測定装置を用い、表面粗さ(Å)を測定した。
(4)図14に上記のデータによる表面粗さ(R)と平均温度差(デルタ(大文字))の数値を表にし、さらに図15においてグラフ表示した。グラフより平均温度差(デルタ(大文字))が1℃を超える表面粗さ範囲(10<Ra<250又は1250<Ra<1700[Å])において、図12に示したように正常なベースラインの温度値に比較してそれらを周囲とした欠陥部での温度((a)70.31℃)は顕著に突出しており、視覚での判定においてさえも容易に欠陥部の有無、位置を特定することが可能であることが分かる。
【実施例2】
【0052】
(5)実施例1の(1)、(2)、(3)と同一条件において、薄板状鉄系焼結体を載置させない台のみの表面粗さRaと赤外線検出による表面温度変化のデータを表(図17)及びグラフ(図16)に示した。この際、(2)の9種類の粒度番手研磨材に加えて、市販品の購入時のもので未加工のアルミニウム板についての測定データを加えて示した。未加工品は表面粗さ500[Å]であり、粗さの程度自体は本実施例ではデータ数での中間値であるが、台自体の表面温度は50℃を超えており、欠陥部の測定温度との差が大きく表れないことになる。
【0053】
以上説明した本発明の赤外線検出による被検体用台及び赤外線検査方法は、上記した実施形態のみに限定されるものではなく、特許請求の範囲に記載した発明の本質を逸脱しない範囲において、任意の改変を行ってもよい。クラック欠陥や異物の有無判定については、等温線演算処理により行なっているが、必ずしも等温線その他の画像処理工程を介してその有無判定を行なうようにする必要はなく、欠陥位置の特定等が不要な場合には、画像処理の前の欠陥なしの場合の基準データとの数値比較判定により欠陥の有無判定を行うようにしても良い。
【産業上の利用可能性】
【0054】
本発明の赤外線検出による被検体用台及び赤外線検査方法は、種々の原材料、半製品、製品の表面又は内部のクラックあるいは表面異物付着を含む欠陥部等の検出装置及びその検出方法において、有効に適用可能である。
【図面の簡単な説明】
【0055】
【図1】本発明の第1実施形態に係る赤外線検出による被検体用台を含む赤外線検査システムの概略構成説明図である。
【図2】図1の赤外線検査システムの要部拡大構成説明図である。
【図3】図1の検出装置の台及び冷却用噴射ノズルを表した平面説明図である。
【図4】本発明の第1実施形態に係る赤外線検査システムの被検体用台と正常被検体についての熱移動状態を説明する作用説明図である。
【図5】図4の被検体用台と正常被検体とを断面的に見た場合の熱移動状態を説明する作用説明図である。
【図6】欠陥部等有り(クラック欠陥)の被検体についての熱移動状態を説明する斜視作用説明図である。
【図7】欠陥部等有り(クラック欠陥)の被検体についての熱移動状態を説明する断面作用説明図である。
【図8】異物付着欠陥の被検体についての熱移動状態を説明する斜視作用説明図である。
【図9】異物付着欠陥の被検体についての熱移動状態を説明する断面作用説明図である。
【図10】本発明の第1実施形態に係る赤外線検出による被検体用台を含む赤外線検査システムによる赤外線カメラ画像の例を示す図である。
【図11】図10でのカメラ視野内でのキズ部分の拡大模写図である。
【図12】実施例データによる温度変化グラフ図である。
【図13】実施例の被検体のキズ部分の温度データ表である。
【図14】研磨加工物と表面粗さと平均温度差の数値を示す表である。
【図15】図14の数値による平均温度差と台表面粗さとの関係を示すグラフである。
【図16】実施例の台のみについての表面温度と表面粗さとのグラフである。
【図17】実施例の台のみについての表面温度と表面粗さのデータ表である。
【符号の説明】
【0056】
2 加熱
3 高温領域
4 低温領域
5 熱移動
10 被検体用台
10A 台上面
40 クラック欠陥
100 赤外線検査システム
102 加熱支持装置
104 冷却装置
106 赤外線検出装置
108 判定処理装置
111 加熱装置
140 赤外線撮像装置
144 表示装置
R 被検体
【特許請求の範囲】
【請求項1】
被検体を同時に加熱及び冷却させつつ、被検体から放射される赤外線量を検出することにより被検体の表面の温度分布を計測し、その温度分布に基づく被検体の欠陥部等の検出に用いられる金属製台であり、
被検体を着脱自在に載置させ、被検体の加熱用熱を直接に伝導する台であって、載置状態で被検体の下面と密着当接する面粗さ10<Ra<250又は1250<Ra<1700[Å]の上面を含むことを特徴とする赤外線検出による被検体用台。
【請求項2】
台本体を加熱して被検体に直接熱作用を行なう加熱装置が設けられていることを特徴とする請求項1記載の赤外線検出による被検体用台。
【請求項3】
被検体を加熱する第1の工程と、
第1の工程による加熱と同時に第1の工程とは逆の熱作用を加えるべく同被検体を冷却する第2の工程と、
被検体の同時加熱及び冷却中に被検体から放射される赤外線量から得られる被検体の表面温度分布に基いて被検体の欠陥部を検出する赤外線検出工程と、を含み、
第1の工程において被検体を着脱自在に載置させ、被検体の加熱用熱を直接に伝導する台であって、載置状態で被検体の下面と密着当接する面粗さ10<Ra<250又は1250<Ra<1700[Å]の上面を含む台を用意し、
台上面に被検体を載置した状態で上面の面粗さによる被検体の赤外線低放射下で被検体の欠陥部等を検出することを特徴とする被検体用台を用いた被検体欠陥部等の赤外線検査方法。
【請求項1】
被検体を同時に加熱及び冷却させつつ、被検体から放射される赤外線量を検出することにより被検体の表面の温度分布を計測し、その温度分布に基づく被検体の欠陥部等の検出に用いられる金属製台であり、
被検体を着脱自在に載置させ、被検体の加熱用熱を直接に伝導する台であって、載置状態で被検体の下面と密着当接する面粗さ10<Ra<250又は1250<Ra<1700[Å]の上面を含むことを特徴とする赤外線検出による被検体用台。
【請求項2】
台本体を加熱して被検体に直接熱作用を行なう加熱装置が設けられていることを特徴とする請求項1記載の赤外線検出による被検体用台。
【請求項3】
被検体を加熱する第1の工程と、
第1の工程による加熱と同時に第1の工程とは逆の熱作用を加えるべく同被検体を冷却する第2の工程と、
被検体の同時加熱及び冷却中に被検体から放射される赤外線量から得られる被検体の表面温度分布に基いて被検体の欠陥部を検出する赤外線検出工程と、を含み、
第1の工程において被検体を着脱自在に載置させ、被検体の加熱用熱を直接に伝導する台であって、載置状態で被検体の下面と密着当接する面粗さ10<Ra<250又は1250<Ra<1700[Å]の上面を含む台を用意し、
台上面に被検体を載置した状態で上面の面粗さによる被検体の赤外線低放射下で被検体の欠陥部等を検出することを特徴とする被検体用台を用いた被検体欠陥部等の赤外線検査方法。
【図1】

【図2】
【図3】

【図4】

【図5】
【図6】

【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】

【図15】
【図16】
【図17】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【公開番号】特開2009−244144(P2009−244144A)
【公開日】平成21年10月22日(2009.10.22)
【国際特許分類】
【出願番号】特願2008−91976(P2008−91976)
【出願日】平成20年3月31日(2008.3.31)
【出願人】(393007916)株式会社九州ノゲデン (10)
【Fターム(参考)】
【公開日】平成21年10月22日(2009.10.22)
【国際特許分類】
【出願日】平成20年3月31日(2008.3.31)
【出願人】(393007916)株式会社九州ノゲデン (10)
【Fターム(参考)】
[ Back to top ]