
遮断性接着性コーティング及びその製造方法
本発明は0.2〜5重量部の層状無機充填剤及び100重量部の接着樹脂を含む遮断性接着性コーティングであって、前記層状無機充填剤がケイ酸塩粘土であり、前記接着樹脂が変性アクリレート樹脂、変性ポリウレタン樹脂、変性アクリルアミド樹脂、変性ポリエチレンイミン樹脂、又はこれらの混合物であるような遮断性接着性コーティングを提供する。本発明は更に遮断性接着性コーティングを製造するための方法を提供する。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は遮断性接着性コーティングに関し、より詳細には、市販のラベリング膜又はポリ塩化ビニル(PVC)接着テープの性質の、使用時における低下の問題を解決するための遮断性接着性コーティングに関する。本発明は更に遮断性接着性コーティングを製造するための方法に関する。
【背景技術】
【0002】
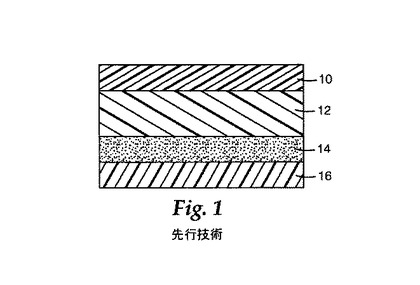
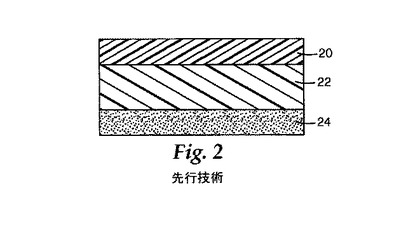
市販のラベリング膜製品の構造を図1に示す。印刷層10、PVC圧延膜又は流延膜12、感圧接着剤(PSA)層14、及び剥離紙又は剥離膜16がほぼ連続的に積層されている。PVC接着テープ製品の構造を図2に示す。剥離コーティング層20、PVC圧延膜又は流延膜22、及びPSA層24がほぼ連続的に積層されている。
【0003】
上記の製品中のPVC膜に用途に応じた望ましい延性を与え、PVC膜を押し出して圧延膜又は流延膜を形成する目的で、一般に15〜50%の可塑剤が添加される。しかしながら処理加工のコスト及び簡素性を考慮して、容易に移動する低分子の可塑剤が添加されることが一般的である。このため、移動した低分子物質と可塑剤がPSA層に浸透し、これによりPSAの接着性及び耐久性が低下する。特に、市販のラベリング材料をスプレー・ドローイング又はスクリーン印刷等の印刷加工に用いる場合、印刷インク層中の有機溶媒が下方に浸透することによってPVC層中の低分子可塑剤の下方への移動が加速するために、裏面接着剤の接着性の低下が加速し、製品の耐久性が低下してしまう。
【0004】
可塑剤の移動を阻止又は遮断する方法については多くの報告があるが、最も直接的かつ効果的な方法は、低分子量の可塑剤の代わりに高分子量のポリエステル可塑剤を使用して可塑剤の分子量を大きくすることによって可塑剤の移動速度を低下させることである。しかしながらポリエステル可塑剤はコストを増大させ、系の流動性を低下させるためにPVC膜の処理加工が更に困難となる。
【0005】
米国特許第4,806,393号明細書では、架橋性の官能基の導入によって改質されたPVCの層を可塑化したPVCに適用している。米国特許第4,045,600号明細書に述べられるように、架橋性のポリウレタン(PU)コーティングの層をコーティングすることによって可塑剤の移動を遮断する試みもなされている。米国特許第4,946,742号明細書、米国特許第5,049,608号明細書、米国特許第5,204,390号明細書、米国特許第4,605,592号明細書、米国特許第3,932,328号明細書、及び米国特許第4,136,071号明細書に述べられるように、PSAの構造を改変することによって可塑剤の移動に対するPSAの感受性を失わせる試みもなされている。米国特許出願第2004/0053037 A1号明細書及び米国特許第5,716,709 A号明細書は、少なくとも1層の有機材料と少なくとも1層の小板無機材料とを含む多層バリアコーティングをそれぞれ開示し、小板無機材料はモンモリロナイトのような粘土を含み、コーティングは優れた遮断性を有している。
【発明の概要】
【発明が解決しようとする課題】
【0006】
前述の従来の方法は、本願が解決しようとする技術的課題を解決するものではない。本願の目的は、優れた遮断性を与えると同時にPVC膜とPSAの下層との間の接着を維持することにある。遮断効果を求めるだけであればPVC膜とPSAとの間に明確な境界層を設ければよい。その場合、低分子物質の移動は遮断されるものの、境界層が形成されることによってPVC膜とPSAとの間の接着力が大きく低下し、このため、市販のラベリング膜又はPVC接着テープの耐久性の低下が加速する。
【0007】
本願の目的は、優れた遮断性及び接着性を有する低コストの遮断性接着性コーティングであって、各種の市販のラベリング膜又は接着テープ製品においすることにある。本願の更なる目的は、こうした遮断性接着性コーティングを製造するための方法て使用することが可能な、優れた遮断性及び接着性を与える遮断性接着性コーティングを提供を提供することにある。
【課題を解決するための手段】
【0008】
本発明は一態様において、0.2〜5重量部の層状無機充填剤及び100重量部の接着樹脂を含む遮断性接着性コーティングであって、層状無機充填剤がケイ酸塩粘土であり、接着樹脂が変性アクリレート樹脂、変性ポリウレタン樹脂、変性アクリルアミド樹脂、変性ポリエチレンイミン樹脂、又はこれらの混合物であるような遮断性接着性コーティングを提供する。
【0009】
一実施形態では、層状無機充填剤はカオリン粘土、ベントナイト粘土、又はモンモリロナイト粘土である。
【0010】
別の実施形態では、層状無機充填剤はナトリウム系モンモリロナイト粘土である。
【0011】
別の実施形態では、接着樹脂はアミノ変性されたアクリレート樹脂、ポリウレタン樹脂、アクリルアミド樹脂及びポリエチレンイミン樹脂、ヒドロキシ変性されたアクリレート樹脂、ポリウレタン樹脂、アクリルアミド樹脂及びポリエチレンイミン樹脂、又はこれらの混合物である。
【0012】
別の実施形態では、層状無機充填剤の量は1重量部である。
【0013】
本発明は他の態様において、遮断性接着性コーティングを製造するための方法であって、
(a)層状無機充填剤を有機処理剤で変性して有機変性充填剤を生成する工程であって、層状無機充填剤がケイ酸塩粘土であり、有機処理剤は炭素鎖長が12よりも大きい長鎖アルキルハロゲン化アンモニウム塩である、工程と、
(b)得られた有機変性充填剤を前処理剤で前処理して、前処理充填剤を得る工程であって、前処理剤が、接着樹脂のオリゴマー、接着樹脂自体若しくは希釈した接着樹脂、又は、アクリレート、アミノ変性アクリレート、アクリルアミド及びイソシアネートからなる群から選択される樹脂であり、接着樹脂は、変性アクリレート樹脂、変性ポリウレタン樹脂、変性アクリルアミド樹脂、変性ポリエチレンイミン樹脂、又はこれらの混合物である、工程と、
(c)得られた前処理充填剤を35〜65℃の温度及び1000〜3000rpmで接着樹脂と混合する工程と、
を含み、層状無機充填剤の有機処理剤に対する重量比が1:0.3〜1:0.7であり、前処理剤の有機変性充填剤に対する重量比が0.4:1〜2:1であり、有機変性充填剤の接着樹脂に対する重量比が1:500〜1:20である、製造方法を提供する。
【0014】
一実施形態では、層状無機充填剤はカオリン粘土、ベントナイト粘土、又はモンモリロナイト粘土である。
【0015】
別の実施形態では有機処理剤は、HOOC(CH2)17NH3+、CH3(CH2)17N(CH3)3+、[CH3(CH2)17]2N(CH3)2+、及びCH3(CH2)17NH3+からなる群から選択される構造を有するハロゲン化アンモニウム塩である。
【0016】
別の実施形態では、接着樹脂はアミノ変性されたアクリレート樹脂、ポリウレタン樹脂、アクリルアミド樹脂及びポリエチレンイミン樹脂、ヒドロキシ変性されたアクリレート樹脂、ポリウレタン樹脂、アクリルアミド樹脂及びポリエチレンイミン樹脂、又はこれらの混合物である。
【0017】
別の実施形態では、有機処理剤に対する層状無機充填剤の重量比は1:0.5であり、有機変性充填剤に対する前処理剤の重量比は1:1であり、接着樹脂に対する有機変性充填剤の重量比は1:100である。
【図面の簡単な説明】
【0018】
【図1】先行技術の市販のラベリング膜製品の構造を示す図。
【図2】先行技術の市販の接着テープ製品の構造を示す図。
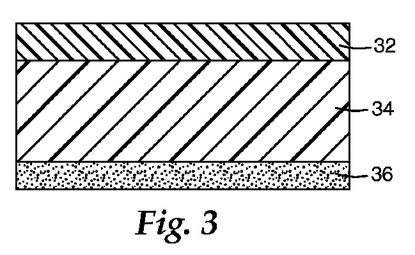
【図3】本発明の遮断性接着性コーティングを含む製品の構造を示す図。
【発明を実施するための形態】
【0019】
広範囲かつ重点的な研究により、特定の方法で層状無機充填剤を接着樹脂と複合化することによって優れた遮断性及び接着性を有する低コストの遮断性接着性コーティング剤を製造することが可能であり、更に特定の方法でこのコーティング剤を従来製品のPVC膜とPSAとの間にコーティングすることによって、可塑剤等の低分子物質の下方への浸透を遮断すると共にPVC膜とPSAとの間の接着性を向上させることが可能であることが見出された。この遮断機能は、配向かつ分散した層状構造によって低分子物質の垂直方向への浸透が遮断されることに、主に拠るものであり、優れた接着性は接着樹脂の接着力に拠るものである。
【0020】
遮断性接着性コーティング
本発明の遮断性接着性コーティングは0.2〜5重量部の層状無機充填剤、及び100重量部の接着樹脂を含む。本発明において有用な層状無機充填剤は、当該技術分野では周知の従来の層状無機充填剤であってよい。その代表的な例としてはこれらに限定されるものではないが、カオリン粘土等のケイ酸塩粘土、ベントナイト粘土及びモンモリロナイト粘土が挙げられ、この内、ナトリウム系モンモリロナイト粘土が好ましい。
【0021】
本発明において有用な接着樹脂は、当該技術分野では周知の従来の接着樹脂であってよい。その代表的な例としてはこれらに限定されるものではないが、変性アクリレート樹脂、変性ポリウレタン樹脂、変性アクリルアミド樹脂、変性ポリエチレンイミン樹脂、又はこれらの混合物が挙げられる。接着樹脂は1成分樹脂、又は、アミノ変性されたアクリレート樹脂、ポリウレタン樹脂、アクリルアミド樹脂及びポリエチレンイミン樹脂、若しくはヒドロキシ変性されたアクリレート樹脂、ポリウレタン樹脂、アクリルアミド樹脂及びポリエチレンイミン樹脂等の、架橋ネットを形成しうる2成分(架橋剤を含有する)樹脂であってよく、この内、アミノ変性されたアクリレート樹脂が好ましい。
【0022】
本発明の遮断性接着性コーティングにおいて、前述の層状無機充填剤の量は0.2〜5重量部、好ましくは1重量部である。
【0023】
遮断性接着性コーティングの製造方法
本発明の遮断性接着性コーティングを製造するための方法は、
(a)前記層状無機充填剤を有機処理剤で変性して有機変性充填剤を生成する工程であって、有機処理剤が、HOOC(CH2)17NH3+、CH3(CH2)17N(CH3)3+、[CH3(CH2)17]2N(CH3)2+、及びCH3(CH2)17NH3+からなる群から選択される構造を有するハロゲン化アンモニウム塩等の、炭素鎖長が12よりも大きい(C>12)長鎖アルキルハロゲン化アンモニウム塩であり、この内、HOOC(CH2)17NH3+が好ましい、工程と、
(b)得られた有機変性充填剤を前処理剤で前処理して、前処理充填剤を得る工程であって、前処理剤が、前記接着樹脂と高い相溶性を有する有機樹脂であり、接着樹脂のオリゴマー、接着樹脂自体、又は希釈した接着樹脂であるか、若しくは、アクリレート、アミノ変性アクリレート、アクリルアミド及びイソシアネート等の、活性基を有し、粘度又は架橋を増加させる効果を有する、接着樹脂と複合化された樹脂であってよく、この内、アミノ変性アクリレート又はイソシアネートが好ましい、工程と、
(c)得られた前処理充填剤を35〜65℃の温度及び1000〜3000rpmで接着樹脂と混合する工程と、
を含み、層状無機充填剤の有機処理剤に対する重量比が、1:0.3〜1:0.7であり、好ましくは1:0.5であり、前処理剤の有機変性充填剤に対する重量比が0.4:1〜2:1、好ましくは1:1であり、有機変性充填剤の接着樹脂に対する重量比が1:500〜1:20、好ましくは1:100である。
【0024】
図3は、本発明の遮断性接着性コーティングを含む製品の構造を示したものである。製品30はPVC膜層32、上記に述べたような遮断性接着性コーティング34、及び感圧接着剤36を有している。この構造は以下のように製造される。
【0025】
精製した層状無機充填剤を脱イオン水中で膨潤させて一晩浸漬した後、充分に攪拌しながら60〜95℃に加熱する。高速で攪拌しつつ前述の有機処理剤をゆっくりと滴下し、攪拌を続ける。次いで室温にまで冷却し、完全な層間剥離状態に達した時点で分離を行い、ハロゲンイオンが検出されなくなるまで洗浄し、真空下で焼成することで前述の有機変性充填剤を得た後、これを破砕して篩分する。
【0026】
この有機変性充填剤を、酢酸エチル(EA)、メチルエチルケトン(MEK)、メチルイソブチルケトン(MIBK)、シクロヘキサノン及びトルエン等の有機溶媒に浸漬した後、ゆっくりと昇温して35〜65℃に維持してから、前述の前処理剤を添加し、1000〜10000rpmで高速剪断分散を行って前処理充填剤を得る。
【0027】
この前処理充填剤を接着樹脂と適当な比で35〜65℃の温度、かつ、1000〜3000rpmで混合し、混合した溶液を適当な粘土(0.05〜2Pa.s(50〜2000cps))にまで希釈し、この混合溶液を、バー・ローリング、コブウェビング・ローリング及びコンマ・ローリング等のロールコーティング法、又はスプレーコーティング法によってPVC膜表面上に均一にコーティングし、35〜85℃の等温勾配で焼成することで膜を形成し、ロールコーティング又はスプレイコーティングプロセスにおいて特定の剪断及び配向効果を用いることによって内部層状構造及びPVC膜の水平方向の配置を実現することで、垂直方向への可塑剤の浸透が遮断される。
【0028】
コーティングされたPVC膜を適当な温度及び圧力でPSAと接着する(コーティングをPSAと接着する)ことにより、得られるコーティングは優れた接着性を有し、PVC膜とPSAが充分に接着される。
【0029】
本発明の遮断性接着性コーティングは、水蒸気及び空気等の低分子物質、並びに溶媒、可塑剤、柔軟化剤及び他の添加剤等の有機物質の浸透を阻止又は遮断することが可能な優れた遮断性を有する。更に本発明の遮断性接着性コーティングは、上層となる製品を下層となる製品又は基材に対して充分に接着し、中間層として効果的に機能することが可能な、優れた接着性を有する。本発明の遮断性接着性コーティングは更に低コストで製造することができる。
【0030】
本発明を特定の実施例に関連して更に説明する。しかしながらこれらの実施例は本発明を説明することを目的としたものであって、本発明の範囲を限定することを目的としたものではない点は理解されなければならない。以下の「実施例」における実験方法では特定の実験条件は記録されていないが、これらの方法は従来の条件又は製造業者によって推奨される条件に基づいて一般的に行った。特に断らない限り、百分率及び部はすべて重量に基づいている。
【実施例】
【0031】
(実施例1)
HOOC(CH2)17NH3+で変性した10gの有機モンモリロナイト粘土をMIBKとMEKの(30:70)混合溶液500g中に4時間浸漬した。次いで混合物を1時間、高速(2000rpm)で攪拌し、混合物を55℃に昇温した。30gのアミノ変性ポリエチルアクリレート(20%)を混合物にゆっくりと滴下し、高速攪拌を30分間継続して前介在分散液を得た。この前分散液40mLを100gのアミノ変性エチルアクリレート(40%)と混合し、60℃の一定温度に保った後、高速攪拌を60分間継続して前介在複合物の懸濁液を得た(遮断性接着剤。不均質相溶液であり、調製後直ちに使用しなければならない)。
【0032】
コーティングする前に懸濁液を充分に攪拌、消泡、脱泡し、得られた溶液をPVC膜表面上にディプレッション・プリンティング・ロールコーティング法を用いて均一にコーティングした。コーティングされたPVC膜を充分に乾燥した後、PSAと接着して膜材料を得た。
【0033】
対照製品A(遮断性接着性コーティングを用いない点以外は上記製品Bと同じもの)を以下のように製品B(PVC膜とPSAとの間に遮断性接着性コーティングを用いたもの)と比較した。
【0034】
製品A及び製品Bはそれぞれスクリーン印刷し、印刷インクを表面に焼き付けた後、延伸面の粘度を測定した。
【0035】
結果を表1に示した。
【0036】
【表1】
【0037】
表1から分かるように24時間のスクリーン印刷後では、製品Aの強度は製品Bの強度よりも大幅に低かった。40℃で14日間及び80℃で14日間といった所定時間のエイジング後においても製品Aの接着強度は製品Bの接着強度よりも低かった。したがって製品Aと比較して製品Bは溶媒の浸透及び低分子物質の移動を大幅に阻止した。更に製品Bの接着破壊は界面破壊と見られた。すなわち、PSAが接着面から分離したが、このことは製品Bのコーティング構造がPSAとPVC膜との間の接着に有利なものであることを示している。
【0038】
(実施例2)
HOOC(CH2)17NH3+で変性した10gの有機モンモリロナイト粘土を酢酸エチルとイソプロパノールの(70:30)混合溶液500g中に一晩浸漬した。次いで混合物を10分間、充分に攪拌し、混合物を60℃に昇温した。40gのアミノ変性エチルアクリレート(20%)を混合物にゆっくりと滴下し、高速攪拌(2500rpm)を30分間行って前介在分散液を得た。次いでこの前分散液40mLを200gのアミノ変性エチルアクリレート(40%)と60℃の温度で充分に混合し、高速分散(2000rpm)を行って前介在複合物の懸濁液を得た。混合後、懸濁液を消泡、脱泡し、PVC膜表面上にダイ・コーティング法を用いて均一にコーティングした後、充分に乾燥し、コーティングされたPVC膜をPSAと接着した。
【0039】
対照製品C(遮断性接着性コーティングを用いない点以外は上記製品Dと同じもの)を以下のように製品D(PVC膜とPSAとの間に遮断性接着性コーティングを用いたもの)と比較した。
【0040】
結果を表2に示した。
【0041】
【表2】
【0042】
*2次接着力はPSAとPVC膜との接着性を評価するための測定方法であり、その具体的手順は以下のようなものであった。すなわち、鋼板上に10.2cm(4インチ)×15.2cm(6インチ)の試料を前記表面を上にして両面接着テープによって固定し、1.3cm(0.5インチ)の基準接着テープを接着膜上に2.0kg(4.5ポンド)の走行ローラによって貼着した後、基準接着テープを30.5cm/分(12インチ/分)の力によって一様な速度で180°剥離し、基準接着テープに転写された試料接着剤の量を観察した。基準接着テープに転写された試料接着剤の量が少ないほどPSAとPVC膜との接着が良好である。
【0043】
表2から分かるように、エイジング後では製品Dの接着性が製品Cの接着性よりも良好であり、2次接着力試験によって、製品DにおけるPSAとPVC膜との接着強度がより良好であることが示された。更に、製品Cと比較して製品Dの静的接着力及び動的接着力はいずれも良好であったが、このことは遮断性接着性コーティングによって製品の性質が向上することを更に示すものである。
【0044】
(実施例3)
先立つ工程は実施例1と同様に行った。次いで前述の前分散液を200gのアクリレート変性ポリウレタン溶液(15%)と混合し、60℃の温度及び2000rpmの充分な攪拌下で高速分散を行った。次いで混合物を消泡、脱泡してからバー・ローリング法を用いてPVC膜上に均一にコーティングし、アクリレート接着剤でコーティングした剥離紙と接着した。次いで圧延を行って適当な試料を得た。
【0045】
対照製品E(遮断性接着性コーティングを用いない点以外は上記製品Fと同じもの)を以下のように製品F(PVC膜とPSAとの間に遮断性接着性コーティングを用いたもの)と比較した。
【0046】
結果を表3に示した。
【0047】
【表3】
【0048】
表3から分かるように、エイジング後では、製品Fの接着性が製品Eの接着性よりも良好であり、製品Fが低分子物質の影響をより受けにくいことが示された。更に、製品Fの2次接着力は製品Eの接着力よりも良好であったことからコーティングがPSAとPVC膜との接着を促進する上で有益であることが示され、したがって製品Fの接着力が高温において製品Eの接着力よりも良好であることが示された。
【0049】
上記の実施例は、あくまで説明を目的としたものであって本発明を限定するものではない点は理解されなければならない。当業者であれば本発明の趣旨及び本質から逸脱することなく本発明に様々な変更及び改変を行うことが可能である。これらの改変又は変更は付属の特許請求の範囲に包含されるものである。
【技術分野】
【0001】
本発明は遮断性接着性コーティングに関し、より詳細には、市販のラベリング膜又はポリ塩化ビニル(PVC)接着テープの性質の、使用時における低下の問題を解決するための遮断性接着性コーティングに関する。本発明は更に遮断性接着性コーティングを製造するための方法に関する。
【背景技術】
【0002】
市販のラベリング膜製品の構造を図1に示す。印刷層10、PVC圧延膜又は流延膜12、感圧接着剤(PSA)層14、及び剥離紙又は剥離膜16がほぼ連続的に積層されている。PVC接着テープ製品の構造を図2に示す。剥離コーティング層20、PVC圧延膜又は流延膜22、及びPSA層24がほぼ連続的に積層されている。
【0003】
上記の製品中のPVC膜に用途に応じた望ましい延性を与え、PVC膜を押し出して圧延膜又は流延膜を形成する目的で、一般に15〜50%の可塑剤が添加される。しかしながら処理加工のコスト及び簡素性を考慮して、容易に移動する低分子の可塑剤が添加されることが一般的である。このため、移動した低分子物質と可塑剤がPSA層に浸透し、これによりPSAの接着性及び耐久性が低下する。特に、市販のラベリング材料をスプレー・ドローイング又はスクリーン印刷等の印刷加工に用いる場合、印刷インク層中の有機溶媒が下方に浸透することによってPVC層中の低分子可塑剤の下方への移動が加速するために、裏面接着剤の接着性の低下が加速し、製品の耐久性が低下してしまう。
【0004】
可塑剤の移動を阻止又は遮断する方法については多くの報告があるが、最も直接的かつ効果的な方法は、低分子量の可塑剤の代わりに高分子量のポリエステル可塑剤を使用して可塑剤の分子量を大きくすることによって可塑剤の移動速度を低下させることである。しかしながらポリエステル可塑剤はコストを増大させ、系の流動性を低下させるためにPVC膜の処理加工が更に困難となる。
【0005】
米国特許第4,806,393号明細書では、架橋性の官能基の導入によって改質されたPVCの層を可塑化したPVCに適用している。米国特許第4,045,600号明細書に述べられるように、架橋性のポリウレタン(PU)コーティングの層をコーティングすることによって可塑剤の移動を遮断する試みもなされている。米国特許第4,946,742号明細書、米国特許第5,049,608号明細書、米国特許第5,204,390号明細書、米国特許第4,605,592号明細書、米国特許第3,932,328号明細書、及び米国特許第4,136,071号明細書に述べられるように、PSAの構造を改変することによって可塑剤の移動に対するPSAの感受性を失わせる試みもなされている。米国特許出願第2004/0053037 A1号明細書及び米国特許第5,716,709 A号明細書は、少なくとも1層の有機材料と少なくとも1層の小板無機材料とを含む多層バリアコーティングをそれぞれ開示し、小板無機材料はモンモリロナイトのような粘土を含み、コーティングは優れた遮断性を有している。
【発明の概要】
【発明が解決しようとする課題】
【0006】
前述の従来の方法は、本願が解決しようとする技術的課題を解決するものではない。本願の目的は、優れた遮断性を与えると同時にPVC膜とPSAの下層との間の接着を維持することにある。遮断効果を求めるだけであればPVC膜とPSAとの間に明確な境界層を設ければよい。その場合、低分子物質の移動は遮断されるものの、境界層が形成されることによってPVC膜とPSAとの間の接着力が大きく低下し、このため、市販のラベリング膜又はPVC接着テープの耐久性の低下が加速する。
【0007】
本願の目的は、優れた遮断性及び接着性を有する低コストの遮断性接着性コーティングであって、各種の市販のラベリング膜又は接着テープ製品においすることにある。本願の更なる目的は、こうした遮断性接着性コーティングを製造するための方法て使用することが可能な、優れた遮断性及び接着性を与える遮断性接着性コーティングを提供を提供することにある。
【課題を解決するための手段】
【0008】
本発明は一態様において、0.2〜5重量部の層状無機充填剤及び100重量部の接着樹脂を含む遮断性接着性コーティングであって、層状無機充填剤がケイ酸塩粘土であり、接着樹脂が変性アクリレート樹脂、変性ポリウレタン樹脂、変性アクリルアミド樹脂、変性ポリエチレンイミン樹脂、又はこれらの混合物であるような遮断性接着性コーティングを提供する。
【0009】
一実施形態では、層状無機充填剤はカオリン粘土、ベントナイト粘土、又はモンモリロナイト粘土である。
【0010】
別の実施形態では、層状無機充填剤はナトリウム系モンモリロナイト粘土である。
【0011】
別の実施形態では、接着樹脂はアミノ変性されたアクリレート樹脂、ポリウレタン樹脂、アクリルアミド樹脂及びポリエチレンイミン樹脂、ヒドロキシ変性されたアクリレート樹脂、ポリウレタン樹脂、アクリルアミド樹脂及びポリエチレンイミン樹脂、又はこれらの混合物である。
【0012】
別の実施形態では、層状無機充填剤の量は1重量部である。
【0013】
本発明は他の態様において、遮断性接着性コーティングを製造するための方法であって、
(a)層状無機充填剤を有機処理剤で変性して有機変性充填剤を生成する工程であって、層状無機充填剤がケイ酸塩粘土であり、有機処理剤は炭素鎖長が12よりも大きい長鎖アルキルハロゲン化アンモニウム塩である、工程と、
(b)得られた有機変性充填剤を前処理剤で前処理して、前処理充填剤を得る工程であって、前処理剤が、接着樹脂のオリゴマー、接着樹脂自体若しくは希釈した接着樹脂、又は、アクリレート、アミノ変性アクリレート、アクリルアミド及びイソシアネートからなる群から選択される樹脂であり、接着樹脂は、変性アクリレート樹脂、変性ポリウレタン樹脂、変性アクリルアミド樹脂、変性ポリエチレンイミン樹脂、又はこれらの混合物である、工程と、
(c)得られた前処理充填剤を35〜65℃の温度及び1000〜3000rpmで接着樹脂と混合する工程と、
を含み、層状無機充填剤の有機処理剤に対する重量比が1:0.3〜1:0.7であり、前処理剤の有機変性充填剤に対する重量比が0.4:1〜2:1であり、有機変性充填剤の接着樹脂に対する重量比が1:500〜1:20である、製造方法を提供する。
【0014】
一実施形態では、層状無機充填剤はカオリン粘土、ベントナイト粘土、又はモンモリロナイト粘土である。
【0015】
別の実施形態では有機処理剤は、HOOC(CH2)17NH3+、CH3(CH2)17N(CH3)3+、[CH3(CH2)17]2N(CH3)2+、及びCH3(CH2)17NH3+からなる群から選択される構造を有するハロゲン化アンモニウム塩である。
【0016】
別の実施形態では、接着樹脂はアミノ変性されたアクリレート樹脂、ポリウレタン樹脂、アクリルアミド樹脂及びポリエチレンイミン樹脂、ヒドロキシ変性されたアクリレート樹脂、ポリウレタン樹脂、アクリルアミド樹脂及びポリエチレンイミン樹脂、又はこれらの混合物である。
【0017】
別の実施形態では、有機処理剤に対する層状無機充填剤の重量比は1:0.5であり、有機変性充填剤に対する前処理剤の重量比は1:1であり、接着樹脂に対する有機変性充填剤の重量比は1:100である。
【図面の簡単な説明】
【0018】
【図1】先行技術の市販のラベリング膜製品の構造を示す図。
【図2】先行技術の市販の接着テープ製品の構造を示す図。
【図3】本発明の遮断性接着性コーティングを含む製品の構造を示す図。
【発明を実施するための形態】
【0019】
広範囲かつ重点的な研究により、特定の方法で層状無機充填剤を接着樹脂と複合化することによって優れた遮断性及び接着性を有する低コストの遮断性接着性コーティング剤を製造することが可能であり、更に特定の方法でこのコーティング剤を従来製品のPVC膜とPSAとの間にコーティングすることによって、可塑剤等の低分子物質の下方への浸透を遮断すると共にPVC膜とPSAとの間の接着性を向上させることが可能であることが見出された。この遮断機能は、配向かつ分散した層状構造によって低分子物質の垂直方向への浸透が遮断されることに、主に拠るものであり、優れた接着性は接着樹脂の接着力に拠るものである。
【0020】
遮断性接着性コーティング
本発明の遮断性接着性コーティングは0.2〜5重量部の層状無機充填剤、及び100重量部の接着樹脂を含む。本発明において有用な層状無機充填剤は、当該技術分野では周知の従来の層状無機充填剤であってよい。その代表的な例としてはこれらに限定されるものではないが、カオリン粘土等のケイ酸塩粘土、ベントナイト粘土及びモンモリロナイト粘土が挙げられ、この内、ナトリウム系モンモリロナイト粘土が好ましい。
【0021】
本発明において有用な接着樹脂は、当該技術分野では周知の従来の接着樹脂であってよい。その代表的な例としてはこれらに限定されるものではないが、変性アクリレート樹脂、変性ポリウレタン樹脂、変性アクリルアミド樹脂、変性ポリエチレンイミン樹脂、又はこれらの混合物が挙げられる。接着樹脂は1成分樹脂、又は、アミノ変性されたアクリレート樹脂、ポリウレタン樹脂、アクリルアミド樹脂及びポリエチレンイミン樹脂、若しくはヒドロキシ変性されたアクリレート樹脂、ポリウレタン樹脂、アクリルアミド樹脂及びポリエチレンイミン樹脂等の、架橋ネットを形成しうる2成分(架橋剤を含有する)樹脂であってよく、この内、アミノ変性されたアクリレート樹脂が好ましい。
【0022】
本発明の遮断性接着性コーティングにおいて、前述の層状無機充填剤の量は0.2〜5重量部、好ましくは1重量部である。
【0023】
遮断性接着性コーティングの製造方法
本発明の遮断性接着性コーティングを製造するための方法は、
(a)前記層状無機充填剤を有機処理剤で変性して有機変性充填剤を生成する工程であって、有機処理剤が、HOOC(CH2)17NH3+、CH3(CH2)17N(CH3)3+、[CH3(CH2)17]2N(CH3)2+、及びCH3(CH2)17NH3+からなる群から選択される構造を有するハロゲン化アンモニウム塩等の、炭素鎖長が12よりも大きい(C>12)長鎖アルキルハロゲン化アンモニウム塩であり、この内、HOOC(CH2)17NH3+が好ましい、工程と、
(b)得られた有機変性充填剤を前処理剤で前処理して、前処理充填剤を得る工程であって、前処理剤が、前記接着樹脂と高い相溶性を有する有機樹脂であり、接着樹脂のオリゴマー、接着樹脂自体、又は希釈した接着樹脂であるか、若しくは、アクリレート、アミノ変性アクリレート、アクリルアミド及びイソシアネート等の、活性基を有し、粘度又は架橋を増加させる効果を有する、接着樹脂と複合化された樹脂であってよく、この内、アミノ変性アクリレート又はイソシアネートが好ましい、工程と、
(c)得られた前処理充填剤を35〜65℃の温度及び1000〜3000rpmで接着樹脂と混合する工程と、
を含み、層状無機充填剤の有機処理剤に対する重量比が、1:0.3〜1:0.7であり、好ましくは1:0.5であり、前処理剤の有機変性充填剤に対する重量比が0.4:1〜2:1、好ましくは1:1であり、有機変性充填剤の接着樹脂に対する重量比が1:500〜1:20、好ましくは1:100である。
【0024】
図3は、本発明の遮断性接着性コーティングを含む製品の構造を示したものである。製品30はPVC膜層32、上記に述べたような遮断性接着性コーティング34、及び感圧接着剤36を有している。この構造は以下のように製造される。
【0025】
精製した層状無機充填剤を脱イオン水中で膨潤させて一晩浸漬した後、充分に攪拌しながら60〜95℃に加熱する。高速で攪拌しつつ前述の有機処理剤をゆっくりと滴下し、攪拌を続ける。次いで室温にまで冷却し、完全な層間剥離状態に達した時点で分離を行い、ハロゲンイオンが検出されなくなるまで洗浄し、真空下で焼成することで前述の有機変性充填剤を得た後、これを破砕して篩分する。
【0026】
この有機変性充填剤を、酢酸エチル(EA)、メチルエチルケトン(MEK)、メチルイソブチルケトン(MIBK)、シクロヘキサノン及びトルエン等の有機溶媒に浸漬した後、ゆっくりと昇温して35〜65℃に維持してから、前述の前処理剤を添加し、1000〜10000rpmで高速剪断分散を行って前処理充填剤を得る。
【0027】
この前処理充填剤を接着樹脂と適当な比で35〜65℃の温度、かつ、1000〜3000rpmで混合し、混合した溶液を適当な粘土(0.05〜2Pa.s(50〜2000cps))にまで希釈し、この混合溶液を、バー・ローリング、コブウェビング・ローリング及びコンマ・ローリング等のロールコーティング法、又はスプレーコーティング法によってPVC膜表面上に均一にコーティングし、35〜85℃の等温勾配で焼成することで膜を形成し、ロールコーティング又はスプレイコーティングプロセスにおいて特定の剪断及び配向効果を用いることによって内部層状構造及びPVC膜の水平方向の配置を実現することで、垂直方向への可塑剤の浸透が遮断される。
【0028】
コーティングされたPVC膜を適当な温度及び圧力でPSAと接着する(コーティングをPSAと接着する)ことにより、得られるコーティングは優れた接着性を有し、PVC膜とPSAが充分に接着される。
【0029】
本発明の遮断性接着性コーティングは、水蒸気及び空気等の低分子物質、並びに溶媒、可塑剤、柔軟化剤及び他の添加剤等の有機物質の浸透を阻止又は遮断することが可能な優れた遮断性を有する。更に本発明の遮断性接着性コーティングは、上層となる製品を下層となる製品又は基材に対して充分に接着し、中間層として効果的に機能することが可能な、優れた接着性を有する。本発明の遮断性接着性コーティングは更に低コストで製造することができる。
【0030】
本発明を特定の実施例に関連して更に説明する。しかしながらこれらの実施例は本発明を説明することを目的としたものであって、本発明の範囲を限定することを目的としたものではない点は理解されなければならない。以下の「実施例」における実験方法では特定の実験条件は記録されていないが、これらの方法は従来の条件又は製造業者によって推奨される条件に基づいて一般的に行った。特に断らない限り、百分率及び部はすべて重量に基づいている。
【実施例】
【0031】
(実施例1)
HOOC(CH2)17NH3+で変性した10gの有機モンモリロナイト粘土をMIBKとMEKの(30:70)混合溶液500g中に4時間浸漬した。次いで混合物を1時間、高速(2000rpm)で攪拌し、混合物を55℃に昇温した。30gのアミノ変性ポリエチルアクリレート(20%)を混合物にゆっくりと滴下し、高速攪拌を30分間継続して前介在分散液を得た。この前分散液40mLを100gのアミノ変性エチルアクリレート(40%)と混合し、60℃の一定温度に保った後、高速攪拌を60分間継続して前介在複合物の懸濁液を得た(遮断性接着剤。不均質相溶液であり、調製後直ちに使用しなければならない)。
【0032】
コーティングする前に懸濁液を充分に攪拌、消泡、脱泡し、得られた溶液をPVC膜表面上にディプレッション・プリンティング・ロールコーティング法を用いて均一にコーティングした。コーティングされたPVC膜を充分に乾燥した後、PSAと接着して膜材料を得た。
【0033】
対照製品A(遮断性接着性コーティングを用いない点以外は上記製品Bと同じもの)を以下のように製品B(PVC膜とPSAとの間に遮断性接着性コーティングを用いたもの)と比較した。
【0034】
製品A及び製品Bはそれぞれスクリーン印刷し、印刷インクを表面に焼き付けた後、延伸面の粘度を測定した。
【0035】
結果を表1に示した。
【0036】
【表1】
【0037】
表1から分かるように24時間のスクリーン印刷後では、製品Aの強度は製品Bの強度よりも大幅に低かった。40℃で14日間及び80℃で14日間といった所定時間のエイジング後においても製品Aの接着強度は製品Bの接着強度よりも低かった。したがって製品Aと比較して製品Bは溶媒の浸透及び低分子物質の移動を大幅に阻止した。更に製品Bの接着破壊は界面破壊と見られた。すなわち、PSAが接着面から分離したが、このことは製品Bのコーティング構造がPSAとPVC膜との間の接着に有利なものであることを示している。
【0038】
(実施例2)
HOOC(CH2)17NH3+で変性した10gの有機モンモリロナイト粘土を酢酸エチルとイソプロパノールの(70:30)混合溶液500g中に一晩浸漬した。次いで混合物を10分間、充分に攪拌し、混合物を60℃に昇温した。40gのアミノ変性エチルアクリレート(20%)を混合物にゆっくりと滴下し、高速攪拌(2500rpm)を30分間行って前介在分散液を得た。次いでこの前分散液40mLを200gのアミノ変性エチルアクリレート(40%)と60℃の温度で充分に混合し、高速分散(2000rpm)を行って前介在複合物の懸濁液を得た。混合後、懸濁液を消泡、脱泡し、PVC膜表面上にダイ・コーティング法を用いて均一にコーティングした後、充分に乾燥し、コーティングされたPVC膜をPSAと接着した。
【0039】
対照製品C(遮断性接着性コーティングを用いない点以外は上記製品Dと同じもの)を以下のように製品D(PVC膜とPSAとの間に遮断性接着性コーティングを用いたもの)と比較した。
【0040】
結果を表2に示した。
【0041】
【表2】
【0042】
*2次接着力はPSAとPVC膜との接着性を評価するための測定方法であり、その具体的手順は以下のようなものであった。すなわち、鋼板上に10.2cm(4インチ)×15.2cm(6インチ)の試料を前記表面を上にして両面接着テープによって固定し、1.3cm(0.5インチ)の基準接着テープを接着膜上に2.0kg(4.5ポンド)の走行ローラによって貼着した後、基準接着テープを30.5cm/分(12インチ/分)の力によって一様な速度で180°剥離し、基準接着テープに転写された試料接着剤の量を観察した。基準接着テープに転写された試料接着剤の量が少ないほどPSAとPVC膜との接着が良好である。
【0043】
表2から分かるように、エイジング後では製品Dの接着性が製品Cの接着性よりも良好であり、2次接着力試験によって、製品DにおけるPSAとPVC膜との接着強度がより良好であることが示された。更に、製品Cと比較して製品Dの静的接着力及び動的接着力はいずれも良好であったが、このことは遮断性接着性コーティングによって製品の性質が向上することを更に示すものである。
【0044】
(実施例3)
先立つ工程は実施例1と同様に行った。次いで前述の前分散液を200gのアクリレート変性ポリウレタン溶液(15%)と混合し、60℃の温度及び2000rpmの充分な攪拌下で高速分散を行った。次いで混合物を消泡、脱泡してからバー・ローリング法を用いてPVC膜上に均一にコーティングし、アクリレート接着剤でコーティングした剥離紙と接着した。次いで圧延を行って適当な試料を得た。
【0045】
対照製品E(遮断性接着性コーティングを用いない点以外は上記製品Fと同じもの)を以下のように製品F(PVC膜とPSAとの間に遮断性接着性コーティングを用いたもの)と比較した。
【0046】
結果を表3に示した。
【0047】
【表3】
【0048】
表3から分かるように、エイジング後では、製品Fの接着性が製品Eの接着性よりも良好であり、製品Fが低分子物質の影響をより受けにくいことが示された。更に、製品Fの2次接着力は製品Eの接着力よりも良好であったことからコーティングがPSAとPVC膜との接着を促進する上で有益であることが示され、したがって製品Fの接着力が高温において製品Eの接着力よりも良好であることが示された。
【0049】
上記の実施例は、あくまで説明を目的としたものであって本発明を限定するものではない点は理解されなければならない。当業者であれば本発明の趣旨及び本質から逸脱することなく本発明に様々な変更及び改変を行うことが可能である。これらの改変又は変更は付属の特許請求の範囲に包含されるものである。
【特許請求の範囲】
【請求項1】
0.2〜5重量部の層状無機充填剤及び100重量部の接着樹脂を含む遮断性接着性コーティングであって、前記層状無機充填剤がケイ酸塩粘土であり、前記接着樹脂が変性アクリレート樹脂、変性ポリウレタン樹脂、変性アクリルアミド樹脂、変性ポリエチレンイミン樹脂、又はこれらの混合物である、遮断性接着性コーティング。
【請求項2】
前記層状無機充填剤がカオリン粘土、ベントナイト粘土、又はモンモリロナイト粘土である、請求項1に記載の遮断性接着性コーティング。
【請求項3】
前記層状無機充填剤がナトリウム系モンモリロナイト粘土である、請求項1又は2に記載の遮断性接着性コーティング。
【請求項4】
前記接着樹脂が、アミノ変性されたアクリレート樹脂、ポリウレタン樹脂、アクリルアミド樹脂及びポリエチレンイミン樹脂、ヒドロキシ変性されたアクリレート樹脂、ポリウレタン樹脂、アクリルアミド樹脂及びポリエチレンイミン樹脂、又はこれらの混合物である、請求項1又は2に記載の遮断性接着性コーティング。
【請求項5】
前記層状無機充填剤の量が1重量部である、請求項1又は2に記載の遮断性接着性コーティング。
【請求項6】
遮断性接着性コーティングを製造するための方法であって、
(a)層状無機充填剤を有機処理剤で変性して有機変性充填剤を生成する工程であって、層状無機充填剤がケイ酸塩粘土であり、有機処理剤は炭素鎖長が12よりも大きい長鎖アルキルハロゲン化アンモニウム塩である、工程と、
(b)得られた有機変性充填剤を前処理剤で前処理して、前処理充填剤を得る工程であって、前記前処理剤が、接着樹脂のオリゴマー、接着樹脂自体若しくは希釈した接着樹脂、又は、アクリレート、アミノ変性アクリレート、アクリルアミド及びイソシアネートからなる群から選択される樹脂であり、接着樹脂は、変性アクリレート樹脂、変性ポリウレタン樹脂、変性アクリルアミド樹脂、変性ポリエチレンイミン樹脂、又はこれらの混合物である、工程と、
(c)得られた前処理充填剤を35〜65℃の温度及び1000〜3000rpmで接着樹脂と混合する工程と、
を含み、前記層状無機充填剤の前記有機処理剤に対する比が1:0.3〜1:0.7であり、前記前処理剤の前記有機変性充填剤に対する重量比が0.4:1〜2:1であり、前記有機変性充填剤の前記接着樹脂に対する重量比が1:500〜1:20である、製造方法。
【請求項7】
前記層状無機充填剤がカオリン粘土、ベントナイト粘土、又はモンモリロナイト粘土である、請求項6に記載の方法。
【請求項8】
有機処理剤が、HOOC(CH2)17NH3+、CH3(CH2)17N(CH3)3+、[CH3(CH2)17]2N(CH3)2+、及びCH3(CH2)17NH3+からなる群から選択される構造を有するハロゲン化アンモニウム塩である、請求項6又は7に記載の方法。
【請求項9】
前記接着樹脂が、アミノ変性されたアクリレート樹脂、ポリウレタン樹脂、アクリルアミド樹脂及びポリエチレンイミン樹脂、ヒドロキシ変性されたアクリレート樹脂、ポリウレタン樹脂、アクリルアミド樹脂及びポリエチレンイミン樹脂、又はこれらの混合物である、請求項6又は7に記載の方法。
【請求項10】
前記層状無機充填剤の前記有機処理剤に対する重量比が1:0.5であり、前記前処理剤の前記有機変性充填剤に対する重量比が1:1であり、前記有機変性充填剤の前記接着樹脂に対する重量比が1:100である、請求項6又は7に記載の方法。
【請求項1】
0.2〜5重量部の層状無機充填剤及び100重量部の接着樹脂を含む遮断性接着性コーティングであって、前記層状無機充填剤がケイ酸塩粘土であり、前記接着樹脂が変性アクリレート樹脂、変性ポリウレタン樹脂、変性アクリルアミド樹脂、変性ポリエチレンイミン樹脂、又はこれらの混合物である、遮断性接着性コーティング。
【請求項2】
前記層状無機充填剤がカオリン粘土、ベントナイト粘土、又はモンモリロナイト粘土である、請求項1に記載の遮断性接着性コーティング。
【請求項3】
前記層状無機充填剤がナトリウム系モンモリロナイト粘土である、請求項1又は2に記載の遮断性接着性コーティング。
【請求項4】
前記接着樹脂が、アミノ変性されたアクリレート樹脂、ポリウレタン樹脂、アクリルアミド樹脂及びポリエチレンイミン樹脂、ヒドロキシ変性されたアクリレート樹脂、ポリウレタン樹脂、アクリルアミド樹脂及びポリエチレンイミン樹脂、又はこれらの混合物である、請求項1又は2に記載の遮断性接着性コーティング。
【請求項5】
前記層状無機充填剤の量が1重量部である、請求項1又は2に記載の遮断性接着性コーティング。
【請求項6】
遮断性接着性コーティングを製造するための方法であって、
(a)層状無機充填剤を有機処理剤で変性して有機変性充填剤を生成する工程であって、層状無機充填剤がケイ酸塩粘土であり、有機処理剤は炭素鎖長が12よりも大きい長鎖アルキルハロゲン化アンモニウム塩である、工程と、
(b)得られた有機変性充填剤を前処理剤で前処理して、前処理充填剤を得る工程であって、前記前処理剤が、接着樹脂のオリゴマー、接着樹脂自体若しくは希釈した接着樹脂、又は、アクリレート、アミノ変性アクリレート、アクリルアミド及びイソシアネートからなる群から選択される樹脂であり、接着樹脂は、変性アクリレート樹脂、変性ポリウレタン樹脂、変性アクリルアミド樹脂、変性ポリエチレンイミン樹脂、又はこれらの混合物である、工程と、
(c)得られた前処理充填剤を35〜65℃の温度及び1000〜3000rpmで接着樹脂と混合する工程と、
を含み、前記層状無機充填剤の前記有機処理剤に対する比が1:0.3〜1:0.7であり、前記前処理剤の前記有機変性充填剤に対する重量比が0.4:1〜2:1であり、前記有機変性充填剤の前記接着樹脂に対する重量比が1:500〜1:20である、製造方法。
【請求項7】
前記層状無機充填剤がカオリン粘土、ベントナイト粘土、又はモンモリロナイト粘土である、請求項6に記載の方法。
【請求項8】
有機処理剤が、HOOC(CH2)17NH3+、CH3(CH2)17N(CH3)3+、[CH3(CH2)17]2N(CH3)2+、及びCH3(CH2)17NH3+からなる群から選択される構造を有するハロゲン化アンモニウム塩である、請求項6又は7に記載の方法。
【請求項9】
前記接着樹脂が、アミノ変性されたアクリレート樹脂、ポリウレタン樹脂、アクリルアミド樹脂及びポリエチレンイミン樹脂、ヒドロキシ変性されたアクリレート樹脂、ポリウレタン樹脂、アクリルアミド樹脂及びポリエチレンイミン樹脂、又はこれらの混合物である、請求項6又は7に記載の方法。
【請求項10】
前記層状無機充填剤の前記有機処理剤に対する重量比が1:0.5であり、前記前処理剤の前記有機変性充填剤に対する重量比が1:1であり、前記有機変性充填剤の前記接着樹脂に対する重量比が1:100である、請求項6又は7に記載の方法。
【図1】

【図2】
【図3】
【図2】
【図3】
【公表番号】特表2010−511748(P2010−511748A)
【公表日】平成22年4月15日(2010.4.15)
【国際特許分類】
【出願番号】特願2009−539472(P2009−539472)
【出願日】平成19年11月29日(2007.11.29)
【国際出願番号】PCT/US2007/085871
【国際公開番号】WO2008/070517
【国際公開日】平成20年6月12日(2008.6.12)
【出願人】(505005049)スリーエム イノベイティブ プロパティズ カンパニー (2,080)
【Fターム(参考)】
【公表日】平成22年4月15日(2010.4.15)
【国際特許分類】
【出願日】平成19年11月29日(2007.11.29)
【国際出願番号】PCT/US2007/085871
【国際公開番号】WO2008/070517
【国際公開日】平成20年6月12日(2008.6.12)
【出願人】(505005049)スリーエム イノベイティブ プロパティズ カンパニー (2,080)
【Fターム(参考)】
[ Back to top ]