
株式会社ダイヘンにより出願された特許
41 - 50 / 990
ワイヤ送給装置

【課題】溶接用のワイヤの送給を瞬時に反転させるのに適したワイヤ送給装置を提供すること。
【解決手段】本発明のワイヤ送給装置201は、溶接用のワイヤを送り出すための送給ローラ210と、送給ローラ210を回転駆動させる回転駆動機構230と、を備え、回転駆動機構230は、駆動モータ240と、駆動モータ240によって回転させられる第1ギア241と、第1ギア241の回転軸心と同一の回転軸心周りに回転可能であるとともに送給ローラ210を一体的に有する支持部材242と、支持部材242に対して回転自由に支持され、第1ギア241に噛み合う第2ギア243,244と、第1ギア241の回転軸心と同一の回転軸心周りに回転可能であり、第2ギア243,244に噛み合う第3ギア245と、第3ギア245の回転を制御する駆動モータ250と、を備える。
(もっと読む)
電圧調整装置及び電圧調整方法

【課題】発電設備を有する複数の需要家と連系する配電線において、電力損失を低減するとともに、系統安定性を確保するための電圧調整装置及び電圧調整方法を提供する。
【解決手段】電圧調整器20の制御部21は、2次側電圧の測定処理を実行する。2次側電圧が適正電圧範囲内と判定した場合、制御部21は、1タップ昇圧した場合の電圧予測値の算出処理を実行する。電圧予測値が適正電圧範囲の上限電圧を超えると判定した場合、制御部21は、現在のタップ数を維持したまま、2次側電圧の測定処理に戻る。電圧予測値が適正上限電圧を超えないと判定した場合や、適正上限電圧を超えていないと判定した場合、制御部21は、適正上限電圧を超えるまでタップ切換により昇圧する。そして、適正上限電圧を超えた場合、タップを一段下げる処理を実行する。
(もっと読む)
2ワイヤ溶接の溶接開始方法
【課題】2ワイヤ溶接において、溶接開始部のビード品質を向上させること。
【解決手段】溶接ワイヤと母材との間にアークを発生させると共に、溶融池の後半部にフィラーワイヤを送給して行う2ワイヤ溶接の溶接開始方法において、ワイヤ間距離Lwをスタート期間用ワイヤ間距離Lirに設定し、溶接ワイヤの送給Wsを開始(時刻t3)してアークを発生(時刻t4)させ、このアークが発生した時点から第1所定期間Td1だけ遅延させてフィラーワイヤの送給Fsを開始(時刻t5)し、このフィラーワイヤの送給開始時点から第2所定期間Td2が経過した時点t7でワイヤ間距離Lwをスタート期間用ワイヤ間距離Lirよりも長い定常期間用ワイヤ間距離Lsrに変化させる。これにより、第1所定期間Td1を従来技術よりも短く設定することができるので、溶接開始部のビード品質を向上させることができる。
(もっと読む)
信号処理装置および信号処理方法
【課題】回転座標変換を行ってから所定の処理を行った後に静止座標変換を行うのと等価の処理を行うことができ、かつ、線形性および時不変性を有する信号処理装置を提供する。
【解決手段】所定の処理を表す伝達関数をF(s)とし、所定の角周波数をω0、虚数単位をjとした場合、信号処理装置が下記伝達関数の行列Gで表される処理を行うようにする。当該信号処理装置で行われる処理は線形時不変の処理なので、制御系の設計やシステム解析が容易になる。
【数1】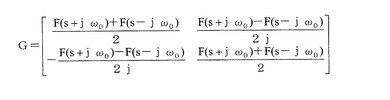 (もっと読む)
(もっと読む)
アーク溶接方法およびアーク溶接システム
【課題】安定した溶接を行うことができるアーク溶接方法およびアーク溶接システムを提供すること
【解決手段】速度V2(t)が正の値である前進送給期間と、速度V2(t)が負の値である後退送給期間とからなる単位期間を繰り返す定常溶接工程を備え、定常溶接工程は、速度V2(t)を一周期が上記単位期間である周期関数として、消耗電極を送給する工程を含み、消耗電極を送給する工程は、ワイヤ送給装置によって、消耗電極を溶接トーチに向かって送り出す工程と、送給経路長変化装置によって、消耗電極のうち、消耗電極の軸線方向におけるワイヤ送給装置から上記溶接トーチに至る長さを周期的に変化させる工程と、溶接終了信号Wsが生成された後の時刻t6の後に、送給経路長変化装置の駆動を停止させる第1停止信号を送給経路長制御回路が送給経路長変化装置に送る工程と、時刻t6からアンチスティック電圧Vwaの印加を開始する工程と、を備える。
(もっと読む)
巻鉄心製造装置
【課題】鉄心ブロックを巻枠に巻回して巻鉄心を製造する際に、巻回された巻鉄心の積層面上で一連の鉄心ブロックの突き合わせ部が蛇行した状態になるのを防止する。
【解決手段】一部が巻枠201の外周に沿うように設けられた巻込みベルトにより鉄心ブロックを駆動して巻枠201に巻き付ける際の鉄心ブロックの回転方向と同方向に巻枠201を回転駆動する巻枠駆動モータ238と、巻回される鉄心ブロックの下端を支えるために巻枠201の下端に配置された面板210を巻枠201に巻回される鉄心ブロックの回転方向と同方向に回転駆動する面板駆動モータ223と、巻込みベルトにより駆動されて巻枠201に巻回されている鉄心ブロックの角速度に等しい角速度で巻枠201及び面板210を回転させるように、巻枠駆動モータ238及び面板駆動モータ223を制御する制御装置とを設けた。
(もっと読む)
溶接用電源装置
【課題】設置状況に応じて、電極先端電圧の算出に用いる抵抗値及びインダクタンス値の設定を容易に行うことができる溶接用電源装置を提供すること。
【解決手段】処理部32は、設定されたケーブル情報(経路情報)に従って合計抵抗値R及び合計インダクタンス値Lを推定し、合計抵抗値Rと合計インダクタンス値Lに基づいて、インバータ回路22を制御するための先端電圧を算出する。そして、処理部32は、算出した先端電圧を用いてインバータ回路22をPWM制御する。
(もっと読む)
プラズマキーホール溶接方法、および、プラズマキーホール溶接システム
【課題】より早くキーホールを貫通させることができるプラズマキーホール溶接方法およびプラズマキーホール溶接システムを提供すること。
【解決手段】プラズマ電極と母材との間にアークを点弧し、上記アークによってキーホールを貫通させる工程と、上記キーホールが貫通した後に、上記プラズマ電極を上記母材に対して移動させつつ、定常溶接を行う工程と、を備え、貫通させる工程は、上記キーホールの形成が開始した時刻t2から上記キーホールが貫通する時刻t3までの期間であるキーホール形成期間中に、上記プラズマ電極と上記母材との間に流れる溶接電流Iwを、周波数Ffが初期周波数ff1であるパルス電流として流す工程を含み、上記定常溶接を行う工程は、溶接電流を、周波数Ffが定常周波数ff2であるパルス電流として流す工程を含み、初期周波数ff1は、定常周波数ff2よりも小さい。このような構成によると、より早くキーホールを貫通させることができる。
(もっと読む)
消耗電極ガスシールドアーク溶接トーチ
【課題】本発明はワイヤ矯正装置が大型化しない溶接トーチを提供する。
【解決手段】溶接トーチ21の第1のワイヤ変位部材1は、トーチボディ22の外周から半径方向にねじ込まれたワイヤ変位ねじ1aと、このワイヤ変位ねじ1aとの間で溶接ワイヤ25を押圧するワイヤ押圧ピン1cとからなる。第1のワイヤ変位部材1と同じ第2のワイヤ変位部材2と第3のワイヤ変位部材3とを備える。これらの3つのワイヤ変位部材1〜3のそれぞれのワイヤ変位ねじの長手軸方向が平行となるように設けられ、3つのワイヤ変位部材1〜3のそれぞれのワイヤ押圧部がトーチボディ22の長手軸心から予め定めた距離だけ交互にずれている。この結果、矯正装置が大きくなることがなく溶接トーチ21を小型化することができる。
(もっと読む)
地上設置型変圧器装置
【課題】外箱内に変圧器とともに収容される構成要素が重量物を含んでいて、該重量物が外箱内の上部に配置された重量物支持フレームに支持される場合に、その重量物の着脱を容易に行うことができるようにした地上設置型変圧器装置を提供する。
【解決手段】主遮断器(重量物)6を吊り上げる吊り上げ装置20の上部を固定することができる吊り上げ装置固定金具30を取り付ける固定金具取り付け部40が、重量物支持フレーム4の上方に位置させた状態で外箱1の内側に設けられ、固定金具取り付け部に取り付ける吊り上げ装置固定金具30が外箱1内に常備されている。主遮断器を交換する際に、固定金具取り付け部に取り付けた吊り上げ装置固定金具30に吊り上げ装置20の上部を固定して、この吊り上げ装置20を用いることにより、遮断器6の上げ下ろしを無理なく行うことができるようにした。
(もっと読む)
41 - 50 / 990
[ Back to top ]