
株式会社神戸製鋼所により出願された特許
141 - 150 / 5,860
チタンまたはチタン合金からなるスラブの連続鋳造装置
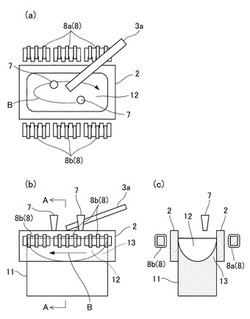
【課題】表面に欠陥が少ないスラブを鋳造することができるようにする。
【解決手段】プラズマトーチ7が発生させるプラズマアークで、鋳型2内に注入された溶湯12の湯面を加熱する。また、鋳型2の側方に設けられたEMS8で、溶湯12の湯面もしくは湯面近傍を電磁攪拌する。
(もっと読む)
塑性加工用鋼材およびその製造方法、並びに塑性加工製品
【課題】皮膜中にリン酸塩を含有しなくても、代表的な潤滑皮膜であるリン酸塩・石鹸皮膜と同等またはそれ以上の塑性加工性および耐食性を発揮する潤滑皮膜を備えた塑性加工用鋼材を提供する。
【解決手段】鋼材表面にリンを含まない皮膜を備えた塑性加工用鋼材であって、前記皮膜は、鋼材側から順に、鋼材成分の酸化物を含有する第1層と、石鹸と、ハロゲン、マンガン若しくは鉄の酸素酸塩(但し、塩素酸塩を除く。)または鉄の錯塩とを含有する第2層と、を含む塑性加工用鋼材。
(もっと読む)
連続鋳造方法

【課題】中炭素鋼を連続鋳造を行うにあたって、鋳造初期に発生し易い鋳片の縦割れを防止することができるようにする。
【解決手段】C含有量が0.08〜0.18質量%の中炭素鋼を連続鋳造するに際し、定常状態にて鋳型に投入する本体モールドパウダーの塩基度を1.2以上とする。鋳造初期に鋳型に投入する初期モールドパウダーの塩基度を本体モールドパウダーよりも大きくする。初期モールドパウダーの塩基度を1.9以下とする。初期モールドパウダーの投入量が、投入量(kg)≧3.0×(鋳型上部内寸幅[m]+鋳型上部内寸厚み[m]) を満たすようにする。
(もっと読む)
動力発生装置および動力発生方法
【課題】動力発生装置において、作動媒体の漏洩を防止しつつ膨張機で発生した回転駆動力を膨張機が収容されたハウジングの外部に効率よく取り出す。
【解決手段】本発明の動力発生装置1は、膨張機2を備えた熱機関3と、膨張機2で発生する回転駆動力を膨張機2の駆動部が収容されたハウジング4の外部へ取り出す動力伝達軸とを有する動力発生であって、ハウジング4はその隔壁5で囲まれた内部に膨張機2の駆動部を収容しており、隔壁5を間に介してハウジングの内外に分断されているとともに膨張機2の回転駆動力をハウジング4の外部に伝達するべく磁気カップリング6を備えている。なお、ハウジング外部の動力伝達軸13には、ハウジング4外に伝達された回転駆動力を用いて発電を行う発電機20が接続されていても良い。
(もっと読む)
熱間鍛造プレス用ダイセット
【課題】難加工性金属材料の鍛造に用いる熱間鍛造プレス装置の金型と金型支持台間の断熱構造材の強度と耐久性を、構造的な工夫によって向上させ、鍛造生産性を高めることができる熱間鍛造プレス用ダイセットを提供することである。
【解決手段】加熱用熱源によって加熱される金型とこの金型を、断熱材を介して取り付ける金型支持台を備えた熱間鍛造プレス用ダイセットにおいて、前記断熱材を複数の断熱用素材11とその外周を保持する保持枠12、および底板13と押さえ板14で一体化した断熱構造材とし、かつ保持枠12の内部に複数の断熱用素材11を分割して収容する仕切り枠15を設けたのである。それにより、高い圧縮強度を有する断熱効果に優れた断熱構造材9(10)を備えた熱間鍛造プレス用ダイセットを実現することができる。
(もっと読む)
圧縮装置
【課題】回転数や圧力条件によらず、騒音を低減できる圧縮装置を提供する。
【解決手段】吐出流路が互いに接続された、雄ロータの歯数が等しい複数のスクリュ圧縮機2a,2bを有する圧縮装置1において、スクリュ圧縮機2a,2bの台数をn、雄ロータの歯数をmとすると、スクリュ圧縮機2a,2bは、360/(m・n)度ずつ雄ロータ10の位相がずらされており、好ましくは、雄ロータ10が互いに歯車を介して接続されており、1台のモータによって駆動される。
(もっと読む)
生産性に優れた高耐電圧性を有するアルミニウム陽極酸化皮膜の製造方法
【課題】製造工程数を増やすことなく、全処理時間を短縮できて生産性をより向上させることを前提とし、耐電圧性に一層優れた陽極酸化皮膜の製造方法を提供する。
【解決手段】本発明の製造方法は、晶出物サイズ3μm以上の晶出物が表面に露出したアルミニウム合金基材をアルカリ溶液で脱脂した後、デスマット処理することなく脱脂した基材の表面に5000C/dm2以上の積算電気量でカソード電解処理を施し、次いで、少なくともシュウ酸を含む陽極酸化処理液を用いてカソード電解処理を施した基材表面に陽極酸化皮膜を形成する方法である。
(もっと読む)
チタンまたはチタン合金からなるスラブの連続鋳造方法および連続鋳造装置
【課題】鋳肌の状態が良好なスラブを鋳造することができるようにする。
【解決手段】断面長方形状の鋳型2の長辺方向の両端部にフラックス9の投入領域14をそれぞれ設ける。フラックス投入装置8から投入領域14に投入されたフラックス9は、溶湯12の湯面全域に拡散する。フラックス9による緩冷却効果が鋳型2内で均一になるように、鋳型2の長辺方向の両端部へのフラックス9の単位時間あたりの投入量を、鋳型2の長辺方向の中央部へのフラックス9の単位時間あたりの投入量よりも多くする。
(もっと読む)
圧延方法及び圧延板材
【課題】可逆式圧延機のセットアップをより高精度に実施することができる圧延方法、及びこの圧延方法により得られる圧延材を提供することを目的とする。
【解決手段】本発明は、単スタンド可逆式の冷間圧延機を用い、板材に対して複数パスの圧延を行う圧延方法であって、Nパス目の上記板材の先端部における塑性係数QANを、N−1パス目の上記板材の尾端部における塑性係数QBN−1を用いて下記式(1)により算出し、上記塑性係数QANに基づいてNパス目のセットアップ計算を行い、この計算結果に基づく設定でNパス目の圧延を開始することを特徴とする。
QAN=αN×QBN−1 ・・・(1)
(αNは、塑性係数QANにおける補正係数(αN≧1)である。Nは、2以上の整数である。)
(もっと読む)
放熱板、及び放熱板の製法
【課題】山状熱歪みを抑制し、被接合部材の剥離を抑制し、熱拡散性の低下を抑制する。
【解決手段】金属放熱板1は、一方の面に絶縁性放熱板13(被接合部材)または電子部品11(被接合部材)が接合され、他方の面にヒートシンク15(冷却部材)が接触される放熱板であって、絶縁性放熱板13よりも熱膨張率が大きい金属板20と、金属板20に埋め込まれた埋込金属30と、を備える。金属板20は、絶縁性放熱板13または電子部品11が接合される中央部21と、中央部21を囲むように旋回放射状に形成された複数の線状のスリット26と、を備える。埋込金属30は、スリット26に埋め込まれるとともに、スリット26に沿ったせん断応力に対して金属板20よりも塑性変形しやすい。
(もっと読む)
141 - 150 / 5,860
[ Back to top ]