
新日鐵住金株式会社により出願された特許
2,321 - 2,330 / 6,474
鋼の連続鋳造方法
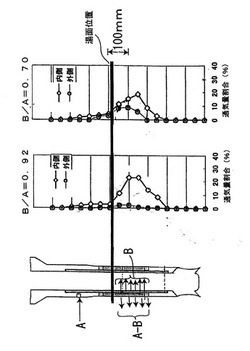
【課題】浸漬ノズル内側からの不活性ガス流出量低下に起因して、浸漬ノズル内側から吐出する不活性ガス気泡が小さな浮上性に乏しい気泡となり、その結果、モールド内で溶鋼中の微小介在物を浮上分離する効果が充分に得られず、残存した溶鋼中の微小介在物に由来してスリバーが頻発する問題、を改善した鋼の連続鋳造方法を提供する。
【解決手段】浸漬ノズルを介して、タンディッシュからモールド内に溶鋼を連続注入する際、浸漬ノズルへ不活性ガスを吹き込み、浸漬ノズル内周部を構成する通気性耐火物から気泡を吐出させて浸漬ノズルの閉塞を防止する連続鋳造方法において、浸漬ノズル内に供給される不活性ガス供給量の全体量(A)に占める、浸漬ノズル内側に位置する内孔体部3からの不活性ガス流出量(B)が、0.8≦B/A≦0.95となる浸漬ノズルを使用する。
(もっと読む)
レーザ超音波検出装置及びレーザ超音波検出方法

【課題】レーザ超音波検出装置における検出性能を向上する。
【解決手段】超音波発生用レーザ光源11と、超音波検出用レーザ光源12と、被検査体からの反射光と、ファブリペロー干渉計13と、反射光のファブリペロー干渉計からの出力を検出する検出器と、共振長制御部と、共振長を周期的に変化させ、周期的変化に同期させて超音波発生用パルスレーザ光源を駆動するレーザ駆動制御部50とを備えるレーザ超音波検出装置において、レーザ駆動制御部は、ファブリペロー干渉計を透過した超音波発生用レーザ光の一部の立ち上がりスロープと立ち下がりスロープの所定のタイミングに同期して超音波発生用パルスレーザ光源を駆動し、検出器で検出される、立ち上がりスロープに対応する透過光量と、立ち下がりスロープに対応する透過光量との差分をとることを特徴とするレーザ超音波検出装置。
(もっと読む)
形状凍結性に優れる多段プレス成形方法
【課題】 精度良く、面内方向に湾曲した正規形状の金属製部材を得ることができる。
【解決手段】 コの字型又はハット型の断面で、長手方向に湾曲した形状を有する金属製部材を成形する方法であって、金属製部材に形成される複数の湾曲部のうち、少なくとも1つの湾曲部について、第一成形工程で、製品形状より大きい曲率半径を有する中間品を成形し、第二成形工程で、第一成形工程における曲率半径より小さい曲率半径として成形し、残部の箇所は、第一成形工程と第二成形工程で金型の曲率半径を変えずに成形して、成形品全体を製品形状又は略製品形状とすることを特徴とする形状凍結性に優れる多段プレス成形方法。好ましくは、前記製品形状と中間品形状における形状変化部の長手方向の稜線の線長を、それぞれL’[mm]、L[mm]としたときに、1<L’/L<1.1となるように前記中間品を成形する。
(もっと読む)
連続鋳造設備のガイドロール制御システム
【課題】連続鋳造設備において鋳片の移送を一時的に停止するときに、ガイドロールのクラックや付帯設備の応力による損傷を防止することを課題とする。
【解決手段】ガイドロール1と鋳片34間の加圧力を検出して加圧力実績値を出力する圧力検出手段(圧力検出器7、圧力演算器10)と、加圧力実績値と予め設定した許容される最大値である圧力管理値との大小を比較して、鋳片34の移送停止時のガイドロール1の偏熱によるガイドロール1の過大な熱伸び量を判定・検出したときに、ガイドロール1を鋳片34から開放するようにガイドロール1を駆動するアクチュエータ(油圧装置2)を制御する制御手段(ロール保護制御部28)とを具備することを特徴とする連続鋳造設備のガイドロール制御システム。
(もっと読む)
竪型溶融炉のマンホール閉塞壁
【課題】マンホールの炉内側閉塞壁の損耗を抑制し、竪型溶融炉の生産性を高めることを課題とし、該課題を解決するマンホール閉塞壁を提供する。
【解決手段】竪型溶融炉のマンホールを閉塞する炉壁であって、(i)高熱伝導性耐火物を、アルミナ質耐火材を目地材として積み上げて構築した耐火壁、及び、(ii)上記耐火壁の表面に取り付けた冷却盤、からなることを特徴とする竪型溶融炉のマンホール閉塞壁。
(もっと読む)
注入羽口用耐火物、及び注入羽口用耐火物の製造方法
【課題】スポーリング亀裂による剥離を低減し、耐用性を向上させた注入羽口用耐火物、及び注入羽口用耐火物の製造方法を提供すること。
【解決手段】溶融金属容器の注入羽口に設けられ、前記溶融金属容器の炉内側面を形成する面1Aから前記溶融金属容器の鉄皮5に対向する面1Bを貫通する孔が形成された注入羽口用耐火物1は、孔2に面する内周材4、及びこの内周材4を囲む外周材3の2層で構成され、内周材4は、アルミナ−マグネシア質不定形耐火物を施工してなり、前記溶融金属の炉内側面を形成する面1Aの側から見たときに露出する面が、1200℃における施工体の弾性率が30GPa以下とされ、外周材3は、1400℃における線熱膨張率が前記内周材よりも小さな材料で構成されている。
(もっと読む)
海岸地区における塗装時の耐食性に優れた高強度鋼およびその製造法
【課題】海岸地区においても塗装時の耐食性を向上できる引張強度が780〜1400MPaを有する高力ボルト・ナットの製造が可能な手段を提供する。
【解決手段】本発明の高強度鋼は、質量%で、C:0.01〜0.25%、Si:0.01〜1.0%、Mn:0.1〜3%未満、P:0.03%以下、S:0.01%以下、Cr:3〜7%、Al:0.2〜2%、N:0.02%以下、を含有し、かつ選択的に、Cu:0.1〜2%、Ni:0.1〜2%、Mo:0.005〜1%、V:0.005〜0.1%、Nb:0.005〜0.050%、Ti:0.005〜0.03%、Ca:0.0005〜0.05%、Mg:0.0005〜0.05%、REM:0.001〜0.1%の1種または2種以上を含有し、残部がFeおよび不可避的不純物からなり、その金属組織が90%以上のマルテンサイトであることを特徴とする。
(もっと読む)
形状凍結性に優れる多段プレス成形方法
【課題】 精度良く、面内方向に湾曲した正規形状の金属製部材を得ることができる。
【解決手段】 コの字型又はハット型の断面で、長手方向に湾曲した形状を有する金属製部材を成形する方法であって、長手方向の一部において、第一成形工程で、製品形状と同一曲率半径を有し、かつ前記製品形状より幅が小さい形状変化部を有する中間品を成形し、第二成形工程で、前記形状変化部は、前記第一成形工程における幅より大きく、曲率半径を変えずに成形し、残部の箇所は、前記第一成形工程と幅及び曲率半径を変えずに成形して、成形品全体を製品形状又は略製品形状とすることを特徴とする形状凍結性に優れる多段プレス成形方法。好ましくは、前記製品形状と前記中間品形状における形状変化部の幅方向の線長を、それぞれLW[mm]、LWl[mm]としたときに、0.9<LWl/LW<1.0の条件となるように前記中間品を成形する。
(もっと読む)
形状凍結性に優れる多段プレス成形方法
【課題】 精度良く、面内方向に湾曲した正規形状の金属製部材を得ることができる。
【解決手段】 コの字型又はハット型の断面で、長手方向に湾曲した形状を有する金属製部材を成形する方法であって、長手方向の一部において、第一成形工程で、製品形状と同一曲率半径を有し、かつ前記製品形状より幅が大きい形状変化部を有する中間品を成形し、第二成形工程で、前記形状変化部は、前記第一成形工程における幅より小さく、曲率半径を変えずに成形し、残部の箇所は、前記第一成形工程と幅及び曲率半径を変えずに成形して、成形品全体を製品形状又は略製品形状とすることを特徴とする形状凍結性に優れる多段プレス成形方法。好ましくは、前記製品形状と前記中間品形状における形状変化部の幅方向の線長を、それぞれLW[mm]、LWl[mm]としたときに、1<LWl/LW<1.1の条件となるように前記中間品を成形する。
(もっと読む)
材料の欠陥検出方法およびそのシステム
【課題】鋼板等の材料の表面および表層のどちらの欠陥に対しても、それが移動中あるいは搬送中であっても、精度良く検出できる検出方法およびシステムを提供する。
【解決手段】移動している材料の表面あるいは表層における欠陥は、以下の工程を含む方法によって検出可能である。すなわち、材料表面を加熱する工程と、その材料表面が加熱工程で加熱中あるいは加熱後の冷却中に、赤外線サーモグラフィカメラを用いてその材料表面の熱画像データを取得する工程と、およびその熱画像データで表される表面温度についてそのラプラシアンを算出することによってその欠陥を検出する工程とを含む、方法。材料が加熱中に熱画像データが取得される場合には、加熱装置とカメラは、加熱装置から放射される熱エネルギーがその材料によって反射されてカメラに入射するように配置する。
(もっと読む)
2,321 - 2,330 / 6,474
[ Back to top ]