
古河スカイ株式会社により出願された特許
171 - 180 / 572
リチウムイオン二次電池用アルミニウム合金箔及びその製造方法
【課題】 本発明は、導電性を極端に低下させることなく高強度で且つピンホールの少ないリチウムイオン二次電池用アルミニウム合金箔を提供する。
【解決手段】 本発明のリチウムイオン二次電池用アルミニウム合金箔は、Mn0.50〜1.50重量%及びMg0.01〜1.30重量%を含有し且つTi0.001〜0.01重量%を含有し、FeとSiとの合計が1.00重量%以下であり、不可避不純物元素をそれぞれ0.05重量%以下含有し、残りがAlからなり、引張強さが220MPa以上であると共に、粒径が8.0μm以上のAl−Mn化合物が10個/mm2以下の分散密度を有し且つピンホール密度が2個/m2未満であることを特徴とする。
(もっと読む)
金属平板の製造方法
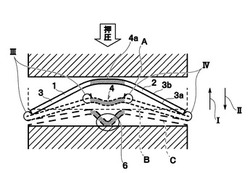
【課題】 一の金属平板の端面と他の金属平板の端面とを突合せ接合し、高い平坦度を有する幅の広い金属平板を製造することができる金属平板の製造方法を提供する
【解決手段】 矯正処理工程におけるアルミニウム平板3の挙動に対し、第1の矯正処理工程によって図5の点線Cで示すような逆反り部6が残存した状態で、さらに第2の矯正処理工程を実施するので、第1の矯正処理工程によってアルミニウム平板3全体を可及的に平坦にし、さらに第2の矯正処理工程で逆反り部6を可及的に解消して、一枚板で用いられていたアルミニウム平板のガラストレイと同等の平坦度を有して接合されたアルミニウム平板を工業的に製造することができる。
(もっと読む)
アルミニウム合金板のプレス成形方法

【課題】 汎用のプレス成形機を用いて温間成形に匹敵する高い成形性と形状凍結性を得ることができ、しかも通常の冷間プレスと同等の高い生産性を確保できるようにしたAl合金板のプレス成形法を提供する。
【解決手段】 加工硬化もしくは時効硬化された状態にあるAl合金板からなるブランクについて、予めある領域を加熱部と定め、その加熱部以外の領域を非加熱部と定めて、非加熱部を除き加熱部を加熱する部分的加熱処理を施すことにより、加熱部で回復・再結晶もしくは時効析出物の固溶を生起させて加熱部を軟化させた直後、加熱部が非加熱部と同等の温度となるまで冷却される以前の段階で、ブランクをプレス成形機にセットし、加熱部の温度が非加熱部の温度よりも高い状態のままプレス成形を行なう。特にブランク板面のうち、プレス成形時にパンチ肩部が接触することになる領域より外側の部分の全部または一部を、部分的加熱処理における加熱部と定める。
(もっと読む)
電気電子機器筐体用プレコートアルミニウム合金板
【課題】ノートパソコン等の電気電子機器筐体として好適に用いることができるプレコートアルミニウム合金板を提供する。
【解決手段】ビッカース硬さが60〜120の範囲にあるアルミニウム合金板に形成した化成皮膜と、化成皮膜の上に樹脂皮膜を有するプレコートアルミニウム合金板において、最外層はエポキシ系樹脂、フッ素系樹脂、アクリル系樹脂、ウレタン系樹脂、ポリエステル系樹脂の中から選択される1種以上のベース樹脂に無機系骨材を添加した樹脂皮膜Aであり、樹脂皮膜表面における塗装方向のRaが0.6μm以上3.0μm以下であり、かつ任意の10箇所のRaを測定したときの最大値から最小値を引いた値が1.0μm以下であり、かつ、樹脂皮膜表面における塗装方向に対して垂直方向のSmが70μm以上180μm以下であり、かつ任意の10箇所のSmを測定したときの最大値から最小値を引いた値が40μm以下であることを特徴とした。
(もっと読む)
管材の接合方法
【課題】トーチろう付け部の優先腐食を防止して、貫通漏れが早期に発生しない接合方法を提供する。
【解決手段】Al合金からなる芯材の外面にAl−Zn系合金からなるクラッド層を設けた管材を2本用意し、一方の管材の端部を拡管し、当該拡管部に他方の管材を挿入してトーチろう付けによって両管材を接合する方法において、前記クラッド層がZn0.50wt%〜1.00wt%で残部不回避不純物からなり、かつ、50μm〜100μmの厚さを有し、トーチろう付けに用いるろう材が、Si11.0wt%〜13.0wt%、Zn1.0wt%〜2.0wt%で残部不回避不純物からなるAl合金であり、トーチろう付けが600℃に到達してから3〜8秒保持されることを特徴とする管材の接合方法。
(もっと読む)
高温ろう付け用薄肉ブレージングシートフィン材およびそれを使用した熱交換器の製造方法
【課題】 板厚85μm以下の薄肉のブレージングシートフィン材を用いて、コルゲート加工して熱交換器コアを組立てて、610℃を越える高温でろう付けを行なっても、フィン端部の倒れ変形が生じないようにしたブレージングシートフィン材を提供する。
【解決手段】 Al−Mn系合金からなる心材の両面にAl−Si系合金からなるろう材を接合してなるブレージングシートフィンにおいて、心材のSi量(Sic)を0.05〜0.28%の範囲内、ろう材のSi量(Sif)を6.0〜8.8%の範囲内、ろう材片面平均クラッド率(CR)を6.5〜12.0%の範囲内とすると同時に、これらを、次式を満たす範囲内に紀視することとした。
X=CR×(Sif−Sic+0.6)+50×Sic≦95
(もっと読む)
高温ろう付け用薄肉ブレージングシートフィン材およびそれを使用した熱交換器の製造方法
【課題】 板厚85μm以下の薄肉のブレージングシートフィン材を用いて、610℃を越える高温でろう付けを行なっても、フィン端部の倒れ変形が生じないようにしたブレージングシートフィン材を提供する。
【解決手段】 心材として、Mn0.7〜1.5%、Si0.3〜0.8%、Fe0.05〜0.75%、残部実質的にAlよりなるAl−Mn系合金を用い、芯材両面に接合されたろう材として、Si量が5.5〜8.0%のAl−Si系合金を用い、かつろう材の片面平均クラッド率が6.0〜9.8%であって、しかもろう材のSi量(Sif)とろう材の片面平均クラッド率(CR)との関係が、次の式を満たすように調整した。
Q=Sif(mass%)×CR(%)≦67
(もっと読む)
高耐熱性アルミニウム合金ブレージングシートおよびその製造方法
【課題】高温・高圧となるインタークーラのチューブ材等に適した高耐熱性を有しかつ薄肉化が可能なブレージングシートとして、高い高温強度を有するものを提供する。
【解決手段】Al合金心材の片面または両面にAl−Si系ろう材をクラッドしてなるブレージングシートにおいて、心材のAl合金が、Si0.05%以上0.3%未満、Fe0.05〜0.4%、Cu0.3〜1.2%、Mn0.8〜1.8%を含有し、さらにTi0.05〜0.3%、Zr0.05〜0.3%、Cr0.05〜0.3%、V0.05〜0.3%の1種以上を含有し、残部が実質的にAlからなり、かつ心材板断面における金属間化合物密度として、0.1μm以上0.3μm未満のものが10個/μm2以下で、0.3μm以上のものの密度が0.5個/μm2以下であるブレージングシート。その製造方法として、熱間クラッド圧延における各段階の温度および時間を厳密に規定した。
(もっと読む)
高耐熱性アルミニウム合金ブレージングシートおよびその製造方法
【課題】高温・高圧となるインタークーラのチューブ材等に適した高耐熱性を有しかつ薄肉化が可能なブレージングシートとして、高い強度と耐クリープ性を有するものを提供する。
【解決手段】Al合金心材の片面または両面にAl−Si系ろう材をクラッドしてなるブレージングシートにおいて、心材のAl合金が、Si0.3〜1.2%、Fe0.05〜0.4%、Cu0.3〜1.2%、Mn0.8〜1.8%を含有し、さらにTi0.05〜0.3%、Zr0.05〜0.3%、Cr0.05〜0.3%、V0.05〜0.3%の1種以上を含有し、残部が実質的にAlからなり、かつ心材板断面における金属間化合物密度として、0.1μm以上0.3μm未満のものが20〜100個/μm2で、0.3μm以上のものの密度が1個/μm2以下であるブレージングシート。その製造方法として、熱間クラッド圧延における各段階の温度および時間を厳密に規定した。
(もっと読む)
板折り曲げ式のアルミニウム製熱交換器用チューブ、アルミニウム製熱交換器及び板折り曲げ式のアルミニウム製熱交換器用チューブの製造方法
【課題】犠牲陽極材表面とろう材表面の接合部のろう付不良を低減することができる板折り曲げ式のアルミニウム製熱交換器用チューブを提供する。
【解決手段】アルミニウム製熱交換器用チューブ造管時の通板方向と平行ではない、したがってアルミニウム製熱交換器用チューブ造管時の通板方向と交差する方向に伸びる溝13を付けることにより中柱部等の外部に露出していない犠牲陽極材とろう材の接合部へフラックスが溝13に案内されて流入しやすくなり、ろう付け性を向上することができる。
(もっと読む)
171 - 180 / 572
[ Back to top ]