
株式会社フジキカイにより出願された特許
101 - 110 / 129
横型製袋充填機のエンドシール装置
【課題】横型製袋充填機のエンドシール装置において、夫々のシール体を夫々任意の位置に自動停止し、夫々のシール体のシール面の清掃や夫々のシール体の交換等のメンテナンスを容易にする。
【解決手段】筒状フィルム24に対しエンドシールを施すエンドシール装置1において、各駆動モ−タ7,10により互いに反対向きX3,X5へ回転する上下両回転軸3,5には、夫々、噛合い位置Pで相対向するシール面間に筒状フィルム24を挟んでエンドシールを施すシール体2,4を配設している。所定の信号入力に基づき、各回転軸3,5の回転速度または回転量を変化させて夫々のシール体2,4のシール面を予め設定された停止位置で停止させるように、各駆動モ−タ7,10を駆動制御する制御手段39を備えている。
(もっと読む)
横型製袋充填機のエンドシール装置

【課題】包装条件に対応してシール体の揺動を切換え設定できる横型製袋充填機のエンドシール装置を提供する。
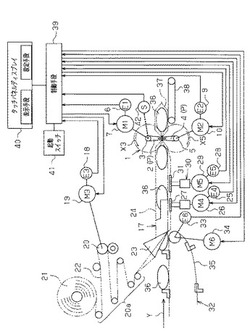
【解決手段】可動枠体22に第1回転軸30が回転自在に配設される。第1回転軸30に揺動自在に配設された揺動枠体32に、第1回転軸30と平行な第2回転軸34が回転自在に配設される。第1回転軸30および第2回転軸34には、半径方向に突出する第1のシール体36および第2のシール体38が配設される。両シール体36,38は、第1サーボモータ48により相互に反対方向に回転される。第2サーボモータ58で駆動される揺動機構62により揺動枠体32は、第1回転軸30を支点としてフィルム移送方向の前後に揺動される。入力手段74aにより、シール体36,38を揺動する揺動運転と揺動しない揺動停止運転との運転モードが切換え可能になっている。
(もっと読む)
包装フィルムの縦シール方法および装置
【課題】被包装物への熱影響を防止しつつ、見栄えのよい縦シールを施す。
【解決手段】縦シール装置20は、連続移送されるフィルム10の移送方向に沿うフィルム端縁部12,12同士の重合部を挟持する挟持ローラ26,26と、挟持ローラ26,26のフィルム挟持部12aに向けたフィルム端縁部12,12の送り込み対向角度αを鋭角に展張案内するフィルムガイド32と、フィルム挟持部12aのフィルム内面に近赤外線レーザー光を照射するレーザー照射手段44とを備えている。縦シール装置20は、近赤外線レーザー光を、フィルムガイド32による展張案内部におけるフィルム10の内面反射によってフィルム挟持部12aに集束させて該フィルム挟持部12aをシールする。
(もっと読む)
ローラコンベヤ
【課題】搬送過程で物品を適切な間隔で切離す。
【解決手段】
ローラコンベヤでは、ローラの回転速度差による速度の波を搬送方向下流側へ推移させる波動パターンを生成し、該波動パターンに基づき各モータが制御手段により駆動制御される。制御手段により生成される波動パターンは、各波の高さおよび周期を搬送方向下流側へ向かうにつれ夫々比例的に増加する変化域を設け、その変化域において、各波の頂部は波の高さの変化率に対応した比例直線に沿う直線傾斜部Rを形成し、その直線傾斜部Rが各波の高さおよび周期の増加につれて減少する波形を変化させるように設定される。
(もっと読む)
横型製袋充填機の物品供給装置
【課題】物品が直接接触する送りコンベヤを、フィルムや製袋手段を脱着することなく外部に移動して、メンテナンスを容易に行なう。
【解決手段】機枠に配設した固定ガイド28,28に、移動手段22が前後方向にスライド自在に配設される。移動手段22の第2スライダ34,34に配設した基台36に、昇降体38が昇降自在に配設される。昇降体38に、送りコンベヤ18が着脱自在に配設される。昇降体38をエアシリンダ56で昇降動することで、送りコンベヤ18は、空所に臨んで供給コンベヤ12から供給される物品Wを筒状フィルムF中に移送可能な物品搬送位置と、それより下方に離間した降下位置との間を昇降動する。降下位置の送りコンベヤ18は、操作ハンドル46を把持して手前側に引張ることで、製袋手段10の一側方となる手前側の外部側方に離間した引出し位置に引出される。
(もっと読む)
包装機の物品噛込み検出装置
【課題】検出装置の組付け等に熟練度を必要とせず、また噛込み時に大きな負荷が加わらないような物品であっても、シール体への物品噛込みを良好に検出する。
【解決手段】エンドシール機構24のシール体26,26は、サーボアンプ38で制御されるサーボモータ28により不等速回転される。サーボアンプ38からサーボモータ28へは、シール体26,26を不等速回転させるのに必要な値の電圧、電流が供給される。電圧および電流から得られる電力値の変化は、検出処理手段34により検出される。検出処理手段34は、予め決定した基準電力値SPと検出電力値とを比較し、検出電力値が基準電力値SPを超えたときに、シール体26,26に物品が噛込んだと判定する。
(もっと読む)
包装装置
【課題】装置をコンパクト化すると共に、包装サイクルの短縮化を図るようにした。
【解決手段】物品搬送手段18の上流側に、一端がエンドシールされた筒状フィルム16a中に向けて物品20を押送する物品供給機構22が配設される。物品供給機構22は、物品押送方向に沿って進退動可能な移動部材46に、押送部材40が連結されて該押送部材40を物品押送方向に沿って進退動するエアシリンダ66が一体的に移動するよう配設される。移動部材46は、サーボモータ54によりボールネジ48のネジ軸50を正逆回転することで、物品押送方向に進退動する。そして、サーボモータ54およびエアシリンダ66を作動して押送部材40を前進移動することで、物品20は筒状フィルム16a中に押送される。
(もっと読む)
包装機の物品供給装置
【課題】1列または2列で集合した物品の供給が切換え設定でき、また包装機の物品供給不良を改善し得るようにする。
【解決手段】移送コンベヤ10から整列用コンベヤ12に送り込まれた物品Wは、1列化すると共に縦向き姿勢で搬送される。整列用コンベヤ12からプールコンベヤ14に送り込まれた物品Wは、縦向き姿勢のまま搬送されて移送終端から上流側に所定数貯留される。プールコンベヤ14に貯留されている先頭の物品Wは、切出しコンベヤ20により横向き姿勢で1個づつ整列コンベヤ24に送り出される。整列コンベヤ24では、所定個数の物品Wを集合整列し、この整列物品Wを側部コンベヤ26に送り込む。側部コンベヤ26で搬送される整列物品Wは、横送り手段により横向き姿勢の整列状態のまま供給コンベヤ22に横送りされる。
(もっと読む)
ローラコンベヤ
【課題】ローラ群を簡単に着脱できるようにして、清掃や部品交換等のメンテナンスを短時間で行ない得るようにする。
【解決手段】機台10の一側方に、複数の駆動軸14が幅方向に並列で回転自在に配設される。各駆動軸14に、駆動磁石24が同心状で一体回転可能に配設される。取着部材32に、駆動軸14と同数のローラ26が物品搬送方向に並列で回転自在に配設されてローラユニット28が構成される。各ローラ26の軸方向の一端部側に、従動磁石36が同心状で一体回転可能に配設される。取着部材32の係合孔30aに、機台10の突部40が嵌挿されるようにしてローラユニット28を機台10に取着する。このとき、駆動磁石24に対して対応する従動磁石36は、磁力が作用可能な所定の間隔で上方に離間する位置に保持される。
(もっと読む)
横型製袋充填機の供給装置
【課題】物品の長さ寸法の変更に簡単に対し得ると共に、柔らかい物品を損傷することなく一定間隔で搬送する。
【解決手段】供給コンベヤ14は、無端チェン12,12間に架設されて載置部を構成する多数の搬送バー13に物品Wを載置して搬送する。供給コンベヤ14に設けられた各空所Sに対応して配設されて供給コンベヤ14と一体的に走行する作動部材15は、空所Sを介して載置部から突出する作動位置と突出しない退避位置との間を移動する。供給コンベヤ14の物品搬送路の下方に、作動部材15を作動位置に保持して案内する固定ガイドレール21が配設される。固定ガイドレール21の上流側に配設した可動ガイドレール23が切替え手段22で上方位置に切替えられると、上流側から到来する作動部材15は可動ガイドレール23によって固定ガイドレール21に移行する。
(もっと読む)
101 - 110 / 129
[ Back to top ]