
日鐵住金溶接工業株式会社により出願された特許
151 - 160 / 172
9%Ni鋼用被覆アーク溶接棒
【課題】 LNG貯蔵タンク用9%Ni鋼の溶接に使用されるNi基合金の溶接に係わり、高強度・高靱性で、耐割れ性及び耐ブローホール性に優れる溶接金属が得られる被覆アーク溶接棒を提供する。
【解決手段】 9%Ni鋼用被覆アーク溶接棒において、Ni基合金を心線とし、心線と被覆剤の一方または両方の含有量についての質量%の下式に示す心線質量%換算で、C:0.05〜0.20%、Si:0.07〜0.6%、Mn:1〜4%、Ni:60〜75%、Cr:16〜18%、Mo:1.0〜3.5%、NbおよびTaの1種または2種の合計:1.0〜3.5%、W:0.005〜0.50%を含むことを特徴とする。
心線質量%換算=心線中の含有量%+被覆剤中の配合比%×被覆率%/100
(もっと読む)
高張力鋼の後熱処理用TIG溶接用ワイヤ
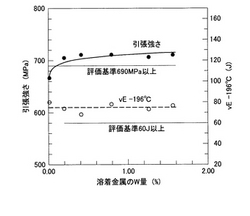
【課題】 引張強さ720N/mm2級以上の高張力鋼の長時間のPWHTを受ける溶接部に適用しても高強度でSR脆化せず、高靭性の溶接金属が得られる高張力鋼の後熱処理用TIG溶接用ワイヤを提供する。
【解決手段】 高張力鋼の後熱処理用TIG溶接用ワイヤにおいて、質量%でC:0.05〜0.15%、Si:0.2〜1.1%、Mn:1.5〜2.4%、Mo:0.15〜0.55%、Ti:0.05〜0.20%、Ni:0.15%以下、Al:0.002〜0.05%を含有し、さらに必要に応じてCr:0.2%以下を含有し、O:0.010%以下とする。
(もっと読む)
被覆アーク溶接棒用二酸化珪素および被覆アーク溶接棒
【課題】 被覆アーク溶接棒製造時の被覆剤の塗装性が良好で、かつ溶接時に被覆アーク溶接棒を曲げて使用する場合においても被覆欠けが生じず可撓性が良好な被覆アーク被覆アーク溶接棒、およびこれの製造に用いる被覆アーク溶接棒用二酸化珪素を提供する。
【解決手段】 軟鋼または低合金鋼からなる心線に被覆剤が塗装されている被覆アーク溶接棒において、前記被覆剤は微粉末状の二酸化珪素を被覆剤全質量あたり0.1〜1.5質量%含有し、前記二酸化珪素は見掛比重が0.03〜0.15g/mlであり、好ましくは粒径が1μm以下である粒子を二酸化珪素全質量あたり95質量%以上含有する。
(もっと読む)
ガスシールドアークすみ肉溶接用フラックス入りワイヤ
【課題】 黒皮鋼板を2電極高速水平すみ肉溶接する場合においても、良好なスラグ剥離性、ビード形状およびビード外観が得られるなど良好な溶接作業性を持つガスシールドアークすみ肉溶接用フラックス入りワイヤを提供する。
【解決手段】 ワイヤ全質量に対する質量%で、Ti酸化物をTiO2換算値で2.5〜4.0%、Si酸化物をSiO2換算値で1.2〜2.0%、MgのMgO換算値を含むMgO換算値で0.1〜0.7%、Zr酸化物をZrO2換算値で0.1〜0.4%、Al酸化物のAl2O3換算値で0.3%以下、NaおよびKをNa2O換算値およびK2O換算値の合計で0.05〜0.30%、弗素化合物をF換算値で0.03〜0.20%、を含有し、Fe酸化物のFeO換算値で0.4%以下とし、残部は主に鉄粉、合金剤、脱酸剤および不可避的不純物からなることを特徴とする。
(もっと読む)
薄板用ガスシールドアーク溶接用めっきなしソリッドワイヤ

【課題】 薄板用ガスシールドアーク溶接用めっきなしソリッドワイヤを提供する。
【解決手段】 薄板用ガスシールドアーク溶接用めっきなしソリッドワイヤにおいて、ワイヤ成分として質量%でC:0.02〜0.11%、Si:0.6〜1.3%、Mn:0.9〜1.95%、P:0.005〜0.015%、S:0.008〜0.030%、Nb:0.05〜0.60%を含有し、残部Feおよび不可避的不純物からなり、かつ、ワイヤ表面にワイヤ10kg当たり二硫化モリブデンを0.01〜0.50g、リン脂質を0.008〜0.15g含み残部は常温で液体の潤滑油からなる潤滑剤を合計で0.5〜2.5g有することを特徴とする。
(もっと読む)
2電極大入熱サブマージアーク溶接方法
【課題】 490〜570MPa級の高張力鋼を、溶接入熱500kJ/cm以上の大入熱サブマージアーク溶接した場合においても良好で安定した溶接金属靭性が得られ、かつ、溶接欠陥の無い健全な溶込み形状とビード外観が得られる2電極大入熱サブマージアーク溶接方法を提供する。
【解決手段】 質量%で、C:0.02〜0.18%、Si:0.02〜0.5%、Mn:1.15〜2.2%、Mo:0.1〜1.0%、Ni:0.1〜1.5%、Ti:0.005〜0.05%を含有し、P:0.006%以下、S:0.003%以下で、残部がFeおよび不可避不純物からなるワイヤと、SiO2 :13〜25%、MgO:8〜20%、CaO:5〜13%、CaF2 :1〜7%、Al2 O3 :9〜23%、TiO2 :3〜11%、Fe:11〜25%、B2 O3 :0.1〜0.6%、Mo:1〜4.3%、Ni:1〜4.5%からなるフラックスを用いて溶接することを特徴とする2電極大入熱サブマージアーク溶接方法。
(もっと読む)
ガスシールドアーク溶接用フラックス入りワイヤ
【課題】研削性、切削性、プレス曲げ性などの加工性に優れた溶接金属を得ることができ、かつ、良好な溶接作業性が得られるガスシールドア−ク溶接用フラックス入りワイヤを提供する。
【解決手段】鋼製外皮内にフラックスを充填してなるガスシールドアーク溶接用フラックス入りワイヤにおいて、ワイヤ全質量に対する質量%で、C:0.05%以下、Si:0.3%以下、Mn:0.2〜1.0%、AlおよびMgの1種または2種を合計で0.05〜0.30%、TiO2:3.5〜6.5%、SiO2:0.3〜1.0%、ZrO2:0.1〜0.5%を含有し、残部がFeおよび不可避的不純物からなることを特徴とする。
(もっと読む)
高張力鋼溶接用フラックス入りワイヤ
【課題】
880MPa以上の高張力鋼の溶接において、良好な作業性を保ちつつ溶接金属中の酸素量をソリッドワイヤと同程度に低減し、溶接金属の低温靭性を改善する高張力鋼溶接用フラックス入りワイヤを提供する。
【解決手段】
鋼製外皮に充填されたフラックス中の単体Cをワイヤ全質量%で0.05〜0.18%含み、また、鋼製外皮およびフラックス成分の合計がワイヤ全質量%でC:0.07〜0.20%、Si:0.1〜1.5%、Mn:0.3〜2.0%、Ni:1.0〜3.5%、Cr:0.4〜0.85%、Mo:0.4〜0.85%、V:0.01〜0.15%を含有し、残部がFeおよび不可避的不純物からなり、前記成分中のフラックス分のフラックス充填率を4〜10%とする。
(もっと読む)
Ar−CO2混合ガスシールドアーク溶接用銅めっきソリッドワイヤ
【課題】Ar−CO2 混合ガスシールドアーク溶接用銅めっきソリッドワイヤに関し、特に低電流域から遷移領域で長時間溶接する場合においても、スパッタ発生量が少なくワイヤ送給性が良好で、さらにチップの摩耗が少なくアークの安定性が良いなど溶接作業性に優れたAr−CO2 混合ガスシールドアーク溶接用銅めっきソリッドワイヤを提供する。
【解決手段】Ar−CO2 混合ガスシールドアーク溶接用銅めっきソリッドワイヤにおいて、ワイヤ成分として、質量%で、C:0.02〜0.10%、Si:0.40〜0.95%、Mn:1.0〜1.95%、Ti:0.03〜0.15%を含有し、残部Feおよび不可避的不純物からなり、かつ、ワイヤ表面にワイヤ10kg当たり二硫化モリブデンを0.005〜0.50g、リン脂質を0.008〜0.15g含み残部は常温で液体の潤滑油からなる潤滑剤を合計で0.5〜2.5g有する。
(もっと読む)
ガスシールドアーク溶接用銅めっきフラックス入りワイヤ
【課題】 軟質で長尺のコンジットケーブルを使用して溶接する場合においても、ワイヤ送給性が良好でチップ摩耗も少なくアークが安定し、さらにヒュームおよびスパッタ発生量が少なく溶接作業性に優れたガスシールドアーク溶接用銅めっきフラックス入りワイヤを提供する。
【解決手段】 鋼製外皮にフラックスを充填してなるガスシールドアーク溶接用銅めっきフラックス入りワイヤにおいて、該鋼製外皮は質量%で、C:0.03%以下、Mn:0.15〜0.60%、Al:0.02〜0.06%を含有し、残部がFeおよび不可避的不純物からなり、かつ、ワイヤ表面にワイヤ10kg当たり二硫化モリブデンを0.003〜0.55g、リン脂質を0.008〜0.13g含み残部は潤滑油からなる潤滑剤を合計で0.5〜2.5g有することを特徴とする。
(もっと読む)
151 - 160 / 172
[ Back to top ]