
帝人テクノプロダクツ株式会社により出願された特許
461 - 470 / 504
ゴム補強用合成繊維すだれ織物及びそれを用いた空気入りタイヤ
【課題】 熱処理、延伸後のすだれ織物の密度が均一であり、特に空気入りタイヤに用いてユニフォミティー向上に優れた効果を発揮するゴム補強用合成繊維すだれ織物及びそれを用いた空気入りタイヤの提供する。
【解決手段】 緯糸と、タイヤコードからなる経糸とがすだれ織りされたゴム補強用合成繊維すだれ織物において、該織物の幅方向において、両端部の経糸密度を中央部の経糸密度よりも小さくする。さらに、上記ゴム補強用合成繊維すだれ織物を用いた空気入りタイヤとする。
(もっと読む)
ゴム補強用繊維コードおよびホース
【課題】ゴムとの接着性が向上しているため、用途によっては接着性向上処理なしでもゴムの補強材として使用することができ、かつ耐疲労性が良好なゴム補強用繊維コード、および、耐疲労性が改善されたホースを提供する。
【解決手段】捲縮を有しないアラミド連続長繊維束が牽切され、その牽切された繊維が交絡および/または牽回により結束されている、平均繊維長が30〜120cmである牽切糸条を芯部に、アラミドステープル繊維を鞘部にそれぞれ配しており、両繊維が少なくとも一部で絡み合っているゴム補強用繊維コードとする。
(もっと読む)
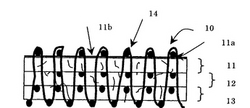
ゴム補強用合成繊維すだれ織物及びそれを用いた空気入りタイヤ
【課題】 熱処理、延伸後のすだれ織物の密度が均一であり、特に空気入りタイヤに用いてユニフォミティー向上に優れた効果を発揮するゴム補強用合成繊維すだれ織物及びそれを用いた空気入りタイヤの提供する。
【解決手段】 緯糸と、タイヤコードの経糸とからなり、該緯糸を織物の片側のみから挿入して製織する織機を用いて織られたゴム補強用合成繊維すだれ織物において、該緯糸が挿入される側の織物端部の経糸密度が他方の織物端部の経糸密度よりも小さいくする。さらに、上記ゴム補強用合成繊維すだれ織物を用いた空気入りタイヤとする。
(もっと読む)
土木補強保水性シート
【課題】補強資材としての引張強度を維持しつつ、保水・排水機能を十分に有し、製造に手間がかからず、また、容易に敷設することができる土木補強保水性シートを提供すること。
【解決手段】第一層が、繊維太さ1,100〜11,120dtexの合成繊維を経緯に格子状に配列構成され、第二層が、短繊維不織布から構成され、第三層が、長繊維不織布から構成され、上記第一層・第二層・第三層が、繊維太さ33〜1,670dtexの合成繊維フィラメントまたは同等番手の合成繊維紡績糸を含む地編糸によって、綴り合わされて一体化された構成よりなる土木補強保水性シート。
(もっと読む)
防水布帛

【課題】 繊維、特に紡績糸由来の外観、質感を有しており、かつ、耐水性にも優れた防水布帛を提供する。
【解決手段】 基布Aに樹脂が含浸または塗布されてなる防水布帛において、該基布のカバーファクターを1500〜3600の範囲とし、該防水布帛の少なくとも一方の表面に、基布表面の凸部Cが該樹脂からの露出した状態で存在するようにする。
(もっと読む)
潜在捲縮性メタ型アラミド繊維およびその製造方法
【課題】染色等の処理条件で容易に捲縮を顕在化することができ、しかもその品質および製糸時の工程安定性にも優れた潜在捲縮性メタ型アラミド繊維およびその製造方法を提供すること。
【解決手段】メタ型アラミド重量を基準として層状粘土鉱物を0.1〜20重量%含有する、ポリマー濃度が15〜25重量%であるメタ型アラミドのアミド系極性溶媒溶液を、(1)無機塩を含む水性凝固浴中に紡出して凝固せしめ、(2)凝固糸を水洗洗浄浴中にて水洗し、(3)次いで温水浴中において3.5〜6.0倍に延伸し、(4)さらに温水浴中にて繊維中の無機塩を取り除き、(5)続いて水蒸気圧力が0.10〜0.40MPaの水蒸気中にて、最大弛緩率の1.0〜1.5倍となる弛緩率、弛緩処理時間が1秒〜1分の条件で弛緩熱処理することにより、温度120℃の温水中60分間加熱処理時に捲縮数6〜14個/25mm、捲縮率7〜16%の捲縮が発現する性能を有する潜在捲縮性メタ型アラミド繊維を得る。
(もっと読む)
熱可塑性樹脂強化用炭素繊維ストランド
【課題】 熱可塑性樹脂マトリックスとの接着性に優れ、成型時に発生する分解ガスの量が少ない熱可塑性樹脂強化用炭素繊維ストランドを提供する。
【解決手段】 アイオノマー樹脂が、炭素繊維に対し、0.1〜8.0質量%付与されてなる熱可塑性樹脂強化用炭素繊維ストランド。前記ストランドを熱可塑性樹脂に5〜70質量%配合してなる炭素繊維強化熱可塑性樹脂は、曲げ強度等の機械的強度に優れる。本発明の熱可塑性樹脂強化用炭素繊維ストランドは、特にポリプロピレンとの接着性に優れる。
(もっと読む)
スピーカー用ダンパー
【課題】 十分な強度を有し、大入力スピーカに適用しても破断することがないスピーカー用ダンパーを提供する。
【解決手段】 スピーカー用ダンパーは、引張強度が17cN/dtex以上の第1の繊維と、引張弾性率が200cN/dtex以下の第2の繊維とを含む。これにより、必要な引張強度及び耐屈曲性を確保することができる。また、第1及び第2の繊維の合計量に対する前記第1の繊維の比率を10%以上90%以下とする。第1の繊維の比率が10%より低いと必要な引張強度及び耐屈曲性が得られない。一方、第1の繊維の比率が90%を超えるとダンパー製造時の打抜き性が悪化する。よって、上記の比率で第1の繊維を含めることが好ましい。
(もっと読む)
熱可塑性樹脂強化用炭素繊維ストランドの製造方法
【課題】 接着性阻害因子として作用する不飽和カルボン酸や界面活性剤を容易に除去できる炭素繊維ストランドの製造方法を提供する。
【解決手段】 変性ポリオレフィン樹脂を付与してなる炭素繊維ストランドの製造方法であって、変性ポリオレフィン樹脂を含む水系エマルジョン若しくはサスペンジョン又は有機溶媒溶液を未サイジングの炭素繊維ストランドに付与した後、糸温120〜250℃で30秒以上熱処理することにより、炭素繊維の表面に変性ポリオレフィン樹脂を0.1〜5質量%付与する熱可塑性樹脂強化用炭素繊維ストランドの製造方法。変性ポリオレフィン樹脂は、不飽和カルボン酸モノマー単位を0.1〜20質量%含むものが好ましい。本発明により製造した炭素繊維ストランドを熱可塑性樹脂に5〜70質量%配合してなる炭素繊維強化熱可塑性樹脂は、層間剪断強度等の機械的特性に優れる。
(もっと読む)
繊維状物、およびその製造方法。
【課題】マルチフィラメントからなる長繊維に対して、均一な厚みの熱可塑性樹脂層を被覆することにより、また最小曲げ半径が小さい上、そのバラつきが少なく、さらに繊維/熱可塑性樹脂層の接着性に優れた繊維状物およびその製造方法を提供する。
【解決手段】マルチフィラメントからなる長繊維に対して、その外層に熱可塑性樹脂を被覆した繊維状物であって、その熱可塑性樹脂層の厚みが0.1mmから0.25mmであり、かつその厚みのバラつきが標準偏差で0.5以下であり、繊維/熱可塑性樹脂層の接着強力が10N/cm以上である繊維状物。
(もっと読む)
461 - 470 / 504
[ Back to top ]