
株式会社アマダにより出願された特許
51 - 60 / 548
レーザ切断加工方法及び装置
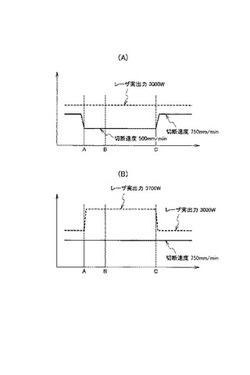
【課題】厚い鋼板のレーザ切断加工を行う経路に小半径の小径円弧部が含まれる場合、上記小径円弧部におけるワーク上面に対するワーク下面の切断進行遅れを小さくして、小径円弧部を曲がった直後のレーザ切断面に粗面が生じることを抑制することのできるレーザ切断加工方法及び装置を提供する。
【解決手段】厚い鋼板のレーザ切断加工時に、レーザ切断加工方向の進行方向に見て直線部又は曲線部と小径円弧部との接続位置をA位置とし、当該A位置を通過して当該小径円弧部と次の直線部又は曲線部との接続位置をB位置とし、かつ当該B位置からレーザ切断加工の進行方向の所定距離の位置をC位置としたとき、前記A位置までのレーザ切断加工時のレーザ出力、レーザ切断加工速度に対して、前記A位置から前記C位置までのレーザ出力を同一出力に保持しつつレーザ切断加工速度を低速に制御してレーザ切断加工を行い、前記C位置以後のレーザ切断加工は、前記A位置までのレーザ切断加工と同一の加工条件でもってレーザ切断加工を行う。
(もっと読む)
曲げ素材、折曲げ加工方法、図形作成装置及びプレスブレーキ

【課題】所望ピッチ毎、又は所望の角度毎に折曲げ加工を行うための曲げ素材、その折曲げ加工方法及び曲げ素材の図形作成装置を提供する。
【解決手段】プレスブレーキ1に備えたパンチ11、ダイ5に対して所望ピッチ毎に位置決めを行うと共に所望ピッチ毎に折曲げ線の折曲げ加工を行って曲げ曲面を備えた製品に折曲げ加工するための曲げ素材であって、製品を展開した形状の素材本体61Aの所望ピッチ毎の折曲げ線65の折曲げ加工を行って前記曲げ曲面を形成するときに、前記プレスブレーキ1に前後動自在に備えたゲージ部材29L,29Rに対して水平を保持する前記素材本体61Aの水平保持辺に補助突当片69A,69Bを備え、この補助突当片69A,69Bに、所望の折曲げ線を前記パンチ、ダイによる折曲げ加工位置に位置決めするときに前記ゲージ部材29L,29Rに当接位置決めするための当接位置決め辺71A,71Bを備え、この当接位置決め辺71A,71Bと前記所望の折曲げ線65とを平行に形成してある。
(もっと読む)
加工機のテーブル駆動装置
【課題】衝撃や時間的なロスを発生することなく、高速度・低トルクの駆動と低速度・高トルクの駆動を切り替えることが可能な加工機のテーブル駆動装置を提供する。
【解決手段】上部テーブル13を駆動させるモータ21を備え、該モータ21の各相のコイルは、それぞれ高速回転用コイル、及び高トルク用コイルの直列接続回路からなり、更に、各相の高速回転用コイルと高トルク回転用コイルの接続点どうしの短絡、開放を切り替える高速回転選択回路62、及び、各相の高トルク回転用コイルの端点どうしの短絡、開放を切り替える高トルク選択回路63を備える。そして、上部テーブル13の高速駆動時には、高速回転選択回路62を短絡し、上部テーブル13の高トルク駆動時には、高トルク選択回路63を短絡し、且つ高速回転選択回路62を開放するように制御する。
(もっと読む)
ワーク搬送ロボット
【課題】プレスブレーキへ供給し位置決めするワークを吸着保持するワーク保持手段と、ワークをクランプするワーク保持手段とを備えたワーク搬送ロボットを提供する。
【解決手段】ワーク位置決め部に、予め位置決めされている板状のワークを、板材折曲げ加工機へ供給し、折曲げ加工された製品を製品格納部へ搬送するワーク搬送ロボットであって、ワーク搬送ロボットにX,Y,Z方向へ移動自在に備えたロボットヘッド15にZ軸方向の主回転軸17を回転自在に備え、主回転軸17に一体的に備えたビーム部材89を、主回転軸17に対して直交するX軸方向に長く設け、ビーム部材89に、ワークを吸着自在な吸着手段25を備えた第1ワーク保持手段27を備えると共にワークをクランプ自在なワーククランプ65を備えた第2ワーク保持手段29L,29Rを備え、第2ワーク保持手段29L,29Rを、ビーム部材89の長手方向であるX軸方向へ移動可能に備える。
(もっと読む)
最適環境設定システム
【課題】複数の作業者にとって最適な環境に設定する最適環境設定システムを提供する。
【解決手段】複数人の作業者が使用する加工機械2を各作業者Pにとって最適な環境に設定する最適環境設定システムであって、作業者Pの個人情報が予め記憶された個人情報記憶部と作業者Pにとって加工機械2の最適環境設定情報が予め記憶された設定個人情報記憶部とを有するカード3と、加工機械2に設けられてカード3に記憶された個人情報と最適環境設定情報とを読み取ると共に加工機械2での作業実績をカード3に書き込み可能なデータ読み取り書き込み部と、加工機械2に設けられてこのデータ読み取り書き込み部で読み取られた個人情報と最適環境設定情報とに基づいて加工機械2の環境を設定する環境設定部とを備えていることを特徴とする。
(もっと読む)
プレスブレーキおよびワークの曲げ加工方法
【課題】ワークを精度良く曲げ加工することができるプレスブレーキを提供する。
【解決手段】下部テーブル3と、下部テーブル3に対して接近・離反する方向で移動自在である上部テーブル5と、上部テーブル5の撓み量と下部テーブル3の撓み量とを測定する撓み量測定部7と、下部テーブル3の撓みを補正するクラウニング部9と、撓み量測定部7で測定した撓み量に基づいて、下部テーブル3の撓みを前記クラウニング部9で補正する制御をする制御部23とを有するプレスブレーキ1である。
(もっと読む)
曲げ加工機
【課題】周辺温度の影響を受けることなく、高精度に移動量を検出することが可能な曲げ加工機を提供する。
【解決手段】パンチPおよびダイDが対向するように装着された一対のテーブル3,5を相対移動させることにより板材Wを曲げ加工する曲げ加工機1において、上部テーブル3に設けられた測長器13と、上部テーブル3に設けられ測長器13が発した光を測長器13に向けて反射する第1の反射部材15と、測長器13が光を発してからこの発した光を測長器13が受光するまでに要した時間にもとづいて、上部テーブル3の撓み量を算出する制御装置9とを有する。
(もっと読む)
曲げ加工機におけるクラウニング装置
【課題】曲げ加工機全体を電動化、省エネ化することが可能なクラウニング装置を提供する。
【解決手段】上部テーブル2の加圧力を受ける受圧シリンダ5と、下部テーブル3の所定位置に設けられて下部テーブル3に所定のたわみを発生させるクラウニングシリンダ14と、クラウニングシリンダ14と受圧シリンダ5とを連結し受圧シリンダ5が受圧した圧力をクラウニングシリンダ14へ伝達しクラウニングシリンダ14を作動させる油圧管路16とを備える。
(もっと読む)
曲げ加工装置
【課題】目標とする曲げ角度が得られるように曲げ荷重を補正する作業を容易なものとする。
【解決手段】ワークWの材質等の曲げ条件や目標曲げ角度θに基づいて、ワークWに付与する曲げ荷重とワークWの曲げ角度との相対変位を表す関数式を算出し、この算出した関数式に基づいて、ワークWの曲げ角度を目標曲げ角度θとするための目標曲げ荷重BFを算出する。この算出した目標曲げ荷重BFにより曲げ加工を行った曲げ角度が、目標曲げ角度θからずれたときに、前記算出した関数式における目標曲げ角度θからずれた曲げ角度θ1に対応する荷重が、目標曲げ荷重BFとなるよう前記関数式を補正して補正関数式を算出する。この補正関数式に基づいて、目標曲げ角度θに対応する曲げ荷重を補正後の目標曲げ荷重BF2として算出し、この算出した目標曲げ荷重BF2で加工を実施する。
(もっと読む)
ファイバーレーザ加工機におけるレーザ出力および戻り光検出方法及びファイバーレーザ加工機の加工ヘッド
【課題】ファイバーレーザ加工機におけるレーザ出力および戻り光検出方法及びファイバーレーザ加工機の加工ヘッドの提供。
【解決手段】1.ベンドミラー5からの反射光を集光する集光レンズ5を備えたファイバーレーザ加工機の加工ヘッドにして、ベンドミラー透過光を吸収体(11,15)に入射し、この吸収体からの散乱光(LS1,LS2)を光検出手段(13,17)で検出して加工部のレーザ出力と加工部からの戻り光との検出を行うファイバーレーザ加工機におけるレーザ出力および戻り光検出方法。2.ベンドミラーからの反射光を加工部に集光する集光レンズを備えたファイバーレーザ加工機の加工ヘッドにして、ベンドミラー透過光を吸収する第1吸収体と加工部からの戻り光のベンドミラ透過光を吸収する第2吸収体とを設け、第1吸収体と第2吸収体からの散乱光を光検出手段で検出して加工部のレーザ出力と戻り光との検出を行うファイバーレーザ加工機の加工ヘッド。
(もっと読む)
51 - 60 / 548
[ Back to top ]