
住友電工ハードメタル株式会社により出願された特許
11 - 20 / 390
cBN焼結体及びcBN焼結体工具
【課題】難削性遠心鋳造鋳鉄加工において、耐欠損性、及び耐摩耗性に優れるcBN焼結体を提供する。
【解決手段】本発明は、体積で50%以上90%以下又は40%以上85%以下のcBN成分からなるcBN焼結体であって、前記cBN焼結体中に、アルミナ及びジルコニアが体積で、9%以上50%以下を含有し、ジルコニア/アルミナの重量比が0.1以上4以下であることを特徴とするcBN焼結体である。本発明に係るcBN焼結体を切削に関与する部位に用いた工具は、cBN焼結体の強度、硬度、靭性に優れるために、従来のcBN焼結体工具と比較し、難削性遠心鋳造鋳鉄加工において性能が向上する。
(もっと読む)
レーザ用光学部品
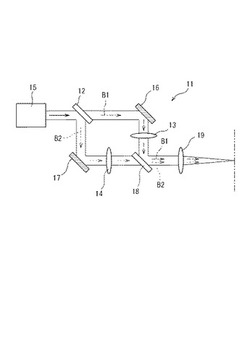
【課題】レーザビームの断面強度分布が均一であり、焦点位置の前後で当該断面強度分布の変化が小さく、長い焦点深度を得ることができるレーザ用光学部品を提供する。
【解決手段】単一または複数の光源から照射されたレーザ光から、第1の焦点面に焦点位置を有する第1次光と、前記第1の焦点面よりも光源から遠い第2の焦点面に焦点位置を有する第2次光とを生成する光生成手段と、この光生成手段により生成された焦点位置が異なる前記第1次光および第2次光を同軸上に重ね合わせて干渉レーザビームとする集光手段とを備えたレーザ用光学部品。前記第1の焦点面と第2の焦点面との間に位置する第3の焦点面において、前記干渉レーザビームの断面強度分布が、ビームの中心軸近傍において実質的に均一な強度分布となる。
(もっと読む)
立方晶窒化硼素焼結体工具

【課題】本発明は、近年の過酷な切削条件化に耐え得る強固かつ高剛性に接合されてなる立方晶窒化硼素焼結体工具を提供することを目的とする。
【解決手段】本発明の立方晶窒化硼素焼結体工具は、80〜98体積%の立方晶窒化硼素と結合相とを含有する立方晶窒化硼素焼結体が、0.1〜10重量%のTiと15〜50重量%のCuとを含有し、かつ残部がAgと不可避不純物とからなる接合層を介して工具母材上に直接接合され、該接合層に接する該立方晶窒化硼素焼結体の接合面における該結合相は該立方晶窒化硼素中に不連続状態で存在し、その不連続状態で存在する各々の結合相において、その面積が0.01〜2μm2となる結合相が結合相の全面積の80%以上を占めることを特徴とする。
(もっと読む)
ヘッド着脱式切削工具
【課題】切削ヘッドをシャンクに対して着脱可能にした着脱式切削工具の着脱の操作性や使い勝手を向上させ、さらに、高い加工精度を必要としない構造で切削ヘッドの強固かつ信頼性の高い締結を可能となすことを課題としている。
【解決手段】テーパ軸部4とねじれ溝5と平坦なショルダー面6を設けた切削ヘッド1を、前端面7とテーパ孔8とねじれ溝9を設けたシャンク2に螺旋コイル状の締結補助具3を介して締結する。締結補助具3は、ねじれ溝5,9間に形成される空間と略相似形の断面形状を有し、これをねじれ溝5,9のいずれか一方に装着して他方のねじれ溝にねじ込み、ショルダー面6をシャンクの前端面7に、テーパ軸部4の外周面をテーパ孔8の内面にそれぞれ密着させて切削ヘッド1をシャンク2に締結する。
(もっと読む)
サーメット及びその製造方法、並びに切削工具
【課題】耐摩耗性及び耐欠損性に優れ、更に耐熱衝撃性、耐溶着性にも優れるサーメット、及びその製造方法を提供する。
【解決手段】サーメットは、硬質相が結合相により結合されてなる。硬質相は、Ti(C,N)のみからなる第1の硬質相1と、少なくともチタン及びタングステンを含む複合炭窒化物固溶体からなる第2の硬質相2と、第2硬質相と同一の元素からなり、第2硬質相よりもタングステン濃度が高い第3の硬質相3と、に分類できる。そして、体積を2分割する任意の断面において、深さ150μmの地点を中心とする第1正方形領域と、深さ5μmの地点を中心とする第2正方形領域における第1硬質相の面積割合をそれぞれSx、Syとしたとき、Sy/Sx<0.75を満たす。また、上記した任意の断面において、焼き肌面には、厚さ1μm以上、かつ、その厚さ方向と直交する幅方向に1μm以上の連続した結合相の浸出層が存在しない。
(もっと読む)
インサート及びインサートを備えたカッタ
【課題】 使用寿命を向上させることができるインサート及びインサートを備えたカッタを提供する。
【解決手段】本発明に係るインサート3は、互いに対向する第1の主面7及び第2の主面8と、第1の主面7及び第2の主面8の間に形成された外周側面9と、を有し、外周側面9は、周方向Sで交互に形成された凸面10及び凹面11を有し、凸面10及び凹面11は少なくとも三箇所ずつ形成され、第1の主面7及び凹面11の間の稜線と凸面10及び凹面11の間の稜線とが交差する第1コーナ、第2の主面8及び凹面11の間の稜線と凸面10及び凹面11の間の稜線とが交差する第2コーナ、の全てに切刃CA,CBが形成されている。このインサート3によれば、一つの凸面10につきコーナ切刃CA,CBを四箇所形成することができるので、限られたカッタ径の中で多数の使用コーナを確保することができ、インサート3の使用寿命を大幅に向上させることができる。
(もっと読む)
小径工具の折損検査方法と折損検査装置
【課題】直径が0.5mmにも満たないような小径工具の折損の有無を、切削油などのミストが飛散する環境下においても、工具を破損させる心配の無い非接触式検査によって正確に検出できるようにすることを課題としている。
【解決手段】噴射ノズル1と受けノズル2を対向させ、検査部Aに工具10を導入する前に噴射ノズル1から一定量のエアーを空打ち状態で噴射し、このときに受けノズル2に取り込まれるエアー量Q1に基づいて流量閾値を設定し、その流量閾値の設定を好ましくは毎回の検査で実施し、その後、検査部Aに工具10を挿入し、この状態で、噴射ノズル1から再度一定量のエアーを噴射し、このときのエアー量Q2を前記流量閾値と比較して検査対象工具の折損の有無を判断するようにした。
(もっと読む)
繊維強化複合材の穴あけ工具と穴あけ方法
【課題】FRPに代表される繊維強化複合材にバリや毛羽立ちの少ない高品位な穴をあけることができ、しかも、工具寿命を経済負担の増加を抑えながら延ばして優れた加工品位を長時間維持できる穴あけ工具を提供することを課題としている。
【解決手段】ツイストドリルを基本形にした穴あけ工具であり、本体部2の先端に回転中心から外周に至る回転中心対称の切れ刃4を有し、その切れ刃4が、少なくとも回転中心刃部4aと中間刃部4bと最外周刃部4cの3部によって構成され、回転中心刃部4aと最外周刃部4cが直線形状をなし、各刃部の先端角が、回転中心側から外周側の刃部にかけて段階的に減少し、回転中心刃部4aの先端角が140°以上、170°以下であり、
最外周刃部4cの先端角が5°以上、45°以下である構造にした。
(もっと読む)
刃先交換型切削チップおよびそれを用いた切削加工方法、ならびに刃先交換型切削チップの製造方法
【課題】切削性能、耐熱亀裂性、および寸法精度に優れた刃先交換型切削チップを提供する。
【解決手段】本発明の刃先交換型切削チップは、少なくとも基材を含むものであって、該基材は、8.5〜12.5質量%の鉄系金属と、0.28〜1.13質量%のTaと、不可避不純物とを含み、かつ残部がWCである超硬合金からなり、該超硬合金の組織中のWC粒子は、0.8〜2μmの平均粒子径であり、基材の抗磁力をHC(kA/m)とし、基材に含まれるCoの質量%をMCo(質量%)とすると、下記式(I)を満たし、かつ超硬合金の組織中にTaを主成分とする相が析出していないことを特徴とする。
−1.2×MCo+31.7≧HC≧−1.2×MCo+27.2 ・・・(I)
(もっと読む)
刃先交換型切削チップおよびそれを用いた切削加工方法、ならびに刃先交換型切削チップの製造方法
【課題】切削性能に優れ、かつ寸法精度が高い刃先交換型切削チップを提供する。
【解決手段】本発明の刃先交換型切削チップは、少なくとも基材を含むものであって、該基材は、8.5〜12.5質量%の鉄系金属と、0.55〜2.3質量%のTaCと、不可避不純物とを含み、残部がWCである超硬合金からなり、超硬合金の組織中のWC粒子は、0.8〜3μmの平均粒子径であり、基材の抗磁力をHC(kA/m)とし、飽和磁束密度を4πσ(10-7Tm3/kg)とし、基材に含まれるCoの質量%をMCo(質量%)とすると、下記式(I)を満たし、かつ超硬合金の組織中にTaを主成分とする相が析出しており、該Taを主成分とする相は、0.4〜2.4μmの平均粒子径であることを特徴とする。
−0.7×4πσ÷MCo−0.9×MCo+39.15≧HC ・・・(I)
(もっと読む)
11 - 20 / 390
[ Back to top ]