
デュール システムズ ゲゼルシャフト ミット ベシュレンクテル ハフツングにより出願された特許
31 - 40 / 54
塗装システムに微粒子補助材を供給する方法
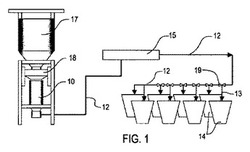
塗装システムの塗布領域中を流れる空気流から、液体塗布材のオーバースプレイを分離するために、前記空気流におけるオーバースプレイは、前記空気流に導入された微粒子補助材でチャージされる。新鮮な補助材は、管配置(12)を通して、供給容器(10)から、前記塗布領域の下方の気体流の領域に配置された容器配置(14)へ搬送される。 (もっと読む)
補助材料を導入するための方法と装置
本発明は、粗ガス流(120)を少なくとも1つのフィルタ要素(172)を通過させて塗料スプレーしぶきをその粗ガス流(120)から除去する前に湿った塗料スプレーしぶきを含む粗ガス流(120)の流路に補助材料を導入する方法に関する。本発明の目的は、不適切な動作のときでさえ、塗装作業場の付着領域(108)に補助材料が導入されるのを信頼性よく阻止する上記のタイプの方法を提供することである。本発明の方法は、少なくとも1つのフィルタ要素(172)を通って流れる粗ガス流が十分であるかどうかを検出するステップと;粗ガス流が不十分であることが検出された場合には、粗ガス流(120)の流路への補助材料の導入を停止するステップを含んでいる。 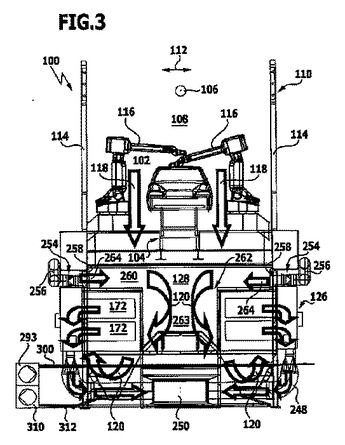 (もっと読む)
(もっと読む)
プロセス診断の方法及び回転式噴霧器配置

電気モーター(M)によりベルプレートが駆動される回転式噴霧器によって対象製品を塗装する際、また、噴霧プロセス及び/又はベルプレートの駆動システムにおけるエラーを検知するため、例えば、電流、出力、トルク、等の駆動モーター(M)の一般的値を評価することによって、対応するパラメーターが分析される。 (もっと読む)
一定の整形用空気温度を有する塗装装置、ならびに塗装方法
本発明は、塗装対象部品へ、塗装手段のスプレー噴流3を塗布するための噴霧器1と、スプレー噴流3を整形するための整形用空気を放出する少なくとも1つの整形用空気ノズル8と、整形用空気の温度を制御する温度制御装置9と、あらかじめ決められた整形用空気の温度を設定するために少なくとも1つの噴霧器1の動作変数に応じて温度制御装置9を駆動する制御ユニット10と、を備えた塗装装置に関する。さらに、本発明は、対応する塗装方法に関する。 (もっと読む)
塗装システムの絶縁シリンダ用ピストンロッドシール
本発明は、軸方向に移動可能にピストンロッド(11)を案内するためのピストンロッド案内部を備える、静電塗装システムの絶縁シリンダ(7)用のピストンロッドシール(12)に関する。ピストンロッド(11)は、絶縁シリンダ(7)の内壁から塗料残留物を擦り取るスクレーピングピストンを支持する。ピストンロッドシール(12)はさらに、ピストンロッド(11)に対してピストンロッド案内部を密閉するための第1のシール(17)を備える。本発明によると、ピストンロッド(11)に対してピストンロッド案内部を密閉するために、第1のシール(17)に対して軸方向にずれた第2のシール(18)が、加えて設置される。 (もっと読む)
計量デバイスを備える塗装装置
異なる色調で被塗装品を連続的に塗装するための塗装装置が開示される。最も頻繁に使用される塗色のそれぞれのための一体化された塗料バルブFVを備える個々の導入口を有するプランジャ型計量装置20又は計量ポンプ100から特に構成される計量デバイス10が塗装装置の噴霧器中またはその近傍領域に設置される。個々の色切替器12は使用頻度の低い塗色のために設置され得る。該色切替器12の吐出口は計量装置10の他の導入口又は個々の計量装置を介して噴霧器の排出バルブに接続されている。 (もっと読む)
環状の空洞、及び、対応するベルカップを有するシェーピングエアリング
本発明は、部材、特に、自動車の車体の部品をコーティングするためのロータリーアトマイザー1に用いられるガイディングエアリング6に関し、前記リングは、動作状態において、ロータリーアトマイザー1のベルプレート5に面している前面、および、ベルプレート5から放出された方向性を有するスプレイを形成するための、ガイディングエアフローを出力するための少なくとも1のガイディングエアノズル7、を有する。前記リングはまた、環状の、ガイディングエアリング6の前面に、回転配置された空洞12を有する。本発明はまた、対応して適合されるベルプレート5に関する。 (もっと読む)
塗装プラント用のエラーを記録する方法
本発明は、塗装プラント用のエラーを記録する方法に関し、個々の処理データ記録は塗装プラントの運転の所与の時刻に従って配列され、かつそれぞれは塗装プラントの種々の処理データを含む、塗装プラントに対する処理データ記録の動作中の取り込みステップ(S1)と、取り込まれた処理データ記録を格納するステップ(S2、S7)と、塗装プラントの起こりうるエラー状態を検知するステップ(S3、S4、S5)と、塗装プラントのエラー状態の検知が生じるときにエラーコードを生成するステップ(S3、S4)とからなる。さらに、本発明は、格納された処理データ記録とともに時系列順にエラーコードを格納するステップ(S7)を含む。 (もっと読む)
噴霧器用の操業方法および対応する塗装器具
本発明は、部材塗装用噴霧器のための操業方法、具体的には、車体部品の部材塗装用の噴霧器(1)のための操業方法であり、以下の工程を含むものに関する。噴霧器(1)を介した塗装剤噴霧流の塗布工程、噴霧流形成のための第1導風空気流(11)を放出する工程、塗布される塗装剤の特性値(η、γ、T、BC/CC)もしくは噴霧器(1)の操作変数(QLACK、n、U)を表す少なくとも1つの塗布パラメーター(η、γ、T、CC/BC、QLACK、n、U)の決定工程と塗布パラメーター(η、γ、T、BC/CC、QLACK、n、U)を関数とした第1導風空気流(11)の作用の決定工程。代替的に、本発明の範囲において、塗布パラメーターの変動と噴霧流幅の付随する変動とが、隣接する塗装剤塗布経路間の塗布経路間隔(d)の調節によって塗布経路重複を一定に保つために、考慮に入れられる。さらに、本発明は対応する塗装器具を含む。 (もっと読む)
塗装されるべき被加工物を搬送するための被加工物搬送台
本発明は、塗装されるべき被加工物、特に自動車の車体を、少なくとも1つの電気泳動浸漬塗装浴の中を通過させて、かつ、この電気泳動浸漬塗装浴の後に続く少なくとも1つの搬送装置によって搬送するための被加工物搬送台(110)に関する。この搬送台は、被加工物が電気泳動浸漬塗装浴の中を通過して搬送される時にその被加工物の中に被覆電流を送り込むための少なくとも1つの電気接触装置(162)と、電気泳動浸漬塗装浴の後に続く搬送台に対して被加工物搬送台(110)がそれを介して接触する少なくとも1つの接触表面(122)とを備える。電気泳動浸漬塗装浴の後に続く搬送装置上での電気泳動塗料の擦り落としを防止するために、少なくとも1つの接触表面(122)が少なくとも1つの接触装置(162)から電気的に絶縁されていることが示唆される。  (もっと読む)
(もっと読む)
31 - 40 / 54
[ Back to top ]