
ダイムラー・アクチェンゲゼルシャフトにより出願された特許
1,041 - 1,050 / 1,147
電動機を取付けるための方法
既に挿入されているセンタリング補助部を引き抜くことができる開口部を電動機ハウジングに設けることは既知の方法である。電動機ハウジングのこの種の開口部は、より構造的に複雑になり、実質的に、電動機ハウジングのコストが付加される。センタリング補助手段の導入及び引き抜きは、電動機の製造コストが同じく付加される追加の組立ステップである。本発明の方法によれば、センタリング要素(11)は、ステータハウジング(4)内に一体化され、またロータ(5)をステータ(4)にセンタリングするように位置決めして固定することを可能にする。前記センタリング要素(11)は、電動機が取付けられると、電動機内に、すなわちステータハウジング(4)内に留まる。本発明の方法は、ロータとステータとを備える電動機を取付けるために特に適切である。  (もっと読む)
(もっと読む)
自動車用のアウトサイドリヤビューミラー
本発明は、ミラーハウジング(2)と、ワイパーモータ(3)と、ワイパー機構(4)を介してワイパーモータ(3)によって駆動され、かつ鏡面(6)を拭払するために使用されるワイパーブレード(7)を支持するワイパーアーム(5)と、を有し、ワイパー機構(4)がワイパーブレード(7)の実質的に平行の前後運動を発生する、自動車用のアウトサイドリヤビューミラー(1)に関する。本発明は、ワイパー機構(4)が、第1(8)及び第2(9)のL字形の旋回アームを備え、それらは、それらの肘部(10、10’)に静止回転可能であるように装着され、一方、ワイパー側に配置されるそれらの脚部(11又は11’)は、内側平行ワイパーアーム(12)に回転可能に装着されることを特徴とする。さらに、内側平行ワイパーアーム(12)に接続されて、ワイパーブレード(7)を支持する外側平行ワイパーアーム(13)は、内側平行ワイパーアーム(12)に配置される。2つの旋回アーム(8、9)は、ワイパーモータ(3)によって駆動され、旋回アーム(8、9)は、駆動端に配置されるそれらの脚部(14、14’)でワイパーモータ(3)に駆動接続される。 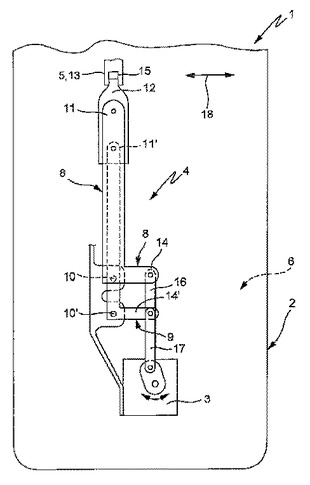 (もっと読む)
(もっと読む)
中空形材の切断工具及び切断方法
本発明は中空形材(2)切断用の工具(1)に関する。本発明によれば、工具(1)は、中空形材(2)に付属するフランジ(3)の切断用、並びに、内部高圧成形法による中空形材(2)の成形用として設計される。工具(1)は、長さ方向に平行に延びる少なくとも1つの切断装置を備えており、この切断装置は、中空形材(2)の横断方向に動かすことができる切断刃(5)を有している。中空形材(2)に面する切断装置(4)の側面(6)が成形型の壁面(17)の形に設けられ、内部高圧成形の間、中空形材(2)がその壁面(17)に対して当てがわれる。さらに、工具(1)は、型押し型(11)と、それに同軸に形成される穿孔型(13)とを有することができる。これによって、切断と内部高圧変形法とに加えて、中空形材(2)の型押し及び/又は穿孔を必要に応じて行うことができる。  (もっと読む)
(もっと読む)
中空形材の工具及び内部高圧成形
本発明は、中空形材(2)の内部高圧成形のための工具(1)に関する。本発明によれば、前記工具(1)は、中空形材(2)を形成し、中空形材(2)の外側をエンボス加工し、同様に孔を中空形材(2)に作製できるように実施される。このため、本発明の工具(1)は、中空形材(2)の長手方向延長部に対し横断方向に変位させられることができるエンボス型(11)と、エンボス型(11)に同軸に配置されるパンチ型(13)とを備える。  (もっと読む)
(もっと読む)
内燃機関の構成部品及びその製造方法
アルミ合金で作られ、内燃機関の運転中に熱的に高負荷を受ける少なくとも一つの領域(2)を含む内燃機関の構成部品(1)が開示されている。熱的に高負荷を受ける前記領域(2)は全体の構成部品(1)に比べて小さく、そして熱的に高負荷を受ける領域(2)が全体の構成部品(1)よりも大きい破断伸びを有するように、全体の構成部品(1)に対して変更された合金組成を備える。 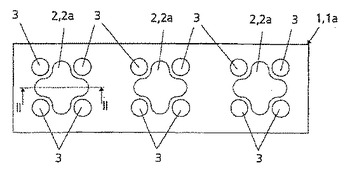 (もっと読む)
(もっと読む)
アクティブな車線維持支援装置
本発明は、車両運転者の状態を監視するために使用される方法に関する。車両が走行する車道区分線(3)が検知され、走行方向が決定され、車両は車線にとどまるために、前記車線を進まなければならない。車両運転者は、車線にとどまるために、ハンドルの自動センタリングによって支援される。車両が所定の時間にわたって決定された走行方向を正確に進む場合には、これは、運転者が積極的に車両のかじを取っていないというサインであり、警告信号が発せられる。  (もっと読む)
(もっと読む)
自動車用アクスルハウジングの中央支持ユニット及び製造方法
本発明はアクスルハウジングに関する。前記アクスルハウジングを安価な方法で構成し得るようにするため、中央支持体(1)を金属板からロール成形する。  (もっと読む)
(もっと読む)
二室中空プロファイルの製造方法
本発明は、二室中空プロファイル(2、30)の製造方法に関する。空間(11、12)の壁部(9、10、14、15、27、28)は、単一ピースで互いに接続される。単一のキャビティ(3)を備える管状中空形材(1)が使用され、かつ比較的簡単な方法で二室中空プロファイル(2、30)を確実に製造するために、互いに少なくともほぼ平行に延びる2つの部分的管部(5、6、23、26)を形成するように、素材(1)がアーチ状にされる。このようにアーチ状にされた素材(1)は、互いに向かい合っている部分的管部(5、6、23、26)の壁部(9、10、27、28)が、内部の高圧流体によって互いに隣接して、残りの壁部(14、15)が成形ツールのプレス成形部に隣接するまで、内部高圧成形ツールに挿入され、かつ素材は中空プロファイル(2、30)の最終形状に膨張される。  (もっと読む)
(もっと読む)
車両構成部品特に車台フレームの製造方法
本発明は、車両構成部品の製造方法、特に、サスペンションストラット取り付け要素(44)を具備する車台フレーム(1)の製造方法に関する。本発明の目標は、フレーム(1)の安定性を改善しかつフレーム(1)の限られた数の構成部品しか必要としないという条件において、きわめて複雑な構造形態を、比較的簡易な方法で提供することにある。平行に延びており、かつ水平面内において互いに距離を置いて配置される縦長筒形の縦部材の中空形材(2、3、39、40)が、この縦部材の各端部において、筒形の横部材の中空形材(4、41)によって、取り外し不可能なように相互に連結される。後車軸、差動歯車装置及び横方向リンクを装着するためのクロスバー(5)と、縦方向に距離を置いて設けられるクロスバー(15)であって、端部の2つの横部材の中空形材(4,41)の間において歯車機構を保持するためのクロスバー(15)とが、縦部材の中空形材(2、3、39、40)に取り付けられ、その断面の寸法及び形状は、内部高圧成形法によって拡張的に成形される。フレーム(1)の取り付け要素(6、7、24、42)が、流体による内部高圧力を縦部材の中空形材(2、3、39、40)から側方に外側に向けて作用させて2次的な形状要素を形体化することによって形成され、それに続いて、この2次的形状要素が垂直に穿孔加工される。又、縦方向のトレーリングリンクに関連する支承の取り付け要素(19、43)も、2次的形状要素として、縦部材の中空形材(2、3、39、40)から側方に外側に向けて流体による内部高圧力によって形成され、それに続いてそれに穿孔加工が施される。 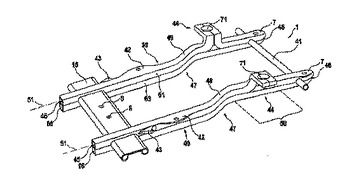 (もっと読む)
(もっと読む)
吸着アキュムレータを備えた移動用として使用可能な燃料電池システム
本発明は、移動用として使用し得る燃料電池システムに関する。この燃料電池システムは、電気エネルギを生成する燃料電池ユニット(1)と、燃料電池ユニット(1)に関連する吸着アキュムレータ(3)とを有する。前記吸着アキュムレータ(3)は、熱を放出するために用いられ、燃料電池ユニットに関連する冷却回路(4、5)において燃料電池ユニット(1)の下流側に配置される熱交換器(2)と熱的に相互作用する。本発明は、前記の種類の燃料電池システムの運転方法、特にコールドスタート時の運転方法にも関する。
 (もっと読む)
(もっと読む)
1,041 - 1,050 / 1,147
[ Back to top ]