
フェデラル−モーグル コーポレイションにより出願された特許
111 - 120 / 234
ブラシレスDCモータの流体ポンプを製造するシステムおよび方法
ブラシレス直流(BLDC)モータの流体ポンプを製造するシステムおよび方法が開示される。システムは、電磁形成装置、上側取付具、下側取付具、および、空圧シリンダまたは油圧シリンダを含む。電磁成形装置は、中央キャビティを有する。中央キャビティは、電磁成形装置の外表面からの所定の深さを有する。上側取付具は、中央キャビティ内に配置されている。上側取付具は、BLDCモータの流体ポンプと接触するポンプ停止面を有し、ポンプ停止面は、電磁成形装置の外表面から選択的に間隔を置いて配置されている。BLDCモータの流体ポンプのハウジングを受容する中央キャビティを有する下側取付具が設けられている。シリンダは、上側取付具のポンプ停止面がBLDCモータの流体ポンプと接触するまで、下側取付具を上側取付具に向かって移動させるように構成されている。電磁成形装置は、一旦ポンプアセンブリが磁気成形装置(magneforming
device)内に適切に配置されると、ポンプアセンブリのハウジングを封止するように作動する。
(もっと読む)
物品をめっきするための方法および装置
めっき処理において少なくとも1つの適合可能なアノード(40)を利用して物品(10)にめっきを塗布する方法および装置を提供する。コーティングされる物品の領域のおおよその形状に適合するように、アノードに適切なワイヤまたは他の材料が成形される。アノードは電源(44)によって駆動され、物品はカソードとして機能する。アノードおよび物品は、両方ともめっき槽(38)に浸漬される。物品およびアノードは、物品の中心軸(22)を中心に互いに対して回転される。アノードと物品との間の相対的な移動によって、アノードを通過する物品の選択領域に均一なめっき(46)が塗布される。別のアノード(50)を物品に対して固定して設け、他のアノードと同時に物品の別個の選択領域をめっきすることができる。 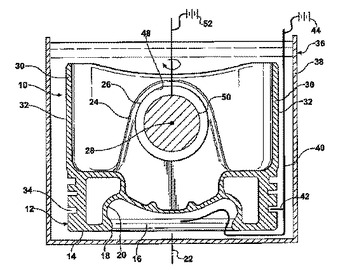 (もっと読む)
(もっと読む)
スリーブ軸受アセンブリおよび製造方法
スリーブ軸受アセンブリおよびそれのための製造方法は注入成形される弾性外側部分に接合される織られた内側部分を含む。内側部分は、滑らかなヤーン材料からなる第1のヤーンと、第1のヤーンとは異なる材料からなる第2のヤーンとを含む。第1のヤーンは内側軸受表面を実質的に与え、第2のヤーンは外側部分に接合される外側表面を実質的に与える。第1および第2のヤーンの織り合わせは、第1のヤーンがジャーナル軸受表面の周方向に対応する横糸方向またはジャーナル軸受表面の軸方向に対応する縦糸方向の1つにおいて織られて軸受表面を実質的に与え、第2のヤーンは第1のヤーンとは異なる方向において織られて、外側部分に接合される外側表面を実質的に与えるように、行われる。  (もっと読む)
(もっと読む)
スリーブ軸受アセンブリおよび製造方法
スリーブ軸受アセンブリおよびその製造方法は、複数のヤーンから形成され、ジャーナルを中で相対的に動くように受入れるためのジャーナル軸受表面を与える内側部分と、内側部分の周りにおいて少なくとも部分的に注入成形される弾性外側部分とを有する。複数のヤーンは、ヤーンの少なくともいくつかがジャーナル軸受表面の長さに対応する縦糸方向とジャーナル軸受表面の周方向に対応する横糸方向とおいて織られる状態で織り合わされて、内側部分のバッキングを形成する。複数のヤーンの少なくとも1つは、バッキングとともに横糸方向に織られる自己潤滑ヤーンとして与えられて、バッキングの径方向内側に軸受表面を実質的に形成する。 (もっと読む)
リムを有する半球形スパークチップを備えた、小径/ロングリーチスパークプラグ
細長いセラミック絶縁体(12)を有するスパークプラグ(10)は、多数の設計的特微をさまざまな戦略的位置に含む。少なくとも接地電極(26)にはリムのある半球形の金属スパークチップ(56)が適合され、不良電気アーク放電(62)を制御し、接地電極(26)との接触表面が増大することによって取付け技術を容易にする。スパークプラグ(10)のさまざまな機構は互いに協働してスパークプラグ(10)の物理的寸法を減じ、機械的強度または性能を犠牲にすることなくより新しいエンジンの現代における需要を満たすことができる。 (もっと読む)
点火プラグ絶縁体
高誘電強度で、高濃度で、光の通過を可能にする光学的性質を有する点火プラグ絶縁体を提供する。  (もっと読む)
(もっと読む)
極細ワイヤ接地電極を備える火花プラグ
火花点火される内燃機関用の火花プラグは、概して筒状のセラミック絶縁体と、該絶縁体を囲繞する導電シェルと、該シェルに取り付けられる少なくとも1つの接地電極と、該絶縁体内に配置される中心電極とを備える。該接地電極は、該導電シェルに隣接する固定端から火花ギャップに隣接する遠位端まで延びる。該接地電極は、その遠位端に形成された突起を備え、該突起は、少なくとも1つのはめ込み平面状表面とはめ込み後壁とを有する。高性能金属製火花先端が、該接地電極の該遠位端に装着される。該火花先端の基端は、該突起の該はめ込み平面状表面と面接触した状態で配置される。該はめ込み平面状表面は該火花先端の該基端を完全に覆い、そこから外側に延びて、露出された周縁の界面をもたらす。  (もっと読む)
(もっと読む)
向上した絶縁体設計を備えた小径/ロングリーチスパークプラグ
細長いセラミック絶縁体(12)を有するスパークプラグ(10)は、さまざまな戦略的位置で多数の設計的特微を含む。少なくとも接地電極(26)には、不良電気アーク放電(62)を制御し、接地電極(26)との増大した接触表面によって取付け技術を促進する、リムのある半球形の金属スパークチップ(56)が適合される。スパークプラグ(10)のさまざまな機構は互いに協働し、その結果、機械的強度または性能を犠牲にすることなく、より新しいエンジンの現代的需要を満たすために、スパークプラグ(10)の物理的寸法を減じることができる。  (もっと読む)
(もっと読む)
点火装置用電極
点火装置用の電極は、合金の重量で14.5〜25%のクロムと、7〜22%の鉄と、0.2〜0.5%のマンガンと、0.2〜0.5%のシリコンと、0.1〜2.5%のアルミニウムと、0.05〜0.15%のチタンと、合計で0.01〜0.1%のカルシウムおよびマグネシウムと、0.005〜0.5%のジルコニウムと、0.001〜0.01%のホウ素と、実質的にNiである残部とを含む、高温酸化、硫化、腐食磨耗、変形および破壊に対する耐性が改良されたNi系ニッケルクロム鉄合金から作られる。それはまた、0.01〜0.15重量%の範囲の量の、イットリウム、ハフニウム、ランタン、セリウム、およびネオジムからなる群から選択される少なくとも1つの希土類元素と、コバルト、ニオブ、モリブデン、銅、炭素、鉛、リン、または硫黄を含む付随的な不純物とを含んでいてもよい。これら全ての不純物は通常、コバルトは0.1%、ニオブは0.05%、モリブデンは0.05%、銅は0.01%、炭素は0.01%、鉛は0.005%、リンは0.005%、硫黄は0.005%の限界に調整される。点火装置は、セラミック絶縁体と、導電性シェルと、端子端部と中心電極スパーキング表面を有するスパーキング端部とを有する、セラミック絶縁体内に配置された中心電極と、接地電極スパーキング表面を有する、シェルに動作可能に取付けられた接地電極とを含むスパークプラグであってもよく、中心電極スパーキング表面および接地電極スパーキング表面はそれらの間にスパークギャップを規定している。中心電極または接地電極のうちの少なくとも1つは、固溶体強化されたNi系ニッケルクロム鉄合金を含む。この発明のNi系ニッケルクロム鉄合金電極はまた、銅または銀もしくはそれらの合金といった、Ni系ニッケルクロム鉄合金よりも大きい熱伝導性を有するコアを含んでいてもよい。  (もっと読む)
(もっと読む)
小径/ロングリーチスパークプラグ
細長いセラミック絶縁体(12)を有するスパークプラグ(10)は、多数の設計的特微をさまざまな戦略的位置に含む。少なくとも接地電極(26)にはリムのある半球形の金属スパークチップ(56)が適合され、不良電気アーク放電(62)を制御し、接地電極(26)との接触表面が増大することによって取付け技術を容易にする。スパークプラグ(10)のさまざまな機構は互いに協働してスパークプラグ(10)の物理的寸法を減じ、機械的強度または性能を犠牲にすることなくより新しいエンジンの現代における需要を満たすことができる。 (もっと読む)
111 - 120 / 234
[ Back to top ]