
Fターム[2B200CA07]の内容
単板の加工・合板製造 (2,826) | 目的、効果 (419) | 薄板(表裏原板等)処理 (9)
Fターム[2B200CA07]に分類される特許
1 - 9 / 9
天然木薄板シートの製造方法
【課題】表面に天然木の質感をそのまま備えたまま、幅広、長尺で利用でき、壁紙、文具および雑貨の表面材として貼付けられる、染色した天然木薄板シート製造方法を提供する。
【解決手段】水平方向及び直交する上下方向に並べた天然木薄板を、紙、布または不織布のいずれかを材料とし0.03〜0.3mmの厚さの裏打ちシートを裏面に固定して連結したことを基本とし、天然木薄板の表面を仮止めし、裏面を下地処理し、顔料を混合した耐水性接着剤を用いて裏打ちシートの固定を追加する。更に染料液中でローラー圧縮し、解圧による染色を行う。
(もっと読む)
ベニヤ板同士の接合方法及びその装置
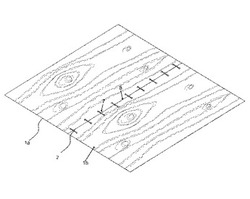
【課題】ベニヤ板同士の縁継手部における接合方法及びその装置に関する。
【解決手段】ベニヤ1a,1bを互いの接合すべき縁が合わさるようにまず位置決めし、その後ベニヤ間の接合部の縦方向に互いに離隔した接続ポイント7においてベニヤ同士の接合を行う。接合されるベニヤ中に少なくとも3つからなる一列の貫通穴部を接続ポイントにおいて形成する工程を備え、前記一列の穴部は接合されるベニヤの当接縁に形成される接合部に交差するように並び、穴部の一つは実質的に接合部と一致し、その後穴部に取り付けられる接続手段によってベニヤ同士を接合する工程とを備える。
(もっと読む)
薄い木材の水分の絞り出し及び細胞破壊の装置と応用
【課題】 厚さ薄い3mm〜5mmの合板の素材は輸入材のラワン材が主に使用されている。
ラワンを約1mm位にロータリー剥きし3層に積層している。ラワンのロータリー剥きは水分を通し難く塗布するだけで薬液剤を注入することは不可能である。
12mm以上の合板では実用化されているが、その製造工程は、厚い合板を製造後、加圧容器にいれ減圧、加圧注入し乾燥する方法である。厚さの薄い合板は乾燥の工程で狂いが生じ実用化が難しく商品化されていない。
【解決手段】)
厚い木材をローラーでプレスする技術はあるがプレス工程でひび割れが発生し商品化には問題が多くある。
ローラーを通した1mm〜1.5mmの薄い木材はひび割れが出にくい。又ひずみが出ず満遍なくプレス出来るため、細胞破壊が均一に出来る。上下のローラーの速度を少し変える事でより細胞破壊は向上した。
特に国産材の杉の芯材の部分は水分や空気を通しにくいが、水分絞り出し工程の細胞破壊により乾燥も容易に出来、又加熱による減圧も出来るため、薬液剤注入が出来る。また木材の張力も無くなるため、狂いやゆがみも出にくくなって、合板にした際の剥離防止となる。前記を鑑みローラーを通した薄い板は不燃合板、又機能性合板の素材として適している。
(もっと読む)
複合板及びその製造方法

【課題】欠点隠蔽材を介在させることにより、表層にクラック、節穴、部分欠損等の欠点が現出しないようにし、工程数の減少も可能とした複合板及びその製造方法を提供する。
【解決手段】複数の板材に接着剤を塗布して積層し、少なくとも表層となる板材1と、当該表層となる板材1に接する隣接板材3aとの間に、熱溶融物を含浸又は塗布した欠点隠蔽材5を介在させ、これらをプレスすることにより接着し一体化する。欠点隠蔽材5は、ポリエチレン、ポリプロピレン、ポリエステル等の熱溶融樹脂からなる熱溶融物を15重量%以上含む紙であることを特徴とする。
(もっと読む)
板状体のスカーフ面加工方法及び装置
【課題】 ねじれ、あばれ、反りなどの所謂あばれが生じている板状体の端部をスカーフ面に加工する際、該あばれを順次平坦になるように矯正し、該順次平坦に矯正さた部分を該回転切削刃物で順次スカーフ面に加工することで、加工精度の高い、良好な切断面を得る。
【解決手段】 板状体3の端部を回転切削刃物5でスカーフ面に切削加工する際に、該回転切削刃物の移動する方向の下手側で且つ該板状体3の刃物受台7に接する表面と反対側の表面における該回転切削刃物5の刃先5aの近傍の表面のうち、少なくとも該板状体3から切削屑17として排除される側の前記表面の少なくとも一部分を押圧する押圧部材11で押圧しながら切削加工を行う。
(もっと読む)
積層塑性加工木材
【課題】表層部分における硬度を高めて傷付き易さを解消すると共に、製品化後の木材の周囲環境条件が変化したときでも、歪みの発生をなくし寸法安定性や形状安定性を向上できること。
【解決手段】加工前木材1の木目の長さ方向に対して垂直方向の加熱圧縮により、厚み全体に圧縮率がほぼ均一に塑性加工された表層材10と、年輪の内側の平面である木表側板目面に、年輪を切断する所定の断面形状の溝条21を木材の木目の長さ方向に形成した内層材20と、表層材10と内層材20の間に介在し,両者を一体に接合する接着剤とを具備する積層塑性加工木材30において、溝条21の断面形状の深さを内層材20の厚みに対して20%以上乃至90%以下とし、溝条21の断面形状の幅を1mm乃至10mmの範囲内とし、内層材20の内部応力を小さくする。
(もっと読む)
定尺ベニヤ単板群の堆積処理方法及び堆積処理装置
【課題】複数枚の小幅ベニヤ単板Saが擬似広幅定尺板状に集合整形せしめられて成る定尺ベニヤ単板群Sを、順次堆積処理するに際し、従来に比べて良好な堆積処理が行い得る堆積処理方法及び堆積処理装置を提供する。
【解決手段】次々と堆積台8の上方へ搬送された後に、上部コンベアA及び下部コンベアBとの係合を解除され、堆積台8に向けて落下させられる定尺ベニヤ単板群Sを構成する小幅ベニヤ単板Saの内で、所定の堆積位置から著しく外れた位置へはみ出て落下する小幅ベニヤ単板Sa1の端部を、補助支持部材6を用いて暫定的に補助支持することと、該暫定的な補助支持を解除することとを、定尺ベニヤ単板群Sの落下が複数回行われる都度、繰返し実施しながら、順次堆積処理することにより、上に載った定尺ベニヤ単板群Sの重みを活用して、前記小幅ベニヤ単板Sa1の墜落を抑制する。
(もっと読む)
木材の加工方法
【課題】成形が容易であるとともに、適切な強度を一様に付与することができる木材の加工方法を提供する。
【解決手段】高温高圧の水蒸気雰囲気中で、予め圧縮によって減少する分の容積を加えて無圧縮状態の無垢材から形取った複数の木材の各々を個別に圧縮する圧縮工程と、この圧縮工程で個別に圧縮した複数の木材を乾燥させた後、その複数の木材のうち少なくとも2枚の木材の繊維方向が交差するように重ねたものを接着する接着工程とを行う。
(もっと読む)
接着剤の塗布方法
本発明は、特にベニヤストリップ(veneer strips)又はベニヤシート等のように、薄いフィルム状の加工部品の狭い側面に接着剤を塗布する方法に関する。この方法によれば、加工部品5と、加工部品の狭い側面に実質的に垂直に接着剤を投出する少なくとも1つのノズル1が互いに短い距離で案内され、接着剤がノズル1から液滴2の形態によって投出される。  (もっと読む)
(もっと読む)
1 - 9 / 9
[ Back to top ]