
Fターム[2B200EB05]の内容
単板の加工・合板製造 (2,826) | 複数工程 (78) | 矧合わせ、仕組み、プレス工程 (8)
Fターム[2B200EB05]に分類される特許
1 - 8 / 8
セパレーテッドスカーフ面の形成方法
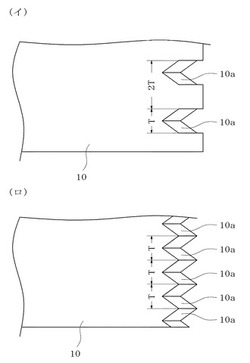
【課題】セパレーテッドスカーフ面が精度良く形成できる形成方法を提供する。
【解決手段】適宜形状の切刃を有するカッターの1個又は複数個を、複数個の場合には、相互にカッターn個分(nは、1以上の整数)の間隔を隔てて、回転軸に嵌装して成る溝部分加工部材(選択図には、図示せず)を、板材10の端部の表裏面に対して斜交状に移動させて、板材10の端部へ適数条の溝10aを限定的(部分的)に形成する動作と、板材10又は溝部分加工部材の少なくともいずれか片方を、適宜距離づつ板材の幅方向へ移動させる動作とを、所望回数だけ交互に繰り返すことにより、所望の断面形状を有する溝10aの所要条数を、板材10の幅方向に対して並列状に形成するに際し、各カッターの左右の空間等を活用して、板材10の端部が拘束できる部材を配設し、溝を形成する時期には、新たに溝が形成される部位の近傍を暫時拘束しながら、限定的に溝を形成する。
(もっと読む)
建築用パネルの縁加工に関する方法及び構成
本発明は、予備加工段階67、67′を取り入れた工具構成68、68′と、予備加工段階を有する工具構成を取り入れて、床パネル1、1′の改良型固定システムを製作する方法とに関する。特殊な工具構成と表面層の特性を変化させる予備加工段階とを用いて、床パネルの接合縁部のある一定の表面が型出しすると、その結果として公差が減じられる。本発明は更に、上側案内装置により水平方向に案内されると共に床パネルを垂直方向に下側チェーンの方へと押圧するように構成される、製作された床パネルの公差を同様に減少させる上側ベルト又はチェーンを有する装置に関する。 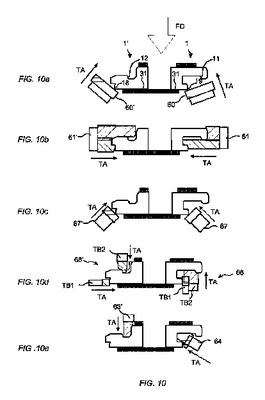 (もっと読む)
(もっと読む)
板材の接合方法

【課題】板材の厚さ誤差、板材の搬送誤差等に起因する、板材の接合不良を、防止乃至は大幅に軽減させる。
【解決手段】接合すべき板材A5、A6の端面を、夫々スカーフ状に形成すると共に、板材A6のスカーフ面a6へ、接着剤Cを塗布し、次いで、双方の板材A5、A6のスカーフ面a5、a6を重ね合わせると共に、前記接着剤Cの性状に適応する加熱機能又は冷却機能を具備した一対の加圧部材1、2を用いて、板材5、6の表裏面から、重ね合わせたスカーフ面a5、a6を熱圧又は冷圧することにより、前記接着剤Cを硬化させて、板材A5、A6を接合するに際し、前記一対の加圧部材1、2の加圧面1a、2aの長さL1、L2を、正常な厚さTを有する板材A5の表裏面に対する前記スカーフ面1aの投影長さLよりも、適宜寸法αだけ短く設定し、主として各板材A5、A6のスカーフ面a5、a6の中央を中心とする大部分を、限定的に熱圧又は冷圧する。
(もっと読む)
積層材の製造方法
【課題】所望の面に熱硬化性の接着剤を塗布した単板の少数枚を、上下一対の加熱盤の間に於て、積層材の各層毎に、階段状にずらして重ね合わせ、積層と接着を順々に繰り返して、積層材を連続的に製造するに際し、製造途中の積層材を、安定的に後退させる。
【解決手段】製造途中の積層材11を、一旦最終移送方向へ前進させて、加熱盤A、Bの後位まで移送すると共に、下面に接着剤Uを塗布して成る単板1g、1hを、積層材11の上へ供給し、次いで、積層材11を最終移送方向と逆方向へ後退させる場合に、積層材11の後端近辺に当接して、該後端の撓みを一定限度以内に抑止する撓み止め部材Dを、加熱盤Aの後位から加熱盤Aの前端付近まで進退自在に備え、少なくとも積層材11を後退させる際には、前記撓み止め部材Dを積層材11と同期的に後退させることにより、積層材11の後端の撓みを一定限度以内に抑止しつつ後退させる。
(もっと読む)
炭層とベニア板と集成材で成るボード
【課題】 輪切りにした集成材のタイルや、ボードは曲げ強度が弱く用途が限られ空気の浄化作用は大きくなかった。
【解決手段】 ベニア板にピンを施し、炭塗料を塗布して乾燥させた、ピンと炭層を有するベニヤ板に輪切りにした集成材を張り付け一体化した。
(もっと読む)
ベニヤ単板の処理方法
【課題】同じ原木から削成される未乾燥の単板が、削成時の配列順序とは異なる配列順序で横剥処理されることを防止する。
【解決手段】ベニヤレースの後位に位置する単板切断処理装置4Aの後位に、単板堆積機5を備え、少なくとも不用部分を有する単板2については、単板切断処理装置4Aを用いて不要部分の少なくとも一部を切除すると共に、各単板相互の間隔を、所望の間隔以下に詰寄せ、且つ、所望の定尺長さ毎に切り揃えて、所望定尺長さの生定尺単板群2Aを形成すると共に、該生定尺単板群2Aを所望高さに至るまで堆積して、所望高さを有する生定尺単板群の堆積山6Aを形成し、次いで該堆積山6Aを生単板横剥装置8Aの前位に移送する途中に於て、堆積山6Aの向きを逆向きに改めてから、生単板横剥装置8Aの前位に移送し、前記堆積山6Aの上部から順に生定尺単板群2Aを取り出して生単板横剥装置8Aに挿入する。
(もっと読む)
フィンガージョイント用圧締方法と装置
【課題】長さ方向に対して誤差の発生がなく、しかも、接合に目違いが発生しないフィンガージョイント用圧締方法を提供する。
【解決手段】木材要素Aの先端と後端の木口を検知し、木材要素Aを押圧停止させるブレーキ20の中央位置前方に木材要素Aの後端がない時は、木材要素Aの後端がブレーキ20の中央位置にくるように、ブレーキ20の中央位置に木材要素Aの後端がある時は、第1ブレーキ20と第2ブレーキ21をかけたままの状態で木材要素Aの先端Bを第1ブレーキ20の中央位置Xに待機している木材要素の後端のフィンガージョイントBに押し込むように送り込み、仮圧入を行い、送り出された木材要素列の長さを計測して所定の長さで切断する場合に、所定の長さの中にフィンガージョイントの接続数が何箇所あるか検出し、接続数にフィンガージョイントの仮圧入状態から本締を行った場合に生じる縮み代分を乗じた長さ寸法を加えて切断する。
(もっと読む)
接合装置
【課題】板状体の接合箇所を加熱圧締して接合する際、圧締時間を短くできる接合装置を提供する。
【解決手段】板状体W1と板状体W2の接合箇所を第1上熱板15と第1下熱板17とで1次加熱圧締して1次接合させた後、板状体W2の後端が第1上熱板15の中心に達するまで搬送ロール31で搬送すると共に、1次接合した接合部に第2上熱板63の搬送方向中心が到達するまで、移動基台51を移動させ、次に前記接合部を第2上熱板63と第2下熱板65とで2次加熱圧締し、そして2次加熱圧締中に板状体W3の接合箇所が第1上熱板15の搬送方向の中心に到達後、板状体W2の後端と板状体W3の前端の接合箇所を第1上熱板15と第1下熱板17とで1次加熱圧締する。
(もっと読む)
1 - 8 / 8
[ Back to top ]