
Fターム[2B200ED04]の内容
単板の加工・合板製造 (2,826) | 矧合わせ (125) | 前処理 (17) | 接合端縁の成形 (13) | 切断、裁断 (8)
Fターム[2B200ED04]に分類される特許
1 - 8 / 8
化粧材の製造方法
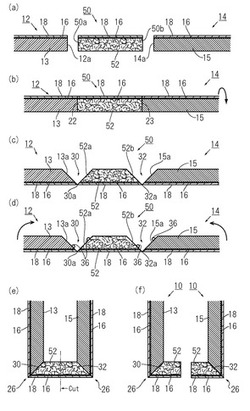
【課題】角部の両側で板厚や材質を自由に選択して異ならせることができ、より少ない手間で数多く製造することのできる化粧材の製造方法を提供する。
【解決手段】表面を面一とした状態で、第1および第2板材12、14の側面12a、14aを、第3板材50の両側面50a、50bにそれぞれ当接させ、裏面から、第1板材12と第3板材50との当接面22にその溝底部30aが一致した状態でV字状の第1溝30を形成するとともに、第3板材50と第2板材14との当接面23にその溝底部32aが一致した状態でV字状の第2溝32を第1溝30から離間した位置に形成し、両溝30、32を閉じて互いに固着させ、然る後、第3板材50を両溝30、32間で切断することにより、上記課題を解決することができる。
(もっと読む)
スカーフ面加工装置及びスカーフ面加工方法

【課題】平滑なスカーフ面を得ることができるとともに、加工速度が速く、しかも小型のスカーフ面加工装置及びスカーフ面加工方法を提供する。
【解決手段】単板1が載置されるベース盤21と、円盤部22aの外周面に複数の切刃22bが等間隔で形成されるとともに単板1の上面に対して斜めに配置された回転切削カッター22と、単板1を回転切削カッター22に対して水平移動させる送り機構23,24と、複数の切刃22bで単板1を切削する際に単板1を押圧し固定する押圧機構25を備え、単板1の端部1aをスカーフ面1bに切削加工するスカーフ面加工装置20であって、回転切削カッター22の切刃22bより径方向内側の中央には中空部22cが形成されるとともに、押圧機構25は、回転切削カッター22の中空部22cに昇降自在で、かつ回転不能に設けられ、回転切削カッター22の下面より下側に突出して単板1を押圧する。
(もっと読む)
セパレーテッドスカーフ面の形成方法
【課題】セパレーテッドスカーフ面が精度良く形成できる形成方法を提供する。
【解決手段】適宜形状の切刃を有するカッターの1個又は複数個を、複数個の場合には、相互にカッターn個分(nは、1以上の整数)の間隔を隔てて、回転軸に嵌装して成る溝部分加工部材(選択図には、図示せず)を、板材10の端部の表裏面に対して斜交状に移動させて、板材10の端部へ適数条の溝10aを限定的(部分的)に形成する動作と、板材10又は溝部分加工部材の少なくともいずれか片方を、適宜距離づつ板材の幅方向へ移動させる動作とを、所望回数だけ交互に繰り返すことにより、所望の断面形状を有する溝10aの所要条数を、板材10の幅方向に対して並列状に形成するに際し、各カッターの左右の空間等を活用して、板材10の端部が拘束できる部材を配設し、溝を形成する時期には、新たに溝が形成される部位の近傍を暫時拘束しながら、限定的に溝を形成する。
(もっと読む)
セパレーテッドスカーフによる板材の接合方法
【課題】単板の厚さやスカーフ面の重なり具合に誤差があっても、良好な接合を行い得るようにする。
【解決手段】図示しない接着剤を介して、多数条の溝y1を有するセパレーテッドスカーフ状のスカーフ面a2(a1)が噛み合うように、単板A1、A2を重ね合わせると共に、単板の表裏面に対する前記スカーフ面a2(a1)の投影長さLと略同等の長さL1、L2及び単板の幅Wを上回る幅W2(W1)を有する加圧面2a(1a)と、前記接着剤の性状に適応する加熱機能又は冷却機能とを具備する一対の加圧部材1、2を用いて、単板の表裏面から、重ね合わせたスカーフ面a2(a1)を熱圧又は冷圧することにより、前記接着剤を硬化させる場合に、前記加圧部材1、2の加熱面2a(1a)に於ける各単板の端部側に対向する部位の形状を、単板の表裏面に対するスカーフ面a2(a1)の投影形状に準ずる形状とする。
(もっと読む)
合板のスカーフ接合方法
【課題】湿気硬化型ウレタン樹脂系ホットメルト接着剤を採用することにより、合板のスカーフ接合に要するサイクルタイムを大幅に短縮し、生産性の向上を図る。
【解決手段】合板(1)をその厚み(T)が7.5〜35mm、幅(W)が900〜1250mm並びに長さ(L)が1600〜5000mmの合板(1)とし、そのスカーフ比が1:5〜1:10にシェービング加工されたスカーフ斜面(3f)(3r)へ、湿気硬化型ウレタン樹脂系ホットメルト接着剤(5)を100〜170g/m2 だけ塗布して、油圧コールドプレス(6a)(6b)により圧締圧力が0.8〜1.0MPaのもとで10〜20秒間冷圧硬化させる。
(もっと読む)
木材加工機および木材の選別方法
【課題】木材の加工作業を効率良く行うことができるとともに、木材のカット時に出る端材の選別を容易かつ正確に行うことが可能な木材加工機および木材の選別方法の提供。
【解決手段】投入側コンベア4と、払出側コンベア5と、カット部6と、カットされる木材2(3)の、カット部6よりも投入側コンベア側4に位置する部分の長さを検知する検知部7と、この検知結果に基づいて、木材2(3)の、カット部6よりも投入側コンベア側4に位置する部分の長さが所定の長さ以上であるか以下であるかを判定し、この判定結果に基づいて、投入側コンベア4の駆動源の駆動を制御する制御部8と、木材2のカット時に出る短尺端材2aを回収するための第1回収部9と、木材3のカット時に出る長尺端材3aを回収するための第2回収部10とを備える木材加工機1。これにより、端材を取り除く作業と選別する作業とを自動化できる。
(もっと読む)
横はぎ生単板及びその製造方法と装置
【課題】小巾生単板を確実、且つ強固に結合できる横はぎ生単板を提供する。
【解決手段】多数の小巾生単板11が繊維方向に対して直交方向に連続状に密に配列された横はぎ生単板において、ステープル接合箇所に相当する部分のみを当接できるように検知器を配置し、検出データに基づいて小巾生単板の前縁、後縁を切断成形する方法。
(もっと読む)
ベニヤ単板の処理方法
【課題】同じ原木から削成される未乾燥の単板が、削成時の配列順序とは異なる配列順序で横剥処理されることを防止する。
【解決手段】ベニヤレースの後位に位置する単板切断処理装置4Aの後位に、単板堆積機5を備え、少なくとも不用部分を有する単板2については、単板切断処理装置4Aを用いて不要部分の少なくとも一部を切除すると共に、各単板相互の間隔を、所望の間隔以下に詰寄せ、且つ、所望の定尺長さ毎に切り揃えて、所望定尺長さの生定尺単板群2Aを形成すると共に、該生定尺単板群2Aを所望高さに至るまで堆積して、所望高さを有する生定尺単板群の堆積山6Aを形成し、次いで該堆積山6Aを生単板横剥装置8Aの前位に移送する途中に於て、堆積山6Aの向きを逆向きに改めてから、生単板横剥装置8Aの前位に移送し、前記堆積山6Aの上部から順に生定尺単板群2Aを取り出して生単板横剥装置8Aに挿入する。
(もっと読む)
1 - 8 / 8
[ Back to top ]