
Fターム[2F062FF01]の内容
機械的手段の使用による測定装置 (14,257) | 走査 (1,305) | 走査方向 (1,174)
Fターム[2F062FF01]の下位に属するFターム
検出部が移動するもの (846)
被測定物が移動するもの (320)
Fターム[2F062FF01]に分類される特許
1 - 8 / 8
三次元測定方法及び装置
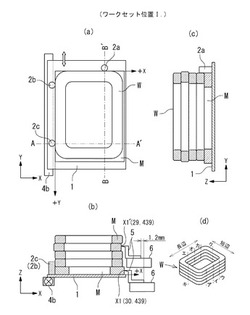
【課題】ワークの三次元形状の計測を、インラインで、かつ小型、低コストにて、しかも高精度に行なうことのできる三次元形状測定方法及び装置を提供する。
【解決手段】三次元座標が既知のマスタMを用いてワークWの三次元形状を測定する方法(比較測定技術を用いる測定方法)を適用して、インラインでの使用を可能とし、構成の小型・低コスト化を可能とした。マスタM及びワークWを同一の三次元座標系に固定し、それらを、相互位置関係を変えることなく同時に走査させながらワークWの三次元座標を繰り返し測定するようにして、比較測定技術を用いる測定方法でありながらワークWの三次元形状測定を高精度化した。
(もっと読む)
形状測定方法、これを用いた加工方法、および形状測定装置

【課題】表面形状の設計値が複数の関数によって定義される場合にも、測定データのアライメント補正を行った上で被測定体の表面形状の設計値からのずれ量として測定することができるようにする。
【解決手段】表面形状の設計値を複数の関数で定義する形状定義工程(S1)と、表面形状の測定データを取得するデータ取得工程(S2)と、測定データを関数の定義域ごとの部分群に区画するデータ区画工程(S3)と、部分群による表面形状の設計値からのずれ量を表す移動パラメータを推定する解析工程(S4、S7、S11)と、この移動パラメータを用いて測定データのアライメント補正を行って、補正済測定データを生成するアライメント補正工程(S5、S8、S12)と、補正済測定データと複数の関数との偏差を形状誤差として算出する形状誤差算出工程(S13)と、を備える形状測定方法を用いる。
(もっと読む)
物品の表面性状判定方法
【課題】 物品の表面の筋目の存在を容易かつ精度良く判定できるようにする。
【解決手段】 第1工程で、物品の表面の位置に対する高さの関係を示す第1の曲線(粗さ曲線)を相互に平行な複数の測定ラインに沿って測定し、第2工程で、第1の曲線をフーリエ変換することで物品の表面の凹凸の周波数に対する振幅の関係を示す第2の曲線に変換し、第3工程で、複数の第2の曲線のピークの重なり状態に基づいて物品の表面に測定ラインに交差する方向の筋目が存在するか否かを判定するので、複数の測定ラインに沿って第1の曲線を求める始点位置がずれても筋目の存在を確実に判定することができ、しかも第2の曲線のピークの高さから筋目の深さあるいは高さを求めることができる。
(もっと読む)
隙間測定装置
【課題】粘土を不要にして測定精度を高めることができ、測定者によるばらつきを回避できる隙間測定装置を提供する
【解決手段】本体部4と、該本体部4に配設された計測子5とを含み、前記本体部4と計測子5との合算値Cにより隙間を測定する隙間測定装置3であって、
前記計測子5は前記合算値Cが変化するように前記本体部4に移動可能に配設されている。
(もっと読む)
産業機械
【課題】 制御装置の機種の増加を抑えることができてコスト増を防止できる産業機械を提供する。
【解決手段】 三次元測定機1は、複数の軸方向へ制御対象物を移動させる移動機構2と、移動機構2に接続されて移動機構2を各軸方向に制御する各軸の制御信号を送受信する第1ポート321と第2ポート322と第3ポート323とを有し、移動機構2を制御する制御装置3とを備えるものであって、制御装置3は、各軸の制御信号を生成する制御信号生成部324と、各ポート321〜323で送受信する各軸の制御信号をそれぞれ設定させる設定部325とを備える。
(もっと読む)
接触トリガー測定プローブ
工作機械などの座標位置決め装置のための測定プローブ(2)が、記述される。プローブハウジング(4)に撓み可能に設置される触針ホルダー(10)を含む。プローブハウジングに対する触針ホルダーの撓みを感知するために、1つ以上のセンサー(20)が設けられる。1つ以上のセンサー(46)により感知された撓みが撓みしきい値などのトリガー条件を満たしている時には、プロセッサ(22;40)は、トリガー信号(T)を生成する。プローブは、測定プローブの加速度を測定するための加速度計(28)も含む。プロセッサにより適用されるトリガー条件は、加速度計(28)により測定された加速度に応じて使用中に変更可能である。この方法において、誤トリガーは抑制される。 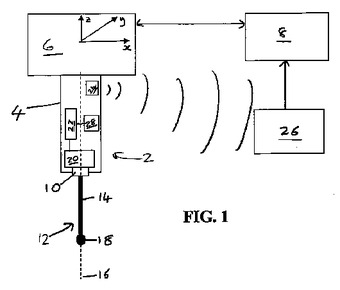 (もっと読む)
(もっと読む)
測定機
【課題】触針や接触子を破壊したり被測定物の測定対象部に傷をつけたりすることなく清浄な測定対象部を確保でき、測定の信頼性を向上させることができる測定機を提供する。
【解決手段】プローブ6と被測定物とを相対変位させながら被測定物の測定対象部Wにプローブ6を接触させ、そのときの相対変位量から被測定物の寸法等を測定する測定機であって、エアを供給または吸引するエア制御手段9を備え、プローブ6は、被測定物の測定対象部と当接される接触子61が先端に設けられた触針62と、エア制御手段9に接続され接触子61近傍にエアを噴出または接触子61近傍からエアを吸引する洗浄手段64と、を備え、洗浄手段64は、触針62と略同じ方向にエアを噴出または吸引することを特徴とする測定機。
(もっと読む)
基準位置校正治具、外形測定装置、外観検査装置、測定対象物保持装置、基準位置校正方法、外形測定方法、及び外観検査方法
【課題】本発明は、接触式の測定装置と、撮像装置を用いた測定装置との間で、両者間の基準位置の校正を正確且つ容易に実行できる、基準位置校正治具、外形測定装置、外観検査装置、測定対象物保持装置、基準位置校正方法、外形測定方法、及び外観検査方法を実現する。
【解決手段】本発明による基準位置校正治具は、測定対象物に接触して形状を測定する接触式形状測定装置、及び測定対象物の画像を取得して形状を測定する画像認識形状測定装置において基準位置を校正するための基準位置校正治具であって、平坦面と、当該平坦面に形成されており、当該平坦面に垂直な周縁壁を有する円形の凹部又は円柱と、を備える。外形測定装置、外観検査装置、測定対象物保持装置は、当該基準位置校正治具を備える。基準位置校正方法、外形測定方法、及び外観検査方法は、これらの基準位置校正治具、外形測定装置、外観検査装置、又は測定対象物保持装置を用いる。
(もっと読む)
1 - 8 / 8
[ Back to top ]