
Fターム[2F069AA53]の内容
測定手段を特定しない測長装置 (16,435) | 測定内容 (3,272) | 形状パラメーター (256) | 曲率;曲率半径 (23)
Fターム[2F069AA53]に分類される特許
1 - 20 / 23
R形状計測装置、R形状計測方法及びR形状計測プログラム
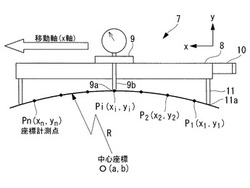
【課題】R1,000以上、特にR10,000以上の大径を有する被測定物のR形状を高精度に計測することができ、かつ、持ち運びができるようなR形状計測装置並びにR形状計測方法及びR形状計測プログラムを提供する。
【解決手段】被測定物上の少なくとも3点における座標値を測定する手段と、測定された前記座標値に基づいて、R形状の中心値(a,b)及び半径Rを、A=−2a、B=−2b、C=a2+b2−R2と置換した場合に、該A、B及びCのそれぞれを変数として、円の一般式の残差平方和を示す式を偏微分してなる連立方程式から取得するR形状算出手段と、を含む。
(もっと読む)
鉄道軌道の曲率・曲線半径測定方法

【課題】測定範囲を低速域にまで広げることができる鉄道軌道の曲率・曲線半径測定方法を提供する。
【解決手段】鉄道軌道の曲率・曲線半径測定方法において、軌道検測車に角度計をセットし、この角度計により計測した情報に基づいて鉄道軌道の2点の接線の相対角度を求め、一方、前記軌道検測車に車輪回転計をセットし、この車輪回転計により計測した情報に基づいて前記鉄道軌道の2点間の距離を求め、前記鉄道軌道の2点間の相対角度及び前記鉄道軌道の2点間の距離を所与の計算式に代入して計算結果を求め、この計算結果にローパスフィルタ処理を施す。
(もっと読む)
金属板の面歪みの評価方法、金属板の面歪みの評価値演算装置及びプログラム
【課題】評価対象の金属板の面歪みを直接的、定量的に評価できるようにする。
【解決手段】測定装置200により取得された金属板1の表面形状の計測値を入力とし、補間部102において、測定装置200による計測値を直交格子状に補間した上で、ガウス曲率計算部103において、直交格子点上の値、すなわち測定装置200による計測値が直交格子点上にあればその計測値、測定装置200による計測値が直交格子点上になければ補間計算値を用いてガウス曲率を計算する。
(もっと読む)
曲形部材の加工完成度評価システム及びその方法
【課題】加工中又は加工済みの曲形部材の曲面成形過程で曲面の加工精度を確認し、加工後の形状を評価し判断できる曲形部材の加工完成度評価方法を提供する。
【解決手段】本発明に係る曲形部材の加工完成度評価方法は、計測装置により加工中又は加工済みの曲面形状を計測する段階と、計測された曲面形状のデータと設計された曲面形状のデータを入力して表面及びポイントを生成する段階と、船体製造工程のマージン部位及び面取り作業の特定の制約条件を反映して設計された曲面形状と計測された曲面形状とを整合する曲面整合段階と、曲面間の誤差量を計算する段階と、曲面形状の加工完成度を評価する段階とを含む。
(もっと読む)
軌道位置データ付与システム及び軌道位置データ付与方法
【課題】軌道上を走行する車両に設置されたセンサから時系列的に出力される検査値データを軌道位置データと対応付けるのに際して、少ない処理で簡単に行うことができるようにする。
【解決手段】検査値データと同期して、車両上に設置された角速度センサによってヨー角速度を表す角速度データを順次取得して検査値データと共に時系列的に保存し、前記保存した角速度データの中で処理するべき範囲である処理区間を必要に応じて決定し、処理区間における角速度データと軌道管理図の曲線線形図とを比較することにより、処理区間における角速度データと軌道管理図の軌道位置データとの対応付けを行い、軌道位置データと対応付けられた角速度データに基づき、該角速度データと同期する検査値データを該軌道位置データと対応付ける。
(もっと読む)
ユークリッド対称性認識システム、方法及びプログラム
【課題】対象物品の計測メッシュからユークリッド対称性認識を行うユークリッド対称性認識システムを提供する。
【解決手段】本発明は、計測メッシュに対してメッシュ各頂点の主曲率を計算し、メッシュ各頂点の主曲率を用いて、平面領域の境界近傍にある頂点集合を特徴領域として抽出し、特徴領域群から形状が一致するシード特徴領域ペアを抽出し、ICP法とRegion Growing法により同一の変換パラメータでマッピング可能な頂点ペアを逐次的に各シード特徴領域に追加することで特徴領域ペアを拡大し、互いにユークリッド対称な領域ペアとそれらの変換パラメータを抽出し、ユークリッド対称な領域ペアから平面反射、回転若しくは平行移動で表現できる領域ペアを見出し、当該領域ペアと共に対称性を表現するシステムを特徴とする。
(もっと読む)
トロイダル面評価方法
【課題】トロイダル面の形状を表す曲率半径等のパラメータを精度よく算出する。
【解決手段】評価対象のトロイダル面を三次元測定器等を用いて形状測定し、2つの曲率半径や軸の回転・傾きの実測値を求める(S1、S2)。次いで、2つの曲率半径、軸の回転・傾きの仮値を、理想面を与える仕様値を基準とした公差の範囲で変化させ、その仮値と実測値との差のPV値が最小となるような仮値をそれぞれ求める(S3〜S6)。そうして最終的に求まった、2つの曲率半径、軸の回転・傾きの仮値を、評価対象のトロイダル面の形状を表す値として出力する(S7)。
(もっと読む)
流量測定システムの取り付け寸法を測定するシステム及び方法
【課題】
【解決手段】方法は、パイプの所定の部分の外周面の複数の位置の各々で第1の装置によって曲率半径を測定することを含む。第2の装置は、パイプの所定の部分の外周面に沿った複数の位置に取り外し自在に結合される。第2の装置によって、パイプの所定の部分の外周面の複数の位置の各々で壁厚が測定される。パイプの所定の部分の外周面の複数の位置の各々における曲率半径及び壁厚を含む測定データに基づいて、パイプの所定の部分の横断面面積が測定される。
(もっと読む)
金属リングの湾曲度を測定する方法およびその装置
【課題】金属リングの局所的なうねり成分を抽出して、金属リングの形状を高精度に測定できる金属リングの湾曲度を測定する方法およびその装置を提供すること。
【解決手段】リング湾曲度測定方法は、金属リングに複数の測定点を設け(ステップS1)、一対の支持ローラに掛け渡す手順(ステップS2)と、金属リングの一側端縁の一部を直線状にクランプする保持手順(ステップS3)と、各測定点での変位量を測定する測定手順(ステップS4)と、金属リングを測定対象区間だけ移動させる移動手順(ステップS5)と、仮想空間上に、測定点を1つずつずらしながら(ステップS8)、金属リングの1周分に亘る各測定点での変位量を切り採る切り採り手順(ステップS9)と、切り採られた金属リングの1周分に亘る各測定点での変位量に基づいて、金属リングの湾曲度を算出する手順(ステップS10)と、を備える。
(もっと読む)
鉄道建築限界測定方法およびその測定装置
【課題】軌道計測データを用いて当該箇所の実曲線半径とカントを算出し、軌道の形状に応じて構造物と車体との離れを正確に算出する鉄道建築限界測定方法およびその測定装置を提供する。
【解決手段】軌道と地上構造物との線路横方向の離れを測定する鉄道建築限界測定方法であって、前記軌道と地上構造物との離れの他に当該軌道上で一定間隔に測定された通り変位を差分法により実測し、水準変位を鉄道車両の台車位置におけるカントにより実測し、前記通り変位及び水準変位の実測値に基づいて当該軌道の局所的な曲率および軌道面の傾斜角を算出する。
(もっと読む)
情報処理方法、情報処理装置およびプログラム
【課題】 金型部品のような物品を検査する際、物品の実測により得られた点群データと、物品に関する規定の設計データとの関連付けに誤りが生じることを防止する。
【解決手段】 部品に関し規定された設計データの面の形状を表す特徴値と、部品の実測により得られた点群データについて算出した特徴値とを対比することにより、点群データと設計データの面とを関連付ける。
(もっと読む)
物体形状検査装置及び物体形状検査方法
【課題】 被測定物(例えば自動車用ガラス又はその検査用枠材)の形状を高精度に検査することができる物体形状検査装置の提供。
【解決手段】 被測定物の2点以上の測定点についての少なくとも鉛直方向に関する位置情報を、接触方式又は非接触方式の測定手段を用いて取得する物体形状検査装置60において、被測定物の各測定点に対応する各測定位置に、測定手段を案内する案内機構66と、測定手段62bの測定データを、測定手段の水面に対する移動軌跡に関する事前取得情報に基づいて補正して、各測定点の鉛直方向の位置情報を生成するデータ処理装置80と、を備えることを特徴とする。
(もっと読む)
歪評価装置及び歪評価方法
【課題】 被測定面における歪を定量的に評価可能な歪評価装置を提供する。
【解決手段】 被測定面の三次元計測データに基づいて歪の評価を行う歪評価装置40であって、被測定面の凹凸を表す断面の二次元計測データを2次微分して、断面の曲率データを導出する2次微分手段41と、基準値からの上限値及び下限値の範囲によって曲率データに関する設定許容範囲を設定する許容範囲設定手段43と、曲率データのうち設定許容範囲を超えるデータを、断面における歪を表す歪データとして抽出する歪データ抽出手段42とを備える。
(もっと読む)
ターボ機械ローラベアリングのローラの円筒部とテーパとの間の接続部ゾーンの外形検査方法
【課題】ベアリングローラの円筒部とテーパとの間の接続部ゾーンの外形が検査されることを可能にする方法を提案する。
【解決手段】表面外形は、ローラのテーパに対応する第1のゾーンと、円筒部とテーパとの間の接続部に対応する第2のゾーンと、ローラの円筒部に対応する第3のゾーンとにより、幾何学的に画定される。この方法は、ローラの表面外形を測定すること100と、測定された外形の1次微分の計算200に基づいて、ローラの幾何学的なゾーン毎に、測定された外形の1次微分をモデル化する線分を計算すること300と、線分を1次微分することによりローラの表面外形の曲率半径を計算すること400と、計算された曲率半径の連続性を検証するため、計算された曲率半径を所定のしきい値と比較すること500とを含む。
(もっと読む)
走査型プローブ顕微鏡の探針先端評価方法
【課題】 使用中の探針の先端が摩耗したとき探針先端の太さの劣化を簡易な手順で評価できる走査型プローブ顕微鏡の探針先端評価方法を提供する。
【解決手段】 この走査型プローブ顕微鏡の探針先端評価方法は、寸法が既知のV字状の溝A1が形成された基準試料11について探針12A,12Bで溝A1を測定する測定ステップS13と、この測定ステップで得られた測定データに基づき探針の先端の太さを推定する推定ステップS15とから構成される。
(もっと読む)
含水性眼用レンズの製造方法
【課題】 含水性眼用レンズを切削加工で製造するに際して、良否判定を含む作業効率の向上を図ることを目的とする。
【解決手段】 所定の乾燥状態としたレンズブランクスを、一方のレンズ面を切削加工した後、乾燥状態で第一のレンズ面測定工程と第一の良否範囲を実施する。続いて、第二のレンズ面を切削加工した後、乾燥状態で第二のレンズ面測定工程と第二の良否判定を実施する。更に、第一及び第二のレンズ面の切削加工後に、乾燥状態でレンズ厚さの測定工程とその良否判定工程を実施する。このように、切削加工と加工精度の良否判定を並行して実施することにより、途中の加工段階で不良発生した場合には、その後の加工を実施することなく不良廃棄することで加工効率を向上せしめ得た。
(もっと読む)
形状測定機の検査・校正アーティファクト
【課題】 形状測定機が被測定物の被測定面の形状周波数成分をどの程度正しく測定することができるかを検査・校正することができ、複数個の同じ形状のものを高精度に作製することができ、値付けや検査・校正の際の設置状態の把握や測定に好適な形状を有する、形状測定機の検査・校正に用いるアーティファクトを提供する。
【解決手段】 要素アーティファクト10は、互いに平行な一対の端面12,14と、一対の端面12,14の間に延在する外周面16とを有する。外周面16は、一対の端面に対して直角に延在する円筒面又は平面に含まれる基準部を含む。少なくとも一方の端面12は、円弧状又は直線状に延在する1又は2以上の溝22,24,26と、平面部分とを有する。溝22,24,26は、溝幅が溝深さの20倍以上である。
(もっと読む)
道路線形自動測量装置
【課題】いかなる環境下であっても、自車両の位置及び走行している道路の曲率を自動的に得ることができる道路線形自動測量装置を得る。
【解決手段】複合慣性測量部3がGPS衛星及びGPS基準局10からの電波を受信できる道路では、GPS信号及びGPS補正信号に基づく移動車両7の位置データに基づいて加速度の誤差、角速度の誤差、姿勢角の誤差、慣性位置の誤差、慣性速度の誤差を逐次推定し、また、GPS衛星及びGPS基準局10からの電波を受信できない道路では車速計5からの速度に基づいて各誤差を推定する。そして、データ処理部が複合慣性測量部3からの位置、方位角、姿勢角に基づいて道路の曲率半径、縦横勾配を求めて表示又は蓄積する。
(もっと読む)
パイプラインの形状計測評価方法及びその装置
【課題】 重力鉛直偏差による重力誤差を極力抑え、長距離の測定でも十分な精度を確保することの可能なパイプラインの形状計測評価方法及びその装置を提供する。
【解決手段】 ピグ本体を静止状態として静止状態における加速度計の加速度データを取得し、その加速度データから重力方向を求め、この重力方向と地上の現在地点における緯度とから、パイプラインの線形形状の計測を開始する際に必要なピグ本体の初期姿勢角を算出し、この初期姿勢角を、加速度データから求められる重力方向と地球を密度一様な楕円体と仮定した場合の重力方向との偏差に基づく補正角によって補正し、その補正後の初期姿勢角を用いてパイプラインの線形形状を求める。
(もっと読む)
パイプラインの形状計測評価方法及びその装置
【課題】 長距離の計測においても精度の高い線形計測が可能なパイプラインの形状計測評価方法及びその装置を提供する。
【解決手段】 パイプラインの始点及び終点におけるピグ本体の姿勢を予め取得しておき、始点におけるピグ本体の姿勢に対して、ピグ本体の走行によって得られた姿勢変化角を順次累積して始点から終点までの順方向の姿勢データを求めるとともに、終点におけるピグ本体の姿勢に対して、ピグ本体の走行によって得られた姿勢変化角を順次累積して終点から始点までの逆方向の姿勢データを求め、順方向の姿勢データと逆方向の姿勢データとを用いて姿勢誤差を低減した姿勢データを再計算し、再計算後の姿勢データを用いてパイプラインの線形形状を求める。
(もっと読む)
1 - 20 / 23
[ Back to top ]