
Fターム[3B153DD32]の内容
ロープ又はケーブル一般 (6,360) | 製造方法/装置 (499) | 機械又は装置の細部 (194) | 目板又は反転目板 (6)
Fターム[3B153DD32]に分類される特許
1 - 6 / 6
コード製造装置及びコード製造方法
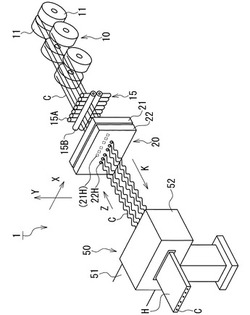
【課題】長手方向に沿って癖付けされるコードの癖付け形状の縦横比や寸法を変更できるようにし、楕円形状をなす螺旋状コード等を製造する。
【解決手段】コードCを癖付け装置20の互いに対向する固定及び可動癖付け体21、22の貫通孔21H、22Hを順に通過させる。その際、移動装置により可動癖付け体22を固定癖付け体21に沿って移動させて、互いの貫通孔21H、22H同士を偏芯させ、偏芯した貫通孔21H、22H間で通過するコードCを屈曲変形させて癖付けする。また、移動装置に、可動癖付け体22をX方向とY方向に変位させる第1と第2の変位機構を設け、これにより可動癖付け体22を両方向に同期して各々設定された変位量を往復変位させ、両方向の変位に連動して可動癖付け体22を連続して移動させて、通過するコードCに癖付けを施す。
(もっと読む)
撚線導体及びその製造方法

【課題】同一素線を同一円周上に配置し、該素線内に空洞部を有する撚線導体よりも、空洞部がつぶれ難く、かつ、口径の大きな撚線導体を提供する。
【解決手段】複数本の線材に撚りを掛け、圧縮成形した撚線導体1であって、外層2を、2種類の素線5、6を同一円周上に交互に配設して構成し、一方の種類の素線5の外周部を、他方の種類の素線6の外周部よりも硬く形成した。
(もっと読む)
極細撚線の製造方法及び製造装置
【課題】 設備費を抑えつつ小さなスペースにて効率良く高品質の極細撚線を製造することが可能な極細撚線の製造方法及び製造装置を提供する。
【解決手段】 本発明の極細撚線の製造方法は、複数本の極細導体Sa,Sbを撚り合わせて極細撚線Yとする極細撚線の製造方法であって、極細導体Sa,Sbが巻かれた複数個のサプライリール21をクレードル12の上に配置し、クレードル12を回転させながらキャプスタン31で各サプライリール21から極細導体Saを引き出し、各サプライリール21から繰り出される極細導体Sa,Sbを、目板24に形成された導体ガイド孔26及び中心線ガイド孔25を通してダイス27で集線させて撚り合わせ、極細撚線Yとする。
(もっと読む)
撚り線機および撚り線の被覆方法
【課題】 ゴム被覆が十分に施された撚り線を形成することが可能な撚り線機を提供することにある。
【解決手段】 撚り線機22において、ボビン14A〜Cから引き出された複数本の線材18A〜Cは、ボビン14A〜Cと線材引出方向(X方向)に離間した位置に配置された回転体30の回転によってその線材引出方向(X方向)を回転軸とした回転力が加えられて撚り線となる。従って、複数本の線材18A〜Cの撚り点26よりもボビン14A〜Cでは、複数本の線材18A〜Cは回転しない。これにより、ゴム被覆部28において複数本の線材18A〜Cに未加硫ゴム88を被覆する際に、複数本の線材18A〜Cが未加硫ゴム中を横切る動きをしないので、複数本の線材18A〜Cの間に十分に未加硫ゴム88が充填され、また、各線材18A〜Cの表面にも未加硫ゴム88が十分に付着される。
(もっと読む)
2度撚集合機
【課題】素線に撚り返しが確実に付与せられかつ撚線の直線性が失われないようにする。
【解決手段】2度撚集合機は、各素線(W1)に撚時に発生する素線(W1)のねじりを打ち消す程度の撚り方向と逆方向のねじりを予め与えるねじり手段を備えており、前記ねじり手段は、全素線供給ボビン(9)の上方位置において左右側枠部(3) (4)に渡し止められかつ各フライヤ回転中心垂直軸(42)の上方に素線通過孔(45)を有しかつフライヤ(40)の下端環部(39)の素線(W1)を通過孔(45)を介して目板(18)に案内する水平素線ガイド部材(46)を有している。
(もっと読む)
ケーブル媒体を形成するための方法及び装置
【課題】 ケーブルが高ケーブル密度で供される場合の外来漏話の減少のような、多くの作動上の高いパフォーマンス基準を満たすことができるケーブル媒体を提供する。
【解決手段】 ケーブル媒体1を形成するための方法は、第1及び第2の導電部材11,13を含む線対を用意することを含んでいる。該第1及び第2の導電部材の各々は、導体と該導体を囲繞する絶縁カバーとをそれぞれ含んでいる。該第1及び第2の導電部材は互いに巻き付けて撚線対3を形成し、該撚線対は、その長さに沿って意識的に変わる撚り長さを有している。この方法は、線対撚り調整装置を使用して前記線対に意識的に変えられる仮撚りを与えること、及び前記線対撚り調整装置の下流側にある線対撚り装置を使用して前記線対に追加の撚りを与えることを含みうる。
(もっと読む)
1 - 6 / 6
[ Back to top ]