
Fターム[3C002KK01]の内容
工作機械における自動工具交換 (1,802) | 交換対象 (284) | 工具 (251)
Fターム[3C002KK01]の下位に属するFターム
Fターム[3C002KK01]に分類される特許
1 - 20 / 159
数値制御装置及び制御方法
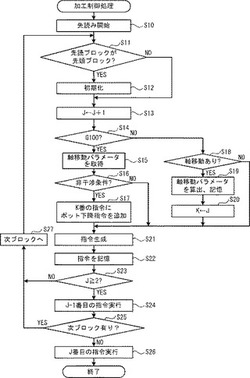
【課題】工具が被加工物やジグに干渉しない場合のみ工具を待機位置まで工具交換前に移動できる数値制御装置及び制御方法を提供する。
【解決手段】CPUは加工プログラム中に軸移動指令がある場合、主軸ヘッドの軸移動パラメータを算出しRAMに記憶する(S19)。軸移動パラメータは次工具の送り軸毎の最小座標値と最大座標値である。加工プログラム中に工具交換指令がある場合、工具交換前の軸移動を指示するブロックの軸移動パラメータをRAMから取得する(S15)。工具が被加工物又はジグ装置に干渉する領域を示す干渉パラメータは不揮発性記憶装置に記憶されている。干渉パラメータに基づき、軸移動パラメータが非干渉条件を満たすか否か判断し(S16)、非干渉条件を満たす場合(S16:YES)、工具交換前の軸移動指令にポット加工指令を追加する(S17)。
(もっと読む)
立形マシニングセンタ

【課題】工作機械のサイズを大きくすることなく、テーブルの上方空間を広く開放して、段取り作業中にワークなどが主軸頭と干渉しないようにした立形マシニングセンタを提供する。
【解決手段】ベッド3の加工領域外の工具交換位置に主軸頭9を移動させて工具交換を行う工具交換装置20と、ワークの段取りを行うための段取りモードが選択されたとき、主軸頭9を工具交換領域に移動させる段取機能を有する制御装置26とを具備する。
(もっと読む)
工作機械及びモータ制御方法
【課題】カム機構を駆動するモータに必要以上の電流が流れることを防止でき、モータの温度上昇を防止することができる工作機械及びモータ制御方法を提供する。
【解決手段】マシニングセンタの制御装置60は、工具交換動作において工具交換アーム30を垂直移動させる高負荷動作の場合に、リレー93を切り替えて抵抗Rが無い経路を選択し、工具交換モータ27へ高電流を通電する。また制御装置60は、工具交換アーム30を旋回させる低負荷動作の場合に、リレー93を切り替えて抵抗Rが有る経路を選択し、工具交換モータ27への電流を低減する。また制御装置60は、高負荷動作と低負荷動作との切替タイミングを予め切替タイミングテーブルとして記憶しておき、工具交換動作の開始からの経過時間をタイマにて計時して、経過時間が切替タイミングに達した場合にリレー93の切り替えを行う。
(もっと読む)
自動工具交換装置の芯出し方法及び芯出し治具
【課題】ATCアームの芯出し作業の作業性を向上させることが可能な自動工具交換装置の芯出し方法及び芯出し治具を提供する。
【解決手段】治具本体にファイバセンサ5を設け、治具本体をATCアーム2の工具把持部3で把持し、主軸を主軸中心線が直交する平面上で軸移動させて、ファイバセンサ5の検査光で主軸6の端面6aを走査した時の受光量の変化を機外のアンプで確認し、受光量が変化した時点の主軸6の座標に基づいてATCアーム2を芯出しするので、機内作業が排除され、芯出し作業の作業性を向上させることができる。
(もっと読む)
ツールホルダ
【課題】格納された工具の容易かつ迅速な取り外しを可能とする。
【解決手段】ツールホルダは、工具1をその外周で保持する支持部2と、耐力部材42を含む工具保持手段4とを含み、耐力部材42は、ツールヘッド11において、支持された工具1の長手方向の一端で工具1と係合するよう適合されているか、支持された工具1の長手方向の一端でツールヘッドの外周部分を支持できる。工具保持手段4は、ツールヘッド11における係合/支持を解除するため、支持部2から離れる方向に移動可能である。
(もっと読む)
改善された工具交換装置
【課題】異なるタイプの工具ホルダーの使用を可能にする工具交換装置を提供する。
【解決手段】工具交換装置は、フィンガーに一体につながれたヒンジを中心にフィンガーの少なくとも1つが回転運動することによって工具ホルダーを把持する、把持手段としての少なくとも2つのフィンガーと、軸を中心に回動するシャフトにさらに取り付けられている、フィンガーの少なくとも一端の上にフィンガーを備える支持構造体として作用するアームと、運動を伝える少なくとも1つのアクチュエータと、を備える。工具交換装置は、カムの一面上にフィンガーに設けられた従動部を収容する少なくとも1つの溝を備える少なくとも1つのカムをさらに備える。カムは、直線の移動運動を伝えるために、アクチュエータによって駆動される。カムは、溝によって、ヒンジを中心にした回転運動をフィンガーに伝える。
(もっと読む)
工作機械の工具取扱い装置
【課題】本発明は、技術的に簡単に構成され、小さな空間で工具交換器の十分に長い移動距離を可能とする、工作機械の工具取扱い装置を提供する。
【解決手段】本発明は、工具の移送のための移送位置(7)を有する工具マガジン(5)を有し、該移送位置と交換位置の間で移動可能な工具交換器(33)を含み、該工具交換器が回転可能な二重把持部(36)と、該工具交換器(33)が取り付けられる基礎(10)上で移動可能な支持構造(20、31)を有している、工作機械の工具取扱い装置に関する。機械上の狭い空間での速い工具交換を実現するために、支持構造は、基礎(10)上で同じ方向にスピンドル駆動装置によって変位される上方スライド(31)と下方スライド(20)を有し、単一の駆動モータ(40)が2つのスピンドル駆動装置を駆動するために設けられている。
(もっと読む)
加工機械のツール交換装置
【課題】加工機械のツール交換装置の提供。
【解決手段】加工機械のツール交換装置は、軌道盤、ツール盤、及び複数のクランプアームを包含し、該軌道盤は、その周縁に案内溝を有し、該軌道盤上部に位置する該案内溝は半円態様を、該軌道盤下部に位置する該案内溝は、半楕円態様を呈する。該ツール盤は、該軌道盤の一側に位置し、該案内溝に対向し、並びに軌道盤に対して回転し、該ツール盤周縁に放射状に等距離に支持アームが設けられる。該クランプアームは該支持アームに枢接されてツールを挟持し、該クランプアームに該案内溝に収容される位置決め球体が設けられる。該支持アームが該軌道盤下部に接近する時、それに連結されたクランプアームが外向きにスイングし、該クランプアームとその隣のクランプアームの間に比較的大きな間距を形成させ、ツール取付時に両側のクランプアームの干渉と衝突を防止してツール交換エラーの確率を減らし、ツール交換にかかる時間を節約する。
(もっと読む)
工具交換装置、及び工具交換装置を備える工作機械
【課題】コラムの位置決め制御の精度低下を防ぐことができ、且つ工具交換に要する時間の増大を防ぐことができる工具交換装置及び工具交換装置を備える工作機械を提供する。
【解決手段】工作機械のベース20上に移動可能に設けられるコラム28と、コラムに昇降可能に設けられる主軸ヘッド32と、主軸ヘッドに回転可能に支持され、工具ホルダを着脱可能に保持する主軸と、工具ホルダを把持する把持部を有する複数のグリップアーム70と、外周に複数のグリップアーム70が設けられ、コラム28に一軸線を中心に回転可能に支持される保持チェーン72とを備え、保持チェーン72の回転によって複数のグリップアーム70の把持部が把持する工具ホルダを主軸の下端部に装着可能な位置に割り出す工作機械12の工具交換装置10において、保持チェーン72が、コラム28の外周を囲う環状に形成されるように構成する。
(もっと読む)
工作機械及び制御方法
【課題】大径工具と交換アームとの接触を回避し、工具を交換する時間を短縮する工作機械及び工具を交換する動作を制御する制御方法を提供する。
【解決手段】加工軸9に装着された工具24及び工具ポット31に格納された工具24がいずれも標準工具である場合に、工具ポット31が交換アーム18に接近する動作と加工軸9(軸台3)が交換位置に移動する動作とを並行的に実行する。標準工具は小型なので交換アーム18に接触せず、交換時間を短縮することができる。
(もっと読む)
工作機械及び工具交換方法
【課題】工具交換の際に加工軸及び工具交換アーム等と工具との干渉を避けることができると共に、工具交換に要する時間を短縮することができる工作機械及び工具交換方法を提供する。
【解決手段】工具情報テーブルに各工具が標準工具又は大径工具のいずれであるかを記憶しておく。マシニングセンタは、工具交換を行う際に工具情報テーブルを読み出して次工程の工具が標準工具又は大径工具のいずれであるかを判断し、工具マガジンにて次工程の工具を収容位置から交換待機位置へ移動する際に、標準工具を高速で移動し、大径工具を低速で移動する。これにより工具交換の際の大径工具及び工具交換アームの干渉が回避でき、主軸ヘッド及び工具交換アーム等の交換位置への移動と、次工程の工具の交換待機位置への移動とを並行して行うことができる。
(もっと読む)
工作機械及び工具交換方法
【課題】重い工具の移動の際に発生する衝撃を抑制することができると共に、現工程の加工と次工程の工具の移動とを並行して行って、工具交換に要する時間を短縮することができる工作機械及び工具交換方法を提供する。
【解決手段】工具情報テーブルに各工具の重量情報を記憶しておく。マシニングセンタは、工具交換を行う際に工具情報テーブルを読み出して次工程の工具が標準工具又は重い工具のいずれであるかを判断し、工具マガジンにて次工程の工具を収容位置から交換待機位置へ移動する際に、標準工具を高速で移動し、重い工具を低速で移動する。これにより工具の移動に伴う衝撃を抑制することができ、主軸に装着された工具による加工と、工具マガジンにおける工具の移動とを並行して行うことができる。
(もっと読む)
工具交換装置
【課題】交換アームの動作前の待機時間を適正化し、工具交換時間を含めた加工所要時間を短縮することが可能な工具交換装置を提供することを目的とする。
【解決手段】工具3を保持して循環移動する複数の工具ポット6を有する工具マガジン4と、主軸20を支持する主軸ヘッド2に設けてあり、主軸ヘッド2と共に上昇、下降する交換アーム5とを備える工具交換装置において、工具マガジン4の下部で交換位置に工具3が移動した後、この工具3に対応させて定めた待機時間の経過を待って交換アーム5が動作し、工具ポット6と主軸20との間で工具3を交換するように構成する。
(もっと読む)
工具交換装置
【課題】工具交換時間を効果的に短縮し、工具交換時間を含めた加工所要時間の短縮を図ることが可能な工具交換装置を提供することを目的とする。
【解決手段】工具3を保持して循環移動する複数の工具ポット6を有する工具マガジン4と、主軸20を支持する主軸ヘッド2に設けた交換アーム5とを備える工具交換装置において、循環移動により割出位置に位置決めした工具ポット6を、工具ポット6の揺動により、割出位置と交換位置との間の中間位置に位置決めできるようにし、前工具での加工中に次工具を中間位置に移動させておく。
(もっと読む)
工作機械及び工具交換方法
【課題】加工軸に装着する工具を、大径工具から標準工具に短時間で交換することができる工作機械及び工具交換方法を提供する。
【解決手段】標準工具(4番)による加工が終了した後、加工軸9に装着した標準工具(4番)を標準工具(6番)に交換する。工具マガジン10を回転し、大径工具(5番)を開口10bに位置決めする。標準工具(6番)を大径工具(5番)に交換する。大径工具(5番)による加工を行う。標準工具(6番)は大径工具(5番)の工具ポット31に収容される。標準工具(6番)は開口10bに位置決めされる。大径工具(5番)による加工が終了した後、大径工具(5番)から標準工具(6番)に交換する。
(もっと読む)
砥石摩耗補正機能を備えるマシニングセンタ
【課題】耐熱合金などの難削材を研削した際の砥石磨耗量の補正手段を提供する。
【解決手段】砥石の外周及び端面をドレスするユニットと、砥石を含む工具の直径を測定するユニットと、砥石を含む工具の突き出し長さを測定するユニットと、研削条件値に対応する砥石半径減少量を、砥石の仕様と被削材の組み合わせに対応させて格納している砥石半径減少量データベースユニットと、工具の仕様と形状情報を格納している工具形状情報データベースユニットと、工具と被削材および仕上げ精度の組み合わせで加工条件を格納しているデータベースユニットと、被削材の素材形状と加工後形状を入力する被削材形状入力ユニットと、工具経路・加工条件決定ユニットと使用工具決定ユニットと砥石半径減少量決定ユニットと、加工シミュレーションユニットとNCデータ出力ユニットを具備し、砥石の半径減少量をNCデータに補正して、加工する。
(もっと読む)
自動工具交換装置
【課題】クーラントや切粉の飛散防止を目的とした開閉シャッタの開閉が、ツールマガジンの旋回機能を利用して行われる構造簡易でコンパクトな自動工具交換装置を提供する。
【解決手段】砥石車2を保持する複数のツールハンド30を備えるツールマガジン5の周囲を囲繞し保護するマガジンカバー6の一部に、工具交換位置Pに開口する工具交換窓36が開設されるとともに、ツールマガジン5におけるツールハンド30の配設箇所の一つに開閉シャッタ34が設けられてなり、ツールマガジン5が工具非交換位置に回転停止している時、開閉シャッタ34がマガジンカバー6の工具交換窓36を閉止する配置構成とされている。これにより、開閉シャッタ34の開閉が、独立した開閉機構や装置を必要とすることなく、ツールマガジン5の基本動作である回転動作に連動して行われる。
(もっと読む)
数値制御工作機械、制御プログラム及び記憶媒体
【課題】工具交換サイクルを短縮できる数値制御工作機械、制御プログラム及び記憶媒体を提供する。
【解決手段】制御装置のCPUは、加工ブロックの1ブロックを読み込んで解釈する(S1)。このS1の処理では、CPUは、タイミングテーブルを参照して、各指令の内容と、実行タイミングを読み取り、タイミング順に指令の内容を並び替えて、制御装置のRAMに記憶する。CPUは、指令が工具交換指令と判断した場合(S3:YES)、工具交換動作を開始する(S4)。ここで、CPUは、Z軸上昇処理を実行する。Z軸上昇処理は、主軸ヘッドが現在位置から工具交換位置(ATC原点)まで上昇する処理である。主軸ヘッド7がR点まで上昇した場合に(S5:YES)、S1の1ブロック読み取り処理でRAM73に記憶した指令の内容にタイミングAで実行する指令がある場合には(S6:YES)、当該タイミングAで実行する指令の内容を実行する(S7)。
(もっと読む)
工具管理機能を備えた数値制御装置
【課題】 複数の工具マガジンで工具管理を効率よく行い、工作機械の加工待ち時間を短縮できる数値制御装置を提供する。
【解決手段】 数値制御装置は、加工プログラム中の次工具指令を実行し、工具番号を識別し、工具番号に対応するポット番号を検索し、ポット番号に対応するマガジン番号を識別する。次工具が格納されている方のマガジンの状態を検知し、そのマガジンが工具を割出可能な状態であるか否かを判定し、割出可能であれば、そのマガジンに割出指令を出力する。マガジン工具交換作業中につき、マガジンが割出不能な場合は、次工具と同じ工具グループに登録されている代替工具番号を検索し、代替工具を格納するマガジンに割出指令を出力する。
(もっと読む)
数値制御装置、制御プログラム及び記憶媒体
【課題】工具交換サイクルを確実に短縮できる数値制御装置、制御プログラム及び記憶媒体を提供する。
【解決手段】オリエント所要時間とZ軸原点上昇所要時間の差分である時間[Ts−Tz]を算出する。時間Tzよりも時間Tsが長い場合、主軸オリエント動作を開始するt4タイミングから時間[Ts−Tz]が経過するt6タイミングでZ軸上昇早送りDを開始する。Z軸上昇早送りDは、t7タイミングでZ軸送り速度の減速を開始する。主軸オリエント動作が完了するt8タイミングよりも時定数の1/2前のt7タイミングで、Z軸上昇早送りEを開始する。主軸オリエント動作が完了するt8タイミングにおいて、主軸ヘッドは減速することなく最高速度でZ軸原点を通過できる。
(もっと読む)
1 - 20 / 159
[ Back to top ]