
Fターム[3C022AA01]の内容
フライス加工 (3,690) | 特殊工作物のフライス削り一般 (411) | ワーク、被加工部 (84)
Fターム[3C022AA01]の下位に属するFターム
Fターム[3C022AA01]に分類される特許
21 - 34 / 34
切削加工部品の製作方法

【課題】切削加工部品の製作時に被削材を固定するのに用いていた固定治具は、部品毎に形状が異なり、平準化することができなかった。このような固定治具を不要とし、部品と、部品を支える柱とを被削材から一体で削り出す場合の加工方法を提供する。
【解決手段】部品と部品以外の被削材を結合する柱32−1,32−2の形状と長さを同一とし、かつ断面形状を長方形として、上下方向から見た場合に、交互あるいは順番に長手方向を変えて配置するようにし、更に柱の上下方向の高さを一定とし、一体で削り出すことができるようにすることで、被削材を固定するための専用の固定治具を不要とした。
(もっと読む)
被切削物の隅部R加工方法、及び、切削加工装置

【課題】被切削物の隅部に小径R加工を行う切削加工につき、段差部の発生を無くすことで、手仕上げを不要とし、作業工数・負担の低減、及び、加工コストの低減を可能とする技術を提案するものである。
【解決手段】大径工具により被切削物1に大径R加工された隅部を形成した後に、小径工具3を、その軸方向、さらには、前記軸方向と直角方向に向って移動させることで、前記隅部の小径R加工を実施する被切削物1の隅部R加工方法であって、前記小径工具3による小径R加工の際において、前記小径工具3の先端の最深位置Aの深さ座標位置D1は、前記小径工具3による小径R加工の終端位置Bの深さ座標位置D2よりも、深さDだけ深い座標位置に設定され、前記小径工具3の先端の深さ座標位置を、最深位置Aから終端位置Bに近づくに従って浅くさせるように、小径工具3を移動させる、被切削物の隅部R加工方法とする。
(もっと読む)
ゴルフクラブヘッドの製造方法
【課題】 ヘッド加工時におけるヘッドの位置決め及びヘッド加工を精度良く且つ簡便に行う。
【解決手段】 加工前ヘッド1a上の少なくとも一点の特定ポイントpの3次元座標を測定し、この特定ポイントpの3次元座標に基づいて基準姿勢とするためのヘッドの回転角度を求める。そして、基準姿勢に対応した加工データによりヘッド加工を行う。
(もっと読む)
回転工具
【課題】 工具先端とワークとの間に切粉等が入り込むのを有効に防止し、また、入り込んだ場合でもスムーズ、かつ確実に排出させる。
【解決手段】 回転工具20は、複数の切刃26が周方向に並ぶ切刃配設面24を有する。切刃配設面24の中央部分には突状部28が設けられ、この突状部28の周囲に、該突状部28との間に隙間Rを隔てて切刃の配設領域が設けられ、この領域に複数の切刃26が刃先部分を突状部28から工具先端側に所定寸法だけ突出させた状態で配設される。そして、突状部28の端面に、除屑用のエアを吐出するための吐出口が設けられている。
(もっと読む)
従動輪ハブユニットの製造方法
【課題】 製造コストを削減することができる従動輪ハブユニットの製造方法を提供する。
【解決手段】 転がり軸受2の軌道輪部材となるハブホイール3の軸端部7aに、底面H1と側周面H2とからなるくり抜き部Hを形成する従動輪ハブユニット1の製造方法において、回転駆動されるハブホイール3の粗形品3Aの軸端面7cに、当該粗形品3Aに対して偏心するエンドミルCの刃部C3を垂直に押し当て、エンドミルCを軸方向に移動させてくり抜き部Hの側周面H2及び底面H1の径外部H11を形成し、エンドミルCを径内方向に移動させてくり抜き部Hの底面H12の径内部H12を形成する。
(もっと読む)
光学素子の製造方法および光学素子
【課題】 切削加工により光学素子あるいは金型を製作する際、隣接する2つの加工面21の境界部22に段差を形成可能な光学素子の製造方法および光学素子を提供すること。
【解決手段】 回転軸11および回転軸11の軸線方向に交差する方向に突出した刃部12を備えたフライカッター10を回転軸10の軸線周りに回転させながら、切り込み方向および送り方向にフライカッター10と光学素子形成用の基材20とを相対移動させて、素子面を形成するための加工面21を形成する。加工面21の境界部22では、境界部22に対して回転軸11を直交する方向に向かせて隣接する2つの加工面21のうち、低い方の加工面21側を切削する。
(もっと読む)
光学素子の製造方法および光学素子
【課題】 放射状に配置された複数の加工面などを効率よく加工することのでき、さらに、隣接する2つの加工面の境界部にダレのない段差を形成可能な光学素子の製造方法、および光学素子を提供すること。
【解決手段】 フライカッター10を回転軸10の軸線周りに回転させながら、フライカッター10と基材20とを相対移動させて、素子面を形成するための加工面21を形成する。加工面21の境界部22では、境界部22に対して回転軸11を直交する方向に向かせて隣接する2つの加工面21のうち、低い方の加工面21側を切削する。フライカッター10と基材20との相対位置は、円柱座標系(Rw、θw、Yw)で表された条件で制御する。
(もっと読む)
工作機械におけるワークの加工制御方法
【課題】 箱形状ワークの内部にある所要の加工箇所を、工具とワークの非加工部位との干渉を確実に回避しながら、効率的に加工する。
【解決手段】 NC装置によって制御軸駆動手段26を作動させて、回転テーブル9をB軸回りに回転させると共に、回転テーブル9と主軸ヘッド12とをX、Y、Z軸方向に相対移動させ、回転テーブル9上に固定された箱形状ワークMの内部の円弧状加工部を主軸ヘッド12の主軸13に装着した工具Tにより加工する際、箱形状ワークMの側面の開口部を通して工具Tの先端を円弧状加工部の加工開始点に位置させた後、回転テーブル9をB軸回りに回転させながら、回転テーブル9に対して主軸ヘッド12をX、Z軸方向に相対移動させて、工具Tの先端を、前記加工開始点から加工終了点まで前記円弧状加工部に沿って移動させる。
(もっと読む)
フライスの位置を決定する方法とこの方法を実施するために決定された加工ヘッド
【課題】
物質のマイクロ構成に対するフライスの位置決定を本質的に簡略化する可能性を創作すること。
【解決手段】
この発明は、加工ヘッド(1)に対して、物質(2)のマイクロ構成に用いられるフライス(3)の位置の調整に関する。このためにフライス(3)は基準面(7)に設置され、フライス(3)の収容部(4)は加工ヘッド(1)に対するフライス(3)の軸方向移動性が達成されるように調整される。引き続いて加工ヘッド(1)は、基準面(7)に対する加工ヘッド(1)の所定距離が達成されるまで、基準面に対して下方に移行される。これによって所定距離は異なったフライス(3)のために僅かな費用により調整され得るので、特に加工ヘッド(1)の運動軌道のための修正値の計数的確認が省略される。
(もっと読む)
エンドミル、加工装置、切削方法及び、加工物
【課題】アルミニウム合金等の軟質材の側面、溝加工を、びびり振動なく、バリの発生を抑制し、高速高能率加工条件で高精度加工を可能とし、さらに、加工が容易で、品質が安定したエンドミルを提供。
【解決手段】エンドミルは、外周刃2および底刃3を有し、軸心回りに回転駆動されつつ被加工物に対して軸心と交差する方向へ相対移動させられることにより外周刃により被加工物の上面を含む側面を切削加工するエンドミルであって、外周刃から連なる丸ランド6が設けられており、丸ランド幅H,hが1刃内で変化されている。
(もっと読む)
プラスチックへのマイクロ流路形成方法、及びその方法を利用して製造されたプラスチック製品、バイオチップ
【課題】 プラスチック表面にマイクロ流路を平滑でかつ高い精度で精密に形成する方法を提供するものであり、更にはその方法によって作成された各種プラスチック製品、特にプラスチック製バイオチップやマイクロ分析チップを提供すること。
【解決手段】プラスチックからなる表面に、幅1mm以下、深さ1mm以下のマイクロ流路を形成する方法において、(1)切削及び/又は成形による流路作成の工程、及び(2)溶融工程、溶解工程、及び研磨工程から選ばれる少なくとも一つの平滑性改善のための流路部の処理工程、を含むことを特徴とするプラスチックへのマイクロ流路形成方法。及びそれによって得られたプラスチック製品。特にプラスチック製のバイオチップまたはマイクロ分析チップ。
(もっと読む)
ディスクロータとその加工方法および加工装置
【課題】 ディスクロータの取付面の加工精度を向上する。
【解決手段】 ディスクロータ10は、ブレーキパッドと摺動する環状の摺動部12と、摺動部12の内側に設けられており取付面20、22を有する取付部18と、摺動部12および取付部18を連結する筒部16とを備える。筒部16の外面24に複数の被チャック部26がロータ周方向に互いに離れて設けられている。各被チャック部26は、ロータ径方向に対して交差するチャック方向Yにチャックされる構造を有している。チャック方向を変えたことで、チャック荷重による筒部16および取付部18の変形を低減できる。各被チャック部26は、筒部16の外面24に設けられた一対の凹部28、30で構成されており、凹部28、30の間に形成された凸部32が挟持されてもよい。
(もっと読む)
形材加工装置および形材加工方法
【課題】 溶接又は摩擦攪拌接合によって、複数の形材を接合した際に形成される接合凸部8Bを、短時間に、かつ、精度良く切削、研摩することにある。
【解決手段】 側構体8を載せる架台11は、側構体の長手方向に沿って複数配置されている。溶接部または摩擦攪拌接合部の接合凸部8Bは、側構体8の表面にその長手方向に沿って形成されている。走行体100は、側構体8の長手方向に沿って走行する。走行体のガーダ103には、コラム105が設置され、コラム105の下部にフライスカッター装置80と研磨装置90を設置している。フライスカッター装置80のフライスカッター81のフライス面は、半径Rの円弧状である。フライスカッター81は、垂直線に対してθ1の傾斜角度で切削を行なう。また、フライスカッター装置には、摺板85が設けられている。摺板85を押出し形材表面に接触させた状態で切削を行なう。
(もっと読む)
切削並びに形削り工具
遠隔操作可能な車両に好ましくは支持されており、この車両によって動作される、特に、スチール、コンクリート、補強材料のようなアクセスしにくい構造体の部材のための切削工具であって、この切削工具は、C字形状のフレーム(1)を有し、このフレーム(1)の第1のアームの一端部が、回転装置(4)を有し、第2のアームの一端部が、回転装置(7)を有しており、この回転装置(4)と装着装置(7)とは、各々がミリングシャフト(3)の一端部を受け、駆動中にこのミリングシャフト(3)を回転させるようになっており、この結果、前記フレーム(1)は、車両に設けられた操作アーム(8)に取着された送り機構(9)によって、フレームの一方のアームを、前記構造体(5)に向けてこの構造体の各側面に変位させる切削工具。 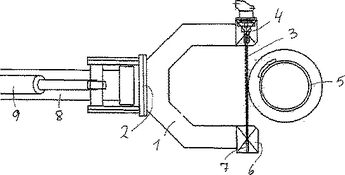 (もっと読む)
(もっと読む)
21 - 34 / 34
[ Back to top ]