
Fターム[3C022AA02]の内容
フライス加工 (3,690) | 特殊工作物のフライス削り一般 (411) | ワーク、被加工部 (84) | 板状 (34)
Fターム[3C022AA02]に分類される特許
1 - 20 / 34
面切削加工装置
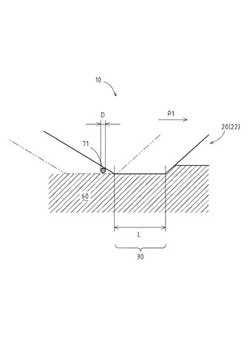
【課題】刃具と切削面との隙間に樹脂切屑が噛み込むことを防止できる面切削加工装置を提供する。
【解決手段】少なくとも1以上のチップ20を切削平面上に所定の回転方向に回転させながら、所定の送り方向に向けて移動させることによって、被加工物50の表面を切削加工する正面フライス10であって、被加工物50の表面は、銅60と樹脂70とから構成され、チップ20は、サラエ部30を備え、正面フライス10が所定の回転方向に回転したときのチップ20の送り方向の移動量を送り量Sとしたとき、サラエ部30の送り方向の長さLは、送り量Sより長く、送り量Sに樹脂切屑71の大きさDを足した長さより短くなるように形成される。
(もっと読む)
高硬度板の製造方法
【課題】カケの発生を抑制しつつ、生産性よく高硬度板を製造する方法の提供。
【解決手段】少なくとも片面に印刷が施された、表面硬度が7H〜10Hである樹脂板を切削して高硬度板を製造する方法であって、切削刃を用いて、印刷のある面の反対側から、回転数が40000rpm以上、送り速度が500〜900mm/分で切削することを特徴とする高硬度板の製造方法。
(もっと読む)
板状ワークの加工方法および加工体

【課題】ポケット部等の減肉部を板厚方向に精度良く加工すること。
【解決手段】複曲面を形成するように湾曲加工され板状ワークWの湾曲内面に減肉加工を施して、前記板状ワークWの軽量化を図る板状ワークWの加工方法であって、前記湾曲内面を、複数の領域に区分する段階と、前記領域毎に参照となる面32を設定する段階と、前記参照となる面32までの鉛直方向の距離L1を測定する段階と、測定された前記参照となる面32に対応する領域内に存する前記湾曲内面に、前記参照となる面32を有する凸部33、ポケット部34、および畦部35が形成されるよう、前記参照となる面32から所定の距離L2,L3だけ掘り下げるようにして、前記湾曲内面を減肉加工する段階と、を備えている。
(もっと読む)
真空吸着式サポート治具、これを用いた板状ワークの加工方法および加工体
【課題】簡素で安価な構成により、湾曲成形された薄肉な板状ワークの湾曲内面側にポケット部形成等の減肉加工を容易に施工可能にし、生産性を向上させて加工体のコストダウンを図る。
【解決手段】真空吸着式サポート治具1は、曲面状かつ剛性を有する吸着面15と、この吸着面15の各部に開設された出没孔16(吸着部)と、出没孔16に負圧を付与する真空ポンプ12(負圧付与手段)とを具備し、湾曲成形された板状ワークWを吸着面15に真空吸着させて該板状ワークWの湾曲内面側に減肉加工を可能にすることを特徴とする。吸着面15に真空吸着される前の板状ワークWは、まず出没孔16から突出する複数の吸引管21に吸着保持され、これらの吸引管21が出没孔16の中に引っ込むことにより、吸着面15に引き寄せられ、出没孔16に付与される負圧により吸着面15に真空吸着される。
(もっと読む)
切削方法および切削装置
【課題】強制振動を抑制できる切削方法および切削装置を提供する。
【解決手段】ワークWを垂直にクランプするクランプ機構10と、クランプされたワークWを送り方向に水平移動させる移動テーブル20と、ワークWの一方の表面を切削する第1切削機構30と、ワークWの他方の表面を切削する第2切削機構40と、制御部50とを備え、制御部50が、第1切削機構30と第2切削機構40とを同期させてワークWを切削するものである。
(もっと読む)
基板における内形部形成方法及び部品挿入用内形部を備える基板
【課題】より簡単な方法で、角部を有する部品を挿入するときに干渉しない部品挿入用内形部を基板に形成することである。
【解決手段】角部12を有する部品10を挿入するための穴である内形部22を備える基板20は、内形部22の角部において張り出して設けられ、部品10の角部12との間の隙間として予め設定した所定隙間を確保できる円形穴である円形部24と、回転工具の半径を考慮して所定隙間を確保できる工具移動軌跡に沿って回転工具を回転させながら移動させて形成され、角部の円形部24以外の輪郭を形作る輪郭部26とを含む。円形部24はドリルまたはエンドミルで加工でき、輪郭部26は回転工具としてルータまたはエンドミルを用いて加工できる。
(もっと読む)
炭素繊維強化プラスチック積層板等の端面加工方法とその装置
【課題】 炭素繊維強化プラスチック積層板の端面切削につき、荒加工と仕上加工とを1主軸で2軸化同時加工して加工効率を2倍速化させられる端面加工方法とその装置を提供する。
【解決手段】 加工機1の主軸Sを多分割して多軸化SZし、この多軸に荒加工工具T1と仕上加工工具T2とを備え、炭素繊維強化プラスチック積層板CPの端面Eに対して荒加工工具側から先行加工させ、後続して仕上加工工具で仕上げ加工する炭素繊維強化プラスチック積層板等の端面加工方法である。
(もっと読む)
プリント基板加工機
【課題】容積が小さく、かつ、切削長を長くすることができる押え装置を備えたプリント基板加工機を提供すること。
【解決手段】プリント基板を押える摺動ピース30Aが、中空の円筒部51と、円筒部51に接続する中空の円錐台部52とから構成される。摺動ピース30Aを保持するホルダ55には、円筒部51の直径よりも大径の空洞部58が形成されており、摺動ピース30Aがホルダ55に遊びを持った状態で保持されている。そして、隙間の範囲内で移動して切削加工する場合には、摺動ピース30Aの下端面52aがプリント基板4に一体となっており、隙間の範囲を超える場合には、プリント基板と摺動ピース30Aの下端面52aとが相対的に摺動する。
(もっと読む)
切削加工方法およびその装置
【課題】ルーターエンドミルをスピンドルに装着し、回転するスピンドルを送り駆動部により水平方向に移動させて被加工物の端面を切削加工することになり、この際、ルーターエンドミルは振動付与部により微小振動が付与された状態で上下駆動部により有効刃長の範囲内で軸方向に周期的に上下動し、ルーターエンドミルは微小振動が付与された状態で水平方向に移動しながら有効刃長の範囲内で軸方向に周期的に上下動して被加工物の端面を切削加工することになり、加工精度、加工能率並びに加工面粗さを向上することができる。
【解決手段】回転するルーターエンドミルEが水平方向に移動しながら被加工物Wの端面W1を切削加工する切削加工方法において、ルーターエンドミルに微小振動Bが付与された状態でルーターエンドミルが水平方向に移動しながら有効刃長E1の範囲内で軸方向に周期的に上下動して被加工物を加工する。
(もっと読む)
回路基板の製造方法
【課題】金属−絶縁体複合部材による回路基板を得るにあたり、エッチング加工負荷およびレジスト工程負荷の軽減を図り、寸法精度の向上や回路間隔の細小化を図ると共に汎用性のある回路形成方法とその製品を提供する。
【解決手段】セラミックス絶縁板3とアルミニウム板等の金属層4A、4Bからなる複合部材2の一方の金属層4Aの不要部分(回路間隙構成部分)を主としてミリング加工によって除去する。その際、基板の反りによるクラックの発生を抑制するため、底部に金属残層4Aaを残し、この分をエッチング加工により除去するのが好ましい。前記ミリング加工は金属層表面にエッチングレジスト薄膜層5を施した後に行なう。2段階にミリング加工を行なうことにより、回路側面部の底部に段差をつけて縁部に構成し、外部応力の軽減を図ることができる。
(もっと読む)
被加工物の端面の鏡面加工方法および鏡面加工装置
【課題】 被加工物の端面を低コストで簡単に仕上げ処理することができる鏡面加工方法および鏡面加工装置を提供することである。
【解決手段】 バイトホルダ31は、前面に粗削りバイト32および仕上げ削りバイト33が取り付けられ、回転軸の軸心100を中心に矢印B方向に高速回転しながら端面21に平行な矢印A方向に移動するように構成されている。仕上げ削りバイト33は、粗削りバイト32よりも軸心100に近い位置に取り付けられているので、被加工物2の端面21を連続的に粗削りおよび仕上げ削りする。その際、前記被加工物をワークホルダで固定保持し、かつ前記被加工物の被加工端面に直交する両側面のうちバイトホルダの移動方向下流側の側面をストッパに当接させている。
(もっと読む)
板材の4辺を加工する加工方法及び同装置
【課題】樹脂製保護膜が付いたままで粗加工板の4辺が加工できる加工技術を提供することを課題とする。
【解決手段】粗加工板16の平行な2辺42、42を加工し、加工が終わったらフライス40、40を元の位置に戻す。そして、フライス40、40を反時計方向に90°旋回させる(矢印A)。この旋回により、(b)に示すように、フライス40、40は、第1次加工板43の図右側へ移動する。次に、このフライス40、40で第1次加工板43の残りの平行な2辺44、44を加工する。
【効果】粗加工板16や第1次加工板43は、固定したままである。フライス40、40はサーボモータにより正確に90°旋回させることができる。したがって、得られる第2加工板はコーナの角度が正確に90°となり、高い精度の製品となる。
(もっと読む)
加工データ生成方法
【課題】切削工具の切削負荷が高くなる箇所に対して、該切削負荷を軽減する自動操作の可能な加工データ生成方法を提供すること。
【解決手段】被切削物のオフセットデータが隘路又は折り返しを形成する箇所に対して、切削工具の移動方向前後の2点を結ぶ加工補助線を生成し、該加工補助線を記憶装置に記憶する補助線分生成工程と、切削工具が、加工補助線に沿って所定間隔に配置される第1の加工位置を通過した後、2点間のオフセットデータに沿って所定間隔に配置される第2の加工位置と、を算出し、第1及び第2の加工位置を記憶装置に記憶する加工位置算出工程と、被切削物を、第1の加工位置に移動させた切削工具にて切削した後に、第2の加工位置に移動させた切削工具にて切削するように、切削工具を駆動するための突き加工パスデータを作成し、該データを記憶装置に記憶するデータ生成工程と、を備えた。
(もっと読む)
切削加工方法及び装置並びにその方法を用いて加工した基板
【課題】各種切削加工における切削速度及び切削品質の向上を図った切削加工方法を提供する。
【解決手段】ルーター加工機等の工作機械の切削工具に超音波振動を印加して切削効率を高める切削加工方法及び装置に関する。超音波振動の印加手段としてレーザー光を用い、これを切削工具の適宜位置に照射して超音波振動を切削工具12に印加する。切削工具12として先端と外周に切削刃が設けられた軸回転切削工具を用い、レーザー光をその切削工具12の外側から、切削工具の軸方向と直交する(中心角が90度の)4つの方向から印加するレーザー光照射手段3を設ける。4つの方向から周方向に所定時間間隔で照射開始タイミングをずらして順次照射することによって、切削工具12に周方向の超音波振動が発生する。切削加工部位又はその近傍に冷却エアーを噴射する冷却エアー噴射手段5を付加する。
(もっと読む)
眼鏡レンズ周縁加工装置
【課題】ヤゲン砥石を使用することなく、高カーブのヤゲン加工に適切に対応でき、ヤゲン形状の変更の柔軟性を高めた眼鏡レンズ周縁加工装置を提供する。
【解決手段】粗加工されたレンズ周縁をエンドミル435にてヤゲン加工する眼鏡レンズ周縁加工装置において、前記エンドミルは、先端側に形成された刃先の第1面と第2面の成す角度がレンズ周縁に加工するヤゲン肩とヤゲン斜面とが成す角度に設定され、レンズ保持軸に対して前記エンドミルを傾斜させる傾斜手段を含み,前記レンズ保持軸と前記エンドミルの回転軸との位置関係を変化させる移動手段と、前記エンドミルの第1面と第2面とによりレンズ前面側のヤゲン肩とヤゲン斜面を同時に加工するための加工データをヤゲン軌跡データに基づいて求める演算手段と、該演算手段による加工データに基づいて前記移動手段を制御してヤゲン加工を行う制御手段を備える。
(もっと読む)
樹脂切削装置及び方法
【課題】樹脂の表面を高精度で加工する。
【解決手段】複数の貫通孔が形成されていて加工対象の樹脂60が載置される載置台20と、前記貫通孔にパイプ50を通じて連結された吸引手段40と、樹脂60の表面を切削する先端のカーブが1アールから3アールの範囲である刃先82を有する刃物80と、刃物80を樹脂60の表面に直交する軸82を中心に回転させる回転手段とを備える。
(もっと読む)
面加工工具およびそれを用いた加工方法
【課題】高い加工精度を有し、生産性に優れた面加工工具およびそれを用いた加工方法を提供する。
【解決手段】加工機の回転軸に装着して被加工物の両面を同時に加工する面加工工具1であって、回転軸に装着される装着部3が設けられた円柱状の上側工具本体部2と、装着部3の反対側で上側工具本体部2に接合され、被加工物の加工寸法に合わせた長さを有するスペーサ5と、上側工具本体部2と平行となるようにスペーサ5に接合される円柱状の下側工具本体部4とを備え、上側工具本体部2および下側工具本体部4の対面するそれぞれの内面外縁2a、4a、または、上側工具本体部2および下側工具本体部4のそれぞれの外周面2b、4bに複数の切刃6aが所定間隔に配置されることを特徴とする。
(もっと読む)
切削加工装置および切削加工方法
【課題】3次元的に広がりをもつ薄肉のワークに高精度かつ効率的に溝加工をおこなうことのできる切削加工装置と切削加工方法を提供する。
【解決手段】切削加工装置10は、X軸ガイド1に沿って移動する移動部2と、YZ面内を回動する回動部3と、スピンドル61とエンドミル62とからなる切削部6と、該切削部6を進退移動させるリニアガイド5、ソレノイド7、進退プレート42と、ワークの形状や加工パターンを記憶する記憶手段と、ワークを載置してY軸方向に移動させるテーブル8と、移動部2の移動制御と、回動部3の回動制御と、切削部6の進退制御と、テーブル8の移動制御のいずれか1つまたは複数の制御をおこない、切削部6の回転制御をおこなう制御手段と、から構成されている。この制御手段により、ワークWの加工面に対してエンドミル62が常に垂直に姿勢制御され、エンドミル62の移動量が制御される。
(もっと読む)
シート状部材の切削加工方法と製造方法、シート状部材、光学素子及び画像表示装置
【課題】シート状部材の端面を精度よく且つ良好な状態に仕上げることができる切削加工方法と、その方法により切削加工する工程を有するシート状部材の製造方法と、その切削加工方法により得られるシート状部材と、そのシート状部材を備える光学素子と画像表示装置とを提供すること。
【解決手段】シート状部材の端面10を切削加工するにあたり、その端面10の垂線方向に沿って延びる回転軸と、その端面10側に突き出る切削刃とを有する切削部材を、前記回転軸を中心に回転させながら端面10の長手方向Wに沿って移動させ、回転する前記切削刃により形成される切削領域8の、シート面に平行で回転中心Pを通る仮想線30から離れている部分の領域9を端面10に接触させるようにする。
(もっと読む)
高強度厚鋼板の製造方法および製造設備
【課題】板厚4mm以上、40mm未満のTS490MPa以上の厚鋼板に好適な、剪断割れ防止方法および剪断割れ防止が可能な剪断装置を提供する。
【解決手段】熱間圧延後、水冷し直ちに剪断後、剪断面から少なくとも3mmをエッジミーリング装置により除去する。エンドシャーの出側且つ、走間検査装置の前にエッジミーリング装置を備える剪断装置。
(もっと読む)
1 - 20 / 34
[ Back to top ]