
Fターム[3C022KK21]の内容
Fターム[3C022KK21]の下位に属するFターム
Fターム[3C022KK21]に分類される特許
1 - 20 / 33
回転切削工具
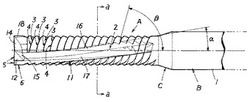
【課題】複合ハニカム部材にザグリ加工を施す場合でも、切り残しやバリのない良好な切削状態が得られる回転切削工具の提供。
【解決手段】工具本体1の外周に工具先端から基端側に向かう第一の切り屑排出溝2が形成され、工具本体1の第一の切り屑排出溝2以外の外周部に、第一の切り屑排出溝2に交差するように工具先端から基端側に向かう螺旋に沿って設けられる第二の切り屑排出溝3が複数条形成され、第二の切り屑排出溝3の工具回転方向を向くすくい面と工具本体1の外周面若しくは外周逃げ面との交差稜線部に基端側外周刃4が形成された回転切削工具において、工具本体1の先端部に底刃5を設け、第一の切り屑排出溝2の先端部のすくい面と工具本体1の先端部の外周面若しくは外周逃げ面18との交差稜線部に先端側外周刃6を形成し、基端側外周刃4は先端側外周刃6より工具基端側に設ける。
(もっと読む)
スクエアエンドミル

【課題】外周刃全域でのチッピングの抑制や、使用時の性能の安定性を向上することが可能となるスクエアエンドミルを提供する。
【解決手段】複数の底刃及び外周刃を有するスクエアエンドミルであって、外周刃の先端側には、前記外周刃の逃げ面と前記外周刃のすくい面より形成される稜線の曲率半径が大きい先端切れ刃部が設けられ、外周刃の後端側には、前記曲率半径が小さい後端切れ刃部が設けられており、それぞれの外周刃における外周刃の逃げ面と外周刃のすくい面は、それぞれ1つの曲面により形成されているスクエアエンドミルである。
(もっと読む)
切削工具
【課題】本発明の目的は、荒削り加工及び仕上げ加工を1本の切削工具で行うことが可能な切削工具を提供することである。
【解決手段】切削工具1は、荒削り加工用及び仕上げ加工用の先端側の先端刃部11と、荒削り加工用の後端側のサイド刃部21とを有する。
(もっと読む)
封止溝を有する部材及びその加工用の加工具
【課題】
封止溝を有する部材において、封止溝の加工工数を低減しながら確実に封止して信頼性を向上する。
【解決手段】
真空部材には、開口が形成されている。この開口の周囲にOリングまたは丸ゴムの少なくともいずれかを嵌挿可能にする封止溝が形成されており、封止溝の断面形状は、溝の幅方向に対してほぼ軸対称形で中央に向かって傾斜し、中央部はほぼ平らな部分を有する台形型である。これを加工する加工具の先端部の刃形状は、外周部から中央部に向けて先端方向に突き出ており、さらに中央に向かって傾斜し、中央部にはへこんだ形の逃げ部が形成されている。
(もっと読む)
刃先交換式ボールエンドミル
【課題】刃先交換式ボールエンドミルにおいて、工具回転軸と垂直な断面の厚肉化により工具本体を剛性強化することによって、工具本体の耐折損性の向上やビビリ振動を低減して信頼性の改善を図り、長寿命化を実現することができる新規高性能な刃先交換式ボールエンドミルを提供する。
【解決手段】工具本体の先端に切削用インサート2枚が着脱自在に装着された刃先交換式ボールエンドミルにおいて、該工具本体の先端部には、同じ形状をした2枚の切削用インサートを装着するためのインサート座を有し、該工具本体において、工具回転軸線を通り、インサート座面と平行な断面を見たとき、該座面と平行な断面形状における該工具回転軸線と垂直方向の幅が、該工具本体の先端部から基体部に向かって幅広になっていることを特徴とする刃先交換式ボールエンドミルである。
(もっと読む)
切削インサート及びこれを含む組立体
本発明は、複数の切削刃が形成された切削インサートと、この切削インサート及び切削インサートが堅固に装着されるツールホルダと、を含む組立体を開示する。本発明による切削インサートは、上部面及び下部面を有し、上部面と下部面とを貫通する中心軸孔及び上部面と下部面とを連結する複数の側面を有し、各側面は横方向に突出していて、上部面及び下部面との各境界にラウンド形状の上部及び下部切削刃を有し、上部及び下部切削刃との間の各側面には軸方向凹部が形成され、軸方向凹部は幅方向に延長されて上部面及び下部面と直交する平坦面である。各側面は、上部及び下部切削刃から軸方向凹部に向けて傾いた上部傾斜領域及び下部傾斜領域を含み、また、各側面は軸方向凹部の両側にそれぞれ形成されつつ隣接した側面に向けて傾いた軸部傾斜部を含むことができる。 (もっと読む)
回転切削工具
【課題】本発明は、刃部の一部を部分的に交換可能な回転切削工具を提供する。
【解決手段】
本発明の一態様によれば、刃部の外周の刃先径が工具の回転軸の長手方向における先端部
へ向かうに従って、増減しながら徐々に小さくなり、加工溝を有する回転切削工具におい
て、前記切部を支持し回転軸となる心棒と、前記心棒を前記刃部の先端部側とは反対側の
端部で支持する工具支持部材と、前記刃部は先端部ユニットを含む複数の刃部ユニットか
らなることを特徴とする回転切削工具が提供される。
(もっと読む)
ラフィングエンドミル
【課題】波状に凹凸する外周刃を有するラフィングエンドミルにおいて、外周刃に作用する負荷を低減して切削抵抗の増大を抑える。
【解決手段】軸線O回りに回転されるエンドミル本体の先端部外周に、切屑排出溝が捩れる方向に向けて捩れつつ波形をなしてエンドミル回転方向Tに凹凸する外周刃6が形成されたラフィングエンドミルにあって、外周刃6がなす波形を、外周刃6の捩れの方向に沿った長さにおいて、この波形が凸となる部分の山頂部6Aからその軸線O方向後端側の波形が凹となる部分の谷底部6Bまでの長さAを、この谷底部6Bからその軸線O方向後端側の波形が次に凸となる部分の山頂部6Aまでの長さBよりも長くする。
(もっと読む)
エンドミル
【課題】刃長全域において、切屑排出のために適切な溝幅を確保しつつ、刃径の測定が容易で、また溝切削においてもビビリ振動を抑制する。
【解決手段】軸線O回りに回転されるエンドミル本体1の先端部外周に、6×N条(ただし、Nは1以上の整数)の外周刃6を周方向に間隔をあけて形成し、これらの外周刃6を、エンドミル本体1を軸線O回りに120°ずつ回転させた位置で互いに一致するように形成するとともに、この120°の範囲内に位置する2×N条の外周刃6の捩れ角は、少なくとも1の外周刃6Aの捩れ角θAを他の外周刃6Bの捩れ角θBと異なる捩れ角とする。
(もっと読む)
ラフィングエンドミル
【課題】外周刃のチッピングや欠損を防ぐとともに切削抵抗自体も低減することができ、さらには外周刃の食い付き時の衝撃的負荷によるビビリ振動の発生なども防止する。
【解決手段】軸線回りに回転されるエンドミル本体の先端部外周に、エンドミル本体の先端から後端側に向かうに従いエンドミル回転方向後方側に捩れる切屑排出溝が形成され、この切屑排出溝のエンドミル回転方向を向く壁面をすくい面として、その外周側辺稜部に、切屑排出溝が捩れる方向に向けて捩れつつ波形をなしてエンドミル回転方向に凹凸する外周刃が形成されラフィングエンドミルにあって、外周刃のすくい角αを、外周刃の捩れ角θが最大となる位置で最大となり、外周刃の捩れ角θが最小となる位置で最小となるように変化させる。
(もっと読む)
小径CBNボールエンドミル
【課題】切削加工時の工具の振動やビビリを抑制して、折損強度が高く、良好な切削面を得られる高寿命CBN小径ボールエンドミルを提供することを目的とする。特に、首下長さLが刃径Dの5倍以上というロングネックでも振動が少なく、折損の心配のない小径ボールエンドミルを提供することを目的とする。
【解決手段】
刃径Dが3mm以下で、刃部を成す円弧状半径Rmmのボール刃と外周刃がCBNから構成される小径CBNボールエンドミルであって、前記ボール刃のすくい面と前記外周刃長さのR/5以上の外周刃すくい面とが同一平面で形成されており、前記外周刃は右刃左ねじれで形成され、前記ボール刃のアキシャルレーキが−5°〜−25°であることを特徴とする小径CBNボールエンドミルである。
(もっと読む)
ディスクブレーキのサポート加工方法
【課題】加工精度の向上を図りつつ、切削速度の向上に伴う生産性の向上も図ることのできるディスクブレーキのサポート加工方法を提供する。
【解決手段】上記目的を達成するためのディスクブレーキのサポート加工方法は、アウタブリッジにおける湾曲部の長さよりも大きな直径を有し、底面に前記湾曲部を収容可能な凹部を形成したサイドカッターを備える第1のエンドミルと、前記第1のエンドミルよりも直径の小さなサイドカッターを備えた第2のエンドミルとを用いてディスクブレーキサポートにおけるトルク受け部を加工する方法であって、前記第1のエンドミルにおける前記凹部に、前記湾曲部を収容した状態でアウタ側トルク受け部の切削を行うアウタ側トルク受け部加工工程と、前記第2のエンドミルを用いてインナ側トルク受け部の切削を行うインナ側トルク受け部加工工程とを有することを特徴とするディスクブレーキのサポート加工方法。
(もっと読む)
小径CBNエンドミル
【課題】精密部品加工のような高硬度材の切削加工を、摩耗やチッピングの発生がなく高精度で高能率に長時間にわたって加工ができる新しい形状の小径CBNエンドミルを提供し、特に刃径が3mm以下の小径CBNスクエアエンドミル及びラジアスエンドミルを提供することを課題とする。
【手段】CBN焼結材に一体焼結された超硬合金材の一部がシャンク孔部に差し込まれて固定されている刃径が3mm以下の先端に切れ刃を有した小径エンドミルにおいて、外周切れ刃は右刃左ねじれで形成され、外周切れ刃の60%以上が、最も望ましくは全部がギャッシュで形成されており、該エンドミル先端切れ刃のアキシャルレーキが−5°〜−25°であり、望ましくはさらに先端切れ刃のラジアルレーキが−5°を越えて+10°であることを特徴とする小径CBNエンドミルである。
(もっと読む)
ボールエンドミル
【課題】軸線O回りの回転軌跡が球面状をなす切刃9が、軸線O方向先端側から後端側に向けて、球面の中心Qを通りO軸線に垂直な平面Rを越えるように延設されたボールエンドミルにおいて、この平面Rを越えて後端側に延設された切刃9により切削を行う場合に切屑が被削材に押し付けられるように作用するのを抑制して、仕上げ面精度の劣化や工具の短寿命化が生じるのを防ぐ。
【解決手段】切刃9は、平面Rよりも軸線O方向先端側部分9Aでは後端側に向かうに従いエンドミル回転方向Tの後方側に捩れるように形成される一方、平面Rを越えた軸線O方向後端側部分9Bでは、軸線Oに対する捩れ角θが後端側に向かうに従い漸次小さくなるようにされる。
(もっと読む)
エンドミルとその製造方法
【課題】ビビリ等の振動を抑え、熱のこもりも少なく、難削材の加工が容易に行うことができるエンドミルとその製造方法を提供する。
【解決手段】刃部14とシャンク部12とから成り、刃部14外周には、螺旋状に複数本の外周刃16を有する。各外周刃16は、外側の第一逃げ面22とそれに続く第二逃げ面24を有し、波状の凹凸は第一逃げ面22の刃先22aに形成されている。複数本の外周刃16の各刃先22aの凹凸の位置は、各刃先22a毎に刃部14の軸方向に所定間隔ずつずれている。
(もっと読む)
エンドミル
【課題】底刃に沿って形成した面取部の外周側に曲折部が形成されたエンドミルにおいて、底刃の強度を確保したまま加工面精度の劣化を防ぐことが可能なエンドミルを、比較的容易に提供する。
【解決手段】エンドミル本体の先端部外周に形成された切屑排出溝のエンドミル回転方向を向く壁面先端側に、外周刃の捩れ角よりも軸方向すくい角が負角側に大きくなる面取部を形成するとともに、この面取部の外周端部には、外周側に向かうに従いエンドミル回転方向後方側に向けて曲折した曲折部を形成して、これら面取部と曲折部の先端に底刃を形成し、底刃のエンドミル回転方向後方側に連なる先端逃げ面19には、内周側に向かうに従い軸線方向後端側に向かうように中低角を与えて、曲折部に交差する先端逃げ面19の外周部19Bの中低角αを、面取部に交差する内周部19Aの中低角βよりも大きくする。
(もっと読む)
切粉除去装置用のフライス具およびその本体
【課題】マルチタスクマシンにおけるギアホビングに適したフライスとそのカッター本体を提供する。
【解決手段】相対する主面の組(15a、15b)、相対する側面の組(16a、16b)、及び、その間を2つの主面の間の真中に位置する仮想軸中立面(NP)が伸延している、相対する端面の組(17a、17b)を具備するフライスにおいて、側面(16a、16b)に沿って一連の列をなして、かつ、切断端(21)に隣接して形成された切屑面をその各々が持つ歯(20)の組を具備し、歯は、切断端(21)から歯面の組の間を伸延し、クリアランス部を有し、所定の長さの伸延部を有し、伸延部は、中立面に対して少なくとも85°の鋭角の角度をなす、フライス用のカッター本体。
(もっと読む)
スローアウェイ式切削工具
【課題】傾斜又は湾曲した刃先稜線をもつスローアウェイチップを工具本体に安定的にかつ強固に固定し切れ刃寿命の低下を防止するスローアウェイ式切削工具を提供する。
【解決手段】本スローアウェイ式切削工具において、スローアウェイチップ1のチップ座20に当接する平坦な着座面5に対向する面をすくい面2とし、このすくい面2の周縁部に形成された切れ刃の刃先稜線の少なくとも一部を着座面5に対して傾斜又は湾曲した傾斜刃先稜線とし、この傾斜刃先稜線から着座面5へ延びる側面をチップ座の底面21から上方へ立ち上がる拘束壁面22、23に当接する際の被拘束面6、7とし、拘束壁面22、23の上端部の稜線22a、23aを前記傾斜刃先稜線と略平行な方向に延びるようにした。
(もっと読む)
エンドミル
【課題】切刃の耐欠損性を向上させて長寿命化を図ることができるとともに、被削材にバリが発生するのを防止して良好な切削作業を行うことができるエンドミルを提供する。
【解決手段】軸線O回りに回転されるエンドミル本体1の先端部外周に、軸線O回りに捩れた螺旋状の切屑排出溝4を複数形成し、これらの切屑排出溝4のエンドミル回転方向T前方側を向く壁面の外周側辺稜部に切刃5を形成したエンドミルにおいて、切刃5にホーニングを施し、それぞれの切刃5におけるホーニング量を、軸線O方向で変化させる。
(もっと読む)
ルーターエンドミル
【課題】シャンク部を回転部に装着し、軸状部を軸線廻りに回転させ、薄くて柔らかいフィルム材等の被加工物の端面を切削加工することになり、この際、軸状部の外周面に軸状部の回転軸線に略平行な切欠面が形成され、軸状部の切欠面に回転軸線に略平行なすくい面及び排出面からなる断面略V状の切屑排出溝部を形成すると共に軸状部の残部外周面に逃げ面を形成して回転軸線に略平行に延びる切刃部を形成してなるから、仕上面が良好な切削加工を行うことができる。
【解決手段】シャンク部1の先端部に軸状部2が形成され、軸状部の外周面に軸状部の回転軸線Oに略平行な切欠面2aが形成され、軸状部の切欠面に回転軸線に略平行なすくい面3a及び排出面3bからなる断面略V状の切屑排出溝部3を形成すると共に軸状部の残部外周面に逃げ面4を形成して回転軸線に略平行に延びる切刃部5を形成してなる。
(もっと読む)
1 - 20 / 33
[ Back to top ]