
Fターム[3C022KK26]の内容
Fターム[3C022KK26]の下位に属するFターム
Fターム[3C022KK26]に分類される特許
1 - 17 / 17
エンドミル
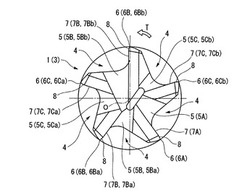
【課題】底刃の周方向の間隔が異なっていても、エンドミル回転方向側の間隔が小さい底刃で切屑詰まりによる切削抵抗の増大やチッピング、欠損等を防ぐ。
【解決手段】軸線O回りに回転させられるエンドミル本体1の先端部外周に、エンドミル本体1の先端から後端側に向けて軸線O回りにエンドミル回転方向Tの後方側に捩れる5枚刃以上の奇数枚の外周刃6が周方向に間隔をあけて形成され、エンドミル本体1の先端には、外周刃6の先端から軸線O側に向けて延びる外周刃6と同数の底刃7が形成され、外周刃6は、周方向に隣接するもの同士で軸線Oに対する捩れ角が異なる角度とされ、少なくとも一部の底刃7は、エンドミル回転方向Tに隣接する底刃7との間隔が他の底刃7と異なる大きさとされ、このうちこの間隔が最も小さい底刃7Bbが軸線Oを越えた位置まで延びる長底刃とされ、他の底刃は軸線Oを越えない。
(もっと読む)
正のアキシャルレーキ角および複数の切削エッジを備えた割出し可能切削インサート

【課題】正のアキシャルレーキ角および複数の切削エッジを備えた割出し可能切削インサートを提供する。
【解決手段】割出し可能切削インサートは、外面または上面と側面とを備える第1構成要素を含む。第3構成要素が、第1構成要素に対して切削インサートの垂直軸すなわちy軸を中心に鏡面対称である。第2構成要素が、第1構成要素と第3構成要素との間に配置される。側面と上面との交差部分において、複数の切削エッジが画定され、切削エッジは、正のアキシャルレーキ角を画定する。一実施形態では、第1構成要素および第3構成要素は、星形の外観の多角形の形状であり、第2構成要素は、正方形の形状である。第1構成要素および第3構成要素は、互いから第1オフセット角だけずれており、第2構成要素は、第1構成要素および第3構成要素から第2オフセット角だけずれており、それにより切削インサートが割出し可能となり得る。
(もっと読む)
切削工具、加工装置および切削工具を用いた加工方法
【課題】簡易に、かつ精度良く軸方向に沿って山部と谷部が交互に形成されるように加工することが可能な切削工具、加工装置および切削工具を用いた加工方法を提供することを目的とする。
【解決手段】断面が半円の凹状部分に対して、軸方向に沿って山部と谷部が交互に形成されるように加工する切削工具1において、谷部に対応した形状であって、谷部の内周径よりも小さい直径を有する一つまたは二つの大径部5,7と、山部に対応した形状であって、大径部よりも小さい直径を有する二つまたは三つの小径部4,6,8と、軸方向に対して所定のねじれ角を有する刃が大径部および小径部に形成されたカッター部10とを備え、大径部と小径部が切削工具1の軸方向に沿って交互に配置される。
(もっと読む)
ニック付きエンドミル
【課題】周方向に隣接する外周刃同士の間隔が異なる部分を有するエンドミルにニックを形成するのに、ニックの回転軌跡が重なり合ったときでも特定のニックに欠損等が生じ易くなるのを防いで、工具寿命の延長を図る。
【解決手段】軸線回りに回転させられるエンドミル本体の先端部外周に螺旋状に捩れる複数条の外周刃6が形成され、外周刃6には複数のニック7が、周方向に隣接する外周刃6A、6B同士で軸線方向にずらされて形成され、複数条の外周刃6のうち周方向に隣接する少なくとも一部の外周刃6A、6Bにおいては、これらの外周刃6A、6B同士の周方向の間隔が異なる部分を有するとともに、この周方向の間隔が異なる部分では、周方向に隣接する外周刃6A、6B同士の軸線方向に隣接するニック7A、7Bの軸線方向におけるピッチが互いに等しくされている。
(もっと読む)
ミリングカッター、特に丸頭ミリングカッター
【課題】ミリングカッター、特に丸頭ミリングカッターを提供する。
【解決手段】特に丸頭であるミリングカッター(2)は軸方向(4)に沿って延びるツールヘッド(6)と各々切断刃(16)を有する複数の切刃(14)を有する。チップフルート(18)は切刃(14)間で実現される。切刃(14)は正面側の放射状の部分(14A)と周縁の軸の部分(14B)を有する。切刃(14)が脚部領域(19)に向かって広くなるよう、切断刃(16)及び割り当てられたチップフルート(18)が軸方向(4)に対し反対方向へ傾けて配置される。第2の態様では工具鋼で製造されるキャリヤ部(10)と、その上に特に半田付けによって固定される超硬合金で製造された裁断部(12)との2部構成のツールヘッド(6)が更に提供される。切断速度が高く機械加工の質が高く寿命が長いミリングカッター(2)が提供される。
(もっと読む)
エンドミルおよびその製造方法
【課題】 直径2mm以下の小径でも安定した切削性能を有するエンドミルおよびその製造方法を提供すること。
【解決手段】 軸線0回りに回転されるチップ部11の工具先端部12に、少なくとも一対の切刃13がチップ部先端において軸線0を挟んで互いに反対側に形成されてなるエンドミルであって、切刃13の外径が、直径2mm以下であり、工具先端部12全体がレーザ加工で形状形成されていると共に、工具先端部12の外周面に逃げ面17がレーザ加工で形状形成され、該逃げ面17の面粗さRzが2μm以下かつ面粗さRaが1μm以下である。
(もっと読む)
切削工具
【課題】 従来のエンドミルやリーマおよびドリル等を用いた切削加工において、流動体を吐出させるための供給穴の無い且つ切れ刃が2〜6枚のものが一般的に多く用いられている。その際に発生する切り屑や熱、被加工物へ及ぼす加工変質は、工具の寿命や被加工物の品位低下の原因となっている。
航空機、自動車をはじめとする産業において、自然環境や燃費向上のため様々な複合素材が使用される様になってきた。これらの被加工物素材に対し、従来の金属系素材用に開発された切削工具では工具寿命および被加工物の品位が著しく低下し、高能率加工が出来ないという問題点がある。
【解決手段】 本発明は、上記の点に鑑みなされたもので、エンドミル類またはドリル・リーマ類の工具の切れ刃上に更に異なるネジレ角を持つ切れ刃が形成される様に構成されたものである。また切れ刃上の切れ刃のネジレ角を左右別々に設けることも可能である。
(もっと読む)
スローアウェイエンドミル
【課題】肩加工や溝加工での多段切込み加工によって生じる製品の加工壁面段差を小さくし、加工面粗度の高い高品位な加工壁面を得ることができるスローアウェイエンドミルを提供する。
【解決手段】スローアウェイエンドミルは、略平行四辺形状をなし、その長辺に位置する主切刃6および主切刃6の一端部に隣接する短辺に位置するサライ刃を有するスローアウェイチップと、略円柱状をなし、その外周位置にスローアウェイチップを着脱可能にかつ主切刃6の軸方向すくい角が正となるように装着するホルダとを備える。主切刃6は、スローアウェイチップを側面視した時に一端部から他端部に向かうにつれて厚み方向の下側に傾斜し、ホルダを側面視した時、ホルダの回転軸9を中心にスローアウェイチップを回転させた場合に、回転軸9を含む仮想平面で切断した主切刃6の回転軌跡22は、一端部および他端部を結ぶ直線に対して中央部が外側へ膨らんだ略円弧状である。
(もっと読む)
ボールエンドミル及びその製造方法
【課題】硬さと靭性を兼ね備えた難削材といわれる最近のプラスチック金型材の湿式仕上げ加工を含めた加工において、ボール刃全域で、チッピングなどの異常摩耗が抑制でき、チッピングなどがなく、仕上面荒さが良好な状態を維持しながら安定して切削加工できるボールエンドミル及びその製造方法を提供する。
【解決手段】工具先端部に略円弧状のボール刃を有し、ボール刃の後端は外周刃につながる切れ刃を具備し、前記切れ刃は刃先処理されており、ボール刃の各位置での刃先稜線に直角な方向の断面で見たときにすくい面と逃げ面でなす刃先稜線の曲率半径R4、R45がいずれも刃径Dの0.01%以上0.5%以下で、かつR4<R45であり、刃先稜線の曲率半径をR90が刃径Dの0.025%を超え0.8%以下であるボールエンドミル、及びその製造方法である。
(もっと読む)
切削インサート、それを装着したミーリング工具、およびそれを用いた切削方法
【課題】 切削加工においても好適に使用可能である切削インサートを提供する。
【解決手段】 本発明の切削インサートは、略板状であって、1つの逃げ面4上に複数の溝部6が形成され、主切刃5は溝部6によって分断された複数の分割主切刃5aからなり、着座面3に向かって凹状に湾曲しているすくい面2には、平面視において、隣接する溝部6の間の領域で且つ分割主切刃5aに対応する近傍領域に、すくい面2に対して窪んだ凹み部7が形成されている。
(もっと読む)
超硬合金製エンドミル
【課題】金型加工や部品加工の高能率加工において、安定した切削を行うと共に、製造コストを含めて容易に工具製造や工具の再研磨が行えること、及び、切削抵抗の分散を十分に行えることでびびり振動を抑制し、許容回転数を高速に設定できる長寿命の超硬合金製エンドミルを提供する。
【解決手段】工具の外周刃の径方向に山部と谷部を繰り返す複数の波形状外周刃を有するエンドミルにおいて、ある波形状外周刃を基準形状外周刃としたときに、その他の少なくとも一刃の波形状外周刃の位相の工具軸方向へのずれ量が、波ピッチを刃数で割った値で等間隔に並んだ前記基準形状外周刃のそれぞれの位相から前記波ピッチの0%を含まない5%以下の幅で工具軸方向にずれていることを特徴とする超硬合金製エンドミルである。
(もっと読む)
チップブレーカパターンを有する回転式切削工具
回転式切削工具(10)は、シャンク部(12)、切削部(14)、および複数の切り屑破断部(34)を含む。切削部は、複数の刃(18)および複数の溝(20)を含む。刃および溝は切削部の全長に沿って延び、それらの間隔は不均等に割り出しされる。溝は、長手軸に沿ってテーパが付いた深さを有する。各刃は、前面(22)、後面(24)、および前面と後面との間に延びるランド面(26)を含む。多円弧からなる外形を有する複数の切り屑破断部(34)は刃のランド面に配置され、1つの刃の各切り屑破断部が、直接隣接する刃の切り屑破断部の真後ろに存在しないように、ずらしたチップブレーカパターン(32)で分散して配置される。各刃の切り屑破断部は互いから等距離にある。  (もっと読む)
(もっと読む)
超硬合金から成る回転バー
加工物から材料を除去する超硬合金から成る回転バー100は、軸部と、加工部分とを備えている。加工部分の表面は、該加工部分に複数の切削歯110を規定する右ねじ式のヘリカル状に配向した複数の縦溝120を含む。右ねじ式の縦溝により規定された複数の切削歯の各々は、前面116と、後面118と、先端114と、正の前面角度とを含み、また、歯の先端に隣接し且つ加工部分の周辺に半径方向ランドが無い。 (もっと読む)
回転工具、スローアウェイチップおよびスローアウェイチップの形成方法
【課題】 初期段階と初期段階以外との切削抵抗のばらつきを低減して、切削加工中に発生するびびりを抑えることができる回転工具を提供する。
【解決手段】 第1逃げ面17の研磨筋34がホルダ22の軸線L1に垂直な仮想平面L6に対して、略垂直に延びる。これによって切削方向に切断した第1逃げ面17の断面形状を微視的に見た場合に、研磨筋34による凹凸を少なくすることができる。したがってチップ23の第1逃げ面17と、被削材の被削面とが衝突する場合に、被削材の被削面が、研磨筋34に沿って移動することとなり、被削面が研磨筋34で生じる切削抵抗を小さくすることができる。これによって切削時の切削抵抗の急激な変動を少なくすることができ、切削加工中にエンドミル20または被削材にびびりが発生することを防ぐことができる。
(もっと読む)
切削インサートおよびインサート着脱式転削工具
【課題】切屑離れの向上を図って一層の高速切削が可能な切削インサートおよびインサート着脱式転削工具を提供する。
【解決手段】工具本体外周に後端側に向かうに従い回転方向後方側に延びるように取り付けられる切削インサートの主切刃7に連なるすくい面2を、すくい面2の内側に向かうに従い工具本体への着座面3とされるインサート本体1の他方の多角形面側に向かう傾斜面とし、その着座面3に対する傾斜角を、コーナ刃の一端に連なる主切刃7の一端7Aから他端に向かうに従い漸次小さくする一方、工具本体への取付状態においてすくい面2がなすすくい角α,β,γを、主切刃7の一端7Aから他端に向かうに従い漸次小さくなった後に漸次大きくなるようにする。
(もっと読む)
スローアウェイチップおよびスローアウェイ式切削工具
【課題】主切刃がコーナ刃の一端から切削工具本体の内周側に向かうに従い先端側に傾斜させられて所定の切込み角を有して切削工具本体先端側に突出するようにチップを取り付けた際に、加工物(切削対象)との主切刃の接触長さを短くして、切削抵抗の変動を防ぐ。
【解決手段】多角形平板状をなすチップ本体2の多角形をなす面をすくい面3とし、このすくい面3の角部に円弧状をなすコーナ刃7を形成するとともに、このコーナ刃7の一端部7Aに連なるすくい面3の辺稜部に主切刃8を形成し、この主切刃8を、コーナ刃7の一端部7Aにおけるコーナ刃7の接線方向に延びる第1直線状部10と、これにコーナ刃7とは反対側で鈍角に交差する第2直線状部11とからなる折れ線状に形成する。
(もっと読む)
フライス工具
【課題】 加工側壁面の直角精度を良好にすることができるとともに、切刃の欠損の発生を低減できるフライス工具を提供する。
【解決手段】 ホルダ2の先端部に切削インサート3を装着したフライス工具1にて、切削インサート3が、底面8と、すくい面9と、逃げ面10と、すくい面9と逃げ面10との交差稜からなりホルダ2の外周に位置する外周切刃12と、外周切刃12から先端部に続くコーナ切刃14と、を備えており、外周切刃12が上面視で中央部が外周側に膨らんだ形状をなし、外周切刃12から続く逃げ面10が、外周切刃12に隣接する第一逃げ面17と、底面側に位置する第二逃げ面18とを有して、外周切刃12の中央部では第一逃げ面17と第二逃げ面18とが中間面20を介して接続され、コーナ切刃14側の先端部では第一逃げ面17と第二逃げ面18とが直接接続されている。
(もっと読む)
1 - 17 / 17
[ Back to top ]