
Fターム[3C025FF03]の内容
Fターム[3C025FF03]に分類される特許
1 - 14 / 14
フライス工具及びセグメント
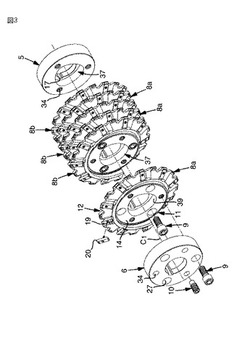
【課題】加工精度の向上。
【解決手段】各セグメントは、回転軸C1に対して直角に延びる2つの対向する面平行な端面を有するハブ部11と、接線方向に間隔をあけて配置される複数のフライスインサート20を有する外周カム12を含む。隣接するセグメントは雄及び雌部分の各1つが対で協働することによって着脱可能に連結される。雄及び雌部分はそれぞれ接触表面を含み、それは大きい端から小さい端の方へ収束し、回転軸を横切る断面は円から外れた曲線を形成する。雄及び雌部分の接触表面は、雄及び雌部分を互いに近づけたときに隣接するそれら2つのセグメントを最終結合位置の方へ導き、その最終結合位置は回転軸を中心として円から外れた曲線によって中心位置に芯出しされると共に角度的に決定され、面平行な端面が互いに当接する。
(もっと読む)
表面被覆切削工具
【課題】 高速歯切加工、高速ミーリング加工、高速ドリル加工等の高速切削加工において、すぐれた耐欠損性、耐摩耗性を発揮する表面被覆切削工具を提供する。
【解決手段】 超硬基体、サーメット基体、高速度工具鋼基体等の工具基体表面に、組成式:[AlXCrYSiZ]N(原子比で、0.2≦X≦0.45、0.4≦Y≦0.75、0.01≦Z≦0.2、X+Y+Z=1)を満足する(Al,Cr,Si)N層からなる薄層Aと、[AlUTiVSiW]N(原子比で、0.05≦U≦0.75、0.15≦V≦0.94、0.01≦W≦0.1、U+V+W=1)を満足する(Al,Ti,Si)N層からなる薄層Bとの交互積層構造からなる上部層、及び、該上部層と工具基体表面との間に介在形成された前記(Al,Ti,Si)N層による下地層からなる硬質被覆層を形成する。
(もっと読む)
高速加工で優れた耐摩耗性を発揮する表面被覆歯切工具

【課題】高速加工ですぐれた耐摩耗性を発揮する表面被覆歯切工具を提供する。
【解決手段】 高速度鋼からなる歯切工具基体の表面に、すくい面摩耗性に優れた第一の被覆層と、逃げ面摩耗性に優れた第二の被覆層とを被覆形成した表面被覆歯切工具において、切れ刃エッジから1mmの位置における上記第一の被覆層のすくい面側の膜厚をT1、逃げ面側の膜厚をt1、また、上記第二の被覆層の逃げ面側の膜厚をT2、すくい面側の膜厚をt2とした場合に、逃げ面側の膜厚が、T2/t1>1、かつ、すくい面側の膜厚が、t2/T1<1を満足し、さらに、切れ刃エッジ部において、第一の被覆層と第二の被覆層の界面が連続して繋がっている層構造を有する。
(もっと読む)
優れた高温焼戻し軟化抵抗性を有する合金鋼
【課題】高温使用条件下で優れた高温焼戻し軟化抵抗性を発揮し、特に、ホブ等の歯切工具材料として好適な合金鋼を提供する。
【解決手段】 質量%で、C:2.0〜3.0%、Si:3.0〜6.0%、Cr:9.0〜15.0%、Co:10.0〜15.0(好ましくは、C+Si+Cr+Co:25.0〜35.0%)、WおよびMoのうちの1種または2種の合計:9.0〜11.0%、V:1.5〜2.5%、残部はFeおよび不可避不純物からなる優れた高温焼戻し軟化抵抗性を有する合金鋼およびこの合金鋼から構成されたホブ。
(もっと読む)
超硬工具の製造方法
【課題】超硬合金からなり、温度特性をさらに向上させた工具を得ることができる超硬工具の製造方法を提供することにある。
【解決手段】タングステンカーバイトとバインダーを所定の割合で混合し、これに溶剤を添加し、混練した後、スプレードライヤ処理により乾燥・造粒し、得られた原料粉末を加圧成形し焼結して超硬工具を製造する超硬工具の製造方法であって、前記タングステンカーバイトとして、直径が1μm〜3μmである粉末を用い、前記バインダーとして、比表面積が30m2/g〜60m2/gであるコバルトからなる粉末を用いるようにした。
(もっと読む)
優れた高温焼戻し軟化抵抗性を有する合金鋼
【課題】高温使用条件下で優れた高温焼戻し軟化抵抗性を発揮し、特に、ホブ等の歯切工具材料として好適な合金鋼を提供する。
【解決手段】質量%で、C:2.0〜3.0%、Si:3.5〜6.0%、Mn:1.0%以下、Cr:3.5〜4.0%、WおよびMoのうちの1種または2種の合計:10.0〜12.0%、V:3.0〜3.5%、Co:4.0〜5.0%、残部はFeおよび不可避不純物からなる優れた高温焼戻し軟化抵抗性を有する合金鋼およびこの合金鋼から構成されたホブ。
(もっと読む)
AlCr含有の硬質材料層を有する工作物および製造方法
【課題】(AlyCr1-y)Xコーティング工作物、たとえば鉋がけ工具(Zerspanungswerkzeug)、切削工具および成型工具あるいは機械製造および金型製造のための部品、ならびに工作物上にこのような層を析出するための方法を提供し、その際先行技術にあった問題を回避する。
【解決手段】工作物あるいは部品であって、組成(AlyCr1-y)Xの少なくとも1層を含む層システムを有し、X=N、C、B、CN、BN、CBN、NO、CO、BO、CNO、BNOまたはCBNOでありかつ0.4≦y<0.68であり、上記層中の層組成は、実質的に一定であるか、または層厚にわたって連続的あるいは段階的に変化する。
(もっと読む)
コーティングホブの再研磨・再コーティング方法および再研磨・再コーティングホブ
【課題】硬質被膜の除去および再コーティングに要する時間や労力、コストの削減を図ることが可能なコーティングホブの再研磨・再コーティング方法を提供する。
【解決手段】切れ刃1の少なくとも逃げ面2に第1の硬質被膜3がコーティングされた上に、切れ刃1のすくい面4と逃げ面2とに、第1の硬質被膜3を除去し得ない除膜液によって除去可能な第2の硬質被膜6がコーティングされたコーティングホブの再研磨・再コーティング方法にあって、切れ刃1のすくい面4をホブ母材5が露出するまで再研磨する再研磨工程および除膜液によって第2の硬質被膜6を除去する除膜工程と、これら除膜工程および再研磨工程の後に切れ刃1のすくい面4と逃げ面2とに第2の硬質被膜6を再コーティングする再コーティング工程とを備える。
(もっと読む)
超硬工具の製造方法
【課題】高価な微粒で形成された刃部を有する半径方向外側の部分と、安価な粗粒で形成された刃部を有しない半径方向内側の部分とを確実に接合することができる超硬工具の製造方法を提供すること。
【解決手段】原料配合→混合/造粒→原料完成の手順を踏む原料調整工程を経て、CIP成形→焼結仕上の手順を踏む成形・焼結・加工工程により焼成体からなる超硬工具を製造する超硬工具の製造方法であって、前記CIP成形時に、円筒形状のCIP用型枠10内に、第1の層を形成する微粒の超硬工具原料17を投入し、この微粒の超硬工具原料17を加圧成形した後、前記第1の層の半径方向内側に第2の層を形成する粗粒の超硬工具原料17を投入し、この粗粒の超硬工具原料17を加圧成形して、その後、脱型するようにした。
(もっと読む)
摩耗保護層およびそれを製造するための方法
本発明は、フライス、切削インサート、射出成形用金型などのような工具のための摩耗保護層、特に物理的蒸着法を使用して蒸着させた摩耗保護層であって、当該層が、AlNbXの一般的な組成を有し(式中、Xは、N、C、B、CN、BN、CBN、NO、CO、BO、CNO、BNO、またはCNCOを表す)、Nbの割合が40原子%未満であり、かつ/または当該製造プロセスにおいて使用されるアルミニウム粉体が、アルミニウムに対して10〜50原子%のジルコニウムと混合されることを特徴とする摩耗保護層に関し、さらに摩耗保護層を製造するための方法にも関する。 (もっと読む)
切削工具
【課題】背面の研磨や溝を大きくすることなく切屑粉及びその粉の溶着の防止及び切屑の排出性の向上を図ることができるドライ加工用の切削工具を提供する。
【解決手段】刃部102で切削した切屑をチップポケット103から外部へ排出するホブ100であって、刃部102の背面102fの最表面が、ダイヤモンドライクカーボンからなる被膜100cでコーティングされ、刃部102の切刃102a、すくい面102b、逃げ面102c〜102eの各最表面が、Ti,Cr,Al,Siのうちの少なくとも1つの窒化物からなる被膜100bでそれぞれコーティングされている。
(もっと読む)
工具およびその形成方法
【課題】安価で耐久性のあるホブカッターおよびその形成方法を提供する。
【解決手段】ホブカッター本体30および複数の切り刃体35からなり、ホブカッター本体は、複数の歯溝32を有し、該歯溝に沿って切削歯を形成し、複数の切り刃体をブレージング材料により接合する。
切削加工により複数の歯溝32を基材上に形成し、真空ブレージングにより、複数の切り刃体を歯溝の一側面上に接合して加工前本体を形成し、さらに切削加工により切削歯の一側面上に切り刃体を形成して、ホブカッターを構成する。
(もっと読む)
高速度工具鋼からなる工具の再生方法
【課題】簡易で経済性に優れ、新品時と同等のすくい面の硬度が得られる高速度工具鋼からなる工具の再生方法を提供する。
【解決手段】窒化処理およびセラミック被膜処理が施された高速度工具鋼からなる工具に関し、摩耗した刃のすくい面Fを再生する方法であって、(A)刃のすくい面Fにおけるセラミック膜2および窒化層1を除去する工程、次いで、(B)刃のすくい面F以外の部位におけるセラミック膜2を残したまま、工具全体を窒化処理雰囲気中に置き、刃のすくい面Fのみを窒化させる工程、を行う。
(もっと読む)
歯車研削盤及び歯車研削工程
【課題】 シェービング工程を省き、かつ、高価な歯車研削盤を使用せず、安価な荒仕上げ専用の機械を使用して、高能率、低コストで焼入れ歯車の荒仕上げ加工を可能とする歯車研削盤及び歯車研削工程を提供すること。
【解決手段】 シェービング工程を省略し、歯切り後、焼入れし、焼入れ後のホーニング加工の前工程として、ホブ盤をベースマシンとし、CBN砥粒を電着されたウオーム状の砥石車11を使用して、歯車素材であるワーク13を創成で荒仕上げ研削する。
(もっと読む)
1 - 14 / 14
[ Back to top ]