
Fターム[3C029EE02]の内容
Fターム[3C029EE02]に分類される特許
1 - 20 / 53
幾何誤差同定装置
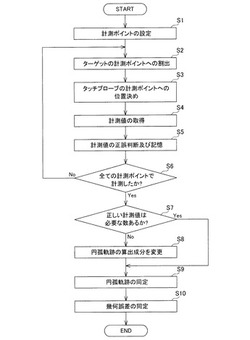
【課題】ミス値を取得してしまったとしても、ミス値を用いることなく幾何誤差の同定を行うことにより、ミス値を用いることによる幾何誤差の同定精度の低下を防止することができる幾何誤差同定装置を提供する。
【解決手段】計測値(たとえばターゲット球の直径の計測値)と(S4)、設定値(予め設定されている直径)とを比較することにより(S5)、計測値が正しい計測値であるか否かを判断し、たとえミス値を取得したとしても当該ミス値を用いることなく、正しい計測にもとづく計測値のみを用いて幾何誤差の同定を行うため(S10)、幾何誤差の同定精度を従来と比較して向上することができる。
(もっと読む)
芯合わせ用治具

【課題】高い精度の主軸に関連する芯合わせを簡単且つ容易に実現するように、作業負担や作業時間を増大させない状態で前記芯合わせの補正量の精度を向上させる芯合わせ用治具を提供すること。
【解決手段】グリップ111及びブラケット112から構成された主治具110と、校正軸120と、正面主軸210に対して中心軸線220Lが合わされる背面主軸220と同心に支持される試験軸222と、非接触方式の主治具用測長センサ130とを備えている芯合わせ用治具100。
(もっと読む)
工具の位置を決定する方法
【課題】工作機械において、熱的変位の影響を受けないで工作物に対する工具の位置を正確に求める。
【解決手段】工作機械(10)が機械制御装置(26)を介すると共に関連の測定システム(26a)を介して座標系(27)において工作物ホルダ(12)に対して動くことができる主軸(24)及び工具貯蔵空間(30,38)を備えた工具マガジン(31)を有し、主軸(24)は使用済み工具(25)が新たな工具(32)と交換される工具交換位置に動かされる。主軸が工具交換と関連して測定位置(50)を占めたかどうかを指示する別個の測定システム(43,46)が設けられ、測定位置では座標系原点に対する主軸の位置が機械制御装置及び関連測定システムにより求められ、それにより少なくとも1つの補正値(Δy,Δx)が求められる。
(もっと読む)
幾何誤差計測システム
【課題】不適切な幾何誤差に基づく補正の実行により多軸工作機械の加工精度が低下する事態を、きわめて効果的に防止することが可能な幾何誤差計測システムを提供する。
【解決手段】幾何誤差計測システムSは、予め幾何誤差の閾値を設定可能な閾値記憶領域25と、同定した幾何誤差が閾値を上回っている場合にその事態を報知する出力手段32と、幾何誤差設定値を更新記憶可能なパラメータ記憶領域26とを有している。そして、新たな幾何誤差の計測後に、その計測値に、パラメータ記憶領域26に記憶されている幾何誤差設定値を加算することによって、新たな幾何誤差設定値を算出するとともに、新たに計測された幾何誤差あるいは算出された新たな幾何誤差設定値の内のいずれか一方が閾値を上回っている場合には、幾何誤差設定値を自動更新せず、手動による新たな幾何誤差設定値の設定を可能とする。
(もっと読む)
工作機械の変位評価方法
【課題】短時間で容易に機械の変位評価を実施することができ、且つ、アナログ量で機械の変位量を把握することができる工作機械の変位評価方法を提供する。
【解決手段】互いに直交するX,Y,Z軸を有する工作機械に対し、例えば、溝加工面61bを有する変位評価用ワーク61を、溝加工面61bがX軸方向に対して傾斜し、且つ、溝加工面61bの一端側の辺61b−1がY軸方向に対して平行な状態となるように設置し、この状態で、工具62をZ軸方向には移動させずにX軸方向に移動させることによって溝加工面61bに直線状の溝63を形成する溝加工を実施し、且つ、この溝加工を、工具62をY軸方向へ順次移動させるごとに実施して各列の直線状の溝63が互いに平行となるようにすることにより、Z軸方向の変位を評価する。
(もっと読む)
真直度測定装置並びに真直度測定方法
【課題】高精度に真直度を測定することが可能な真直度測定装置並びにこの真直度測定装置を用いた真直度測定方法を提案することを目的とする。
【解決手段】被測定物1の被測定面Msと補助基準部2の補助基準面Reとを対向状態且つ相対移動自在に設け、これらによって形成した走査区間Sに空気マイクロメータの測定ヘッド部3を走査方向に走査移動させて、各測定箇所における第一センサ部4から被測定面Msまでの距離と第二センサ部5から補助基準面Reまでの距離との合算値からなる走査測定値を測定算出するように構成し、被測定物1に対して補助基準部2が相対移動する前後の走査測定値の差分から被測定面Msの真直度を測定算出するように構成した真直度測定装置。
(もっと読む)
加工装置
【課題】加工工具を被加工物に対して走査させる形状加工の加工精度を向上させる。
【解決手段】加工工具23を被加工物Wに対して走査させることで形状加工する加工装置において、X、Y、Zステージ4、5、6の姿勢誤差をそれぞれ検出し、各ステージの基準点に対する加工点W1の相対位置と姿勢誤差とから加工点W1の変位量を求める。被加工物上の加工点W1の変位量に基づいて、数値演算装置12に登録された各ステージの目標位置を補正することで、ステージの姿勢誤差に起因する加工点W1の位置ずれを防ぎ、加工精度を向上させる。
(もっと読む)
補正マトリクス導出装置、誤差補正装置及び工作機械
【課題】ワークの加工位置の誤差を補正するとともに、ワーク上の複数の位置においてそれぞれ異なる大きさの誤差が生じている場合でもそれらの各誤差を全体的に小さくする補正を行えるようにする。
【解決手段】補正マトリクス導出装置20では、演算部26は、仮補正マトリクスにより第1補正変換した後の座標に基づいて選出した第1最大離間基準点の重み係数Gを所定の増加分g1だけ増加した値に再設定する第1重み係数再設定と、その後、各基準点100aの基準座標を補正変換するための補正マトリクスであって、各基準点100aの基準座標を当該補正マトリクスによって補正変換した後の座標と対応する計測座標との間の距離の二乗の値にその各基準点100aの重み係数Gを掛けた値を全ての基準点100aの分足し合わせた値が極小となるような補正マトリクスを最小二乗法によって算出する第2補正マトリクス算出演算とを行う。
(もっと読む)
位置検出方法及び工作機械
【課題】安価な非接触式センサであっても、チェーンの伸びを正確に検出することができる位置検出方法を提供する。
【解決手段】対象物118を目標位置に配置した際に、対象物118の前記目標位置からの位置ずれを非接触式により検出する位置検出方法であって、前記目標位置に関する位置情報を取得する工程と、前記目標位置において所定の間隔を隔てて配置された2つの近接センサ125a、125bの並び方向に沿って対象物118を移動させる工程と、対象物118を前記目標位置に配置した際に、2つの近接センサ125a、125bの少なくとも一方の出力が検出判定でない場合は、前記目標位置における対象物118の位置ずれと判定する工程と、を含む。
(もっと読む)
多軸工作機械の幾何誤差の計測方法
【課題】外乱に基づいて不適切な幾何誤差が計測された場合であっても、そのような不適切な幾何誤差に基づく補正の実行により多軸工作機械の加工精度が低下する事態を、きわめて効果的に防止することが可能な幾何誤差の計測方法を提供する。
【解決手段】幾何誤差の計測においては外乱誤差有無確認ステップを実行し、幾何誤差を同定する前に、A軸およびC軸を複数の条件で割り出して、ターゲット球12の直径を計測し、それらの計測値のバラツキを算出し、それらのバラツキが予め設定された直径変動量許容値Daを超えた場合には、計測ミスと判断する。
(もっと読む)
工作機械の基準位置検出装置および基準位置検出方法
【課題】より簡易に工作機械の基準位置に含まれる回転軸の軸中心を検出することができる工作機械の基準位置検出装置および基準位置検出方法を提供することを目的とする。
【解決手段】検出域に直交する検出方向がテーブルの回転軸に対して垂直になるようにテーブル12,13に設置された軸中心検出用センサ40と、テーブル12,13を回転軸における複数の位相に位置決めする位置決め手段52と、検出体23を軸中心検出用センサ40に接近させ、軸中心検出用センサ40が検出域44において検出する検出体23の位置情報を取得する位置情報取得手段53と、検出された検出体23の位置情報に基づいて回転軸の軸中心を検出する基準位置検出手段54と、を備える。
(もっと読む)
工作機械の制御方法
【課題】複数の軸の誤差が複雑に影響しあって誤差要因が特定できない場合や誤差モデルが複雑になりすぎて解析不能な場合にも、高精度な誤差補償を行うことができる。
【解決手段】各基準軸A,Cにそれぞれ所定間隔毎に基準位置を設定し、基準位置に対する基準球の実際の移動位置での補正軸X,Y,Z方向における誤差量を各基準軸A,Cの基準位置の組み合わせに対応させて記憶させた誤差データベースを形成する。各基準軸A,Cに与える任意の位置を指令位置とし、各基準軸A,Cにおける指令位置の組み合わせに近い2つ以上の基準位置の組み合わせを選択して、これら組み合わせに対応する誤差量を指令位置と基準位置の距離の逆数に応じた重み付けで平均した補間誤差量を算出してこれを補正量として各補正軸X,Y,Zに与える。
(もっと読む)
回転体位置測定方法
【課題】回転体の位置を高精度に測定する。
【解決手段】回転体6の回転軸に垂直な平面に対して傾斜角度θで反射ミラー8を回転体6に取り付けて、干渉測長手段である光学ユニット10から回転体6の回転軸に沿って照射される入射光20aを反射ミラー8によって反射させて干渉縞を得る。入射光20aの光路を回転軸から径方向にずらした距離Rと、入射光20aの波長λと、傾斜角度θとの関係が、0.4λ<2Rsinθを満たすように設定することで、サイクリックエラーによる測長誤差を低減する。
(もっと読む)
横中ぐり盤
【課題】横中ぐり盤において、水平移動体の撓みを適正に修正可能とすることで作業精度及び作業性の向上を可能とする。
【解決手段】ラム15における上下方向の変位量を検出する傾斜計(上下変位量検出手段)26と、ラム15における上下方向の傾斜角度を調整可能なギブ21a,21b,22a,22b、油圧シリンダ23a,23b,24a,24b、油圧制御ユニット25(傾斜角度調整手段)と、傾斜計26の検出結果に基づいて油圧制御ユニット25を制御する制御装置27とを設ける。
(もっと読む)
軌跡測定装置
【課題】実際の使用状態にある機械の運動軌跡をジグや工具を外すことなく精度よく測定すること。
【解決手段】可動軸の運動加速度を測定するための加速度計13a、13bと、可動軸の加速度および指令位置またはフィードバックされた検出位置またはその両方とから運動軌跡を解析する運動軌跡解析部14と、解析された運動軌跡を表示する運動軌跡表示部15とを備え、加速度を2回積分して得られる機械位置と、検出位置または指令位置から推定される機械位置とを比較することで、加速度の測定とその積分に起因する誤差を分離し、機械位置を補正する。
(もっと読む)
工作機械および変位計測器
【課題】 熱変位が生じても、主軸中心と刃物台間の距離を精度良く測定することができて、加工精度の向上が図れる工作機械を提供する。
【解決手段】主軸中心計測部22および刃物台基準位置計測部23を有する変位計測器20を主軸台5に設置し、刃物台8に被検出軸21を設ける。主軸中心計測部22は、主軸6の外周面に対する隙間を検出するギャップセンサSを、円周方向の少なくとも2箇所に有する。刃物台基準位置計測部23は、被検出軸21の外周面に対する隙間を検出するギャップセンサSを、円周方向の少なくとも2箇所に有する。前記各ギャップセンサ3の出力から、主軸中心Oおよび被検出軸の軸心を求め、主軸中心Oと刃物台8間の距離を計算する手段28を設ける。なお、刃物台基準位置計測部23は、センサターゲットとしても良い。
(もっと読む)
工作機械
【課題】 主軸の軸心と工具の刃先間の主軸半径方向の距離を精度良く計測することができて、加工精度の向上が図れる工作機械を提供する。
【解決手段】 第1基準位置P1に対する主軸半径方向の主軸軸心位置Oを計測する主軸側位置計測手段20と、第2基準位置P2に対する刃物台7の位置を計測する刃物側位置計測手段30とを設ける。主軸側位置計測手段20は、主軸半径方向に延びるスケール21および読取部22からなり、スケール基端および読取部22のいずれか一方を主軸台5等の主軸軸心Oの付近に設置し、他方を第1基準位置P1に設置する。刃物側位置計測手段30は、スケール31の基端および読取部32のいずれか一方を刃物台7等に設置し、他方を第2基準位置P2に設置する。
(もっと読む)
工作機械
【課題】 熱変位が生じても、主軸中心と工具刃先や刃物台との距離を精度良く測定することができて、加工精度の向上が図れる工作機械を提供する。
【解決手段】 チャック17の回転中心に被検出軸21を設ける。刃物台18に、被検出軸21の周囲を取り囲み可能なセンサヘッド22を設ける。このセンサヘッド22に、被検出軸21の外周面に対する隙間を検出するギャップセンサSを複数箇所に設ける。これら各ギャップセンサSの出力から主軸6の中心位置を求めて主軸中心と刃物台8との距離を計算する主軸中心・刃物台間距離計算手段28を設ける。
(もっと読む)
切削機械及びその加工位置補正方法
【課題】チャックに対する芯押軸等の変位量を精度良く検出し得る切削機械及びその加工位置補正方法を提供する。
【解決手段】X方向およびZ方向について、NCテーブル原点からテスト材66の軸心へ向かって移動する移動量(Geometric−Offset値)及び傾き角度θ(即ち、長尺ワークに対するチップ26Aの仮想移動軌跡の仮想データ)を設定する。即ち、バイト26の仮想移動軌跡に関する仮想データに基づき、CPUはチャック12と芯押軸89の軸心の傾きθ及び図示しないNCスライダの傾きを補正するように長尺ワークを加工する。具体的には、長尺ワークに対し、仮想移動軌跡の仮想データに基づいてバイト26を補正しながら加工する。従って、バイト26における仮想移動軌跡の仮想データを精度良く検出し得るので、長尺ワークを切削する場合でも加工精度が向上する。
(もっと読む)
工作機械の校正方法
第二の部分(4)に関して移動可能な第一の部分(8)を備える工作機械の校正を行うための基準点を画定する方法が提案される。工作機械の第一の部分(8)は、少なくとも1つの校正アーティファクト(20,30)と第二の校正アーティファクト(22,32)とを有する校正装置(19)を備える。工作機械の第二の部分(4)は、測定プローブ(18)を備える。この方法は、測定プローブ(18)を使って、第一および第二の校正アーティファクトの各々の表面上の複数の点の位置を測定するステップを含む。これらの測定結果は、第一の校正アーティファクトの位置と第二の校正アーティファクトの位置を特定するために使用される。その後、特定された第一および第二の校正アーティファクトの位置に関して固定された位置を有する校正装置(19)のための基準測定点(I)が画定される。校正アーティファクトは球であってもよい。  (もっと読む)
(もっと読む)
1 - 20 / 53
[ Back to top ]