
Fターム[3C034CA24]の内容
研削盤の構成部分、駆動、検出、制御 (11,657) | 検出対象 (2,276) | 振動検出 (52)
Fターム[3C034CA24]に分類される特許
21 - 40 / 52
研削装置
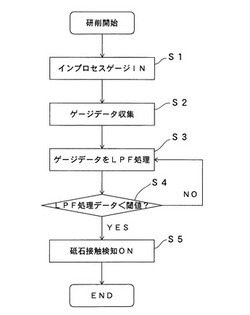
【課題】 力センサなどのセンサを使用することなく、しかも、精度よく砥石とワークとの接触を検知することができる研削装置を提供する。
【解決手段】 接触前からインプロセスゲージを使用して(S1)、インプロセスゲージ値を収集する(S2)。このインプロセスゲージ信号は、LPF処理され(S3)、インプロセスゲージ信号の振幅量が閾値と比較される(S4)。インプロセスゲージ信号の振幅は、最初は大きくて徐々に小さくなっていくので、ある時点で閾値よりも小さくなり、これによって、砥石がワークに接触したと判定される(S5)。
(もっと読む)
切削装置及び切削ブレードの回転バランス調整方法

【課題】 スピンドルに装着された切削ブレード自体の回転バランスを容易に調整可能な切削装置を提供することである。
【解決手段】 被加工物を保持するチャックテーブルと、該チャックテーブルに保持された被加工物を切削する環状の切削ブレードがマウントフランジと固定ナットで挟持されてスピンドルに装着された切削手段とを備えた切削装置であって、回転する前記切削ブレードの径方向の振幅を検出する振幅検出機構と、前記切削ブレードの回転周期を検出する回転周期検出機構と、該振幅検出機構で検出された振幅と該回転周期検出機構で検出された回転周期とに基づいて、振幅データを作成する振幅データ作成手段と、該振幅データに基づいて前記切削手段の回転バランスを調整するための調整用物体の質量を演算する質量演算手段と、該質量演算手段で演算された質量の調整用物体が装着される回転バランス調整機構と、を具備したことを特徴とする。
(もっと読む)
内面研削盤
【課題】 研削力を正確に検出することができる内面研削盤を提供する。
【解決手段】 研削力検出手段は、第1シュー21に取り付けられた第1の力センサ31と、第1シュー21から周方向に90°離れた位置に配された第2シュー32に取り付けられた第2の力センサ32と、第1の力センサ31の出力値および第2の力センサ32の出力値に基づいて、力センサ31,32同士が周方向に90°離れていることに対応する1/4周期分位相をずらして出力値間の差分を取ることで研削力を求める信号処理手段とを備えている。
(もっと読む)
サファイア基板の研削方法
【課題】サファイア基板の研削面にうねりを残存させることなく効率良くサファイア基板を研削可能な研削方法を提供する。
【解決手段】サファイア基板Sを保持し回転可能なチャックテーブル12と、研削ホイール5を回転可能に装着した研削手段と、研削送り手段と、該研削砥石52に超音波振動を生成する超音波生成手段6とを備えた研削装置を用いて、サファイア基板Sの研削面を梨地面に形成する研削方法であって、該研削砥石52は粒径が10μm〜40μmのダイヤモンド砥粒を含むメタルボンド砥石であり、サファイア基板Sを30〜300rpmで回転させるとともに、研削ホイール5を1000〜3000rpmで回転し、0.5〜5μm/秒の速度で該研削手段を研削送りするとともに、該超音波生成手段6を作用させて該研削砥石52に0.1〜3μmの振幅を有する振動を生じさせながら、サファイア基板Sを研削することを特徴とする。
(もっと読む)
加工完了判定装置、加工装置及び加工完了判定方法
【課題】ツールと被加工物とを接触させて該被加工物を加工する加工装置が、種類が異なる複数の加工工程を実施できる場合において、種類が異なる加工工程のいずれにおいても工程の完了を判定する。
【解決手段】加工完了判定装置20は、種類が異なる複数の加工工程を行う加工装置10に設けられるAEセンサ21と、加工工程の種類毎に予め定めた調整値を記憶する記憶部26と、加工装置10を制御する制御装置12から加工装置10が行う加工工程の種類を示す工程種類信号を受信して工程種類信号が示す加工工程について記憶部26に記憶される調整値によってAEセンサ21から出力されるAE信号の強度を調整する強度調整部25と、調整されたAE信号に基づいて加工工程が完了したか否かを判定する判定部24と、を備える。
(もっと読む)
接触検出装置、加工装置及び接触検出方法
【課題】加工装置におけるツールと被加工物との接触検出をAEセンサの出力信号を用いて行う際の検出精度を向上する。
【解決手段】接触検出装置22は、被加工物Wにツール14を接触させて加工する加工装置10に設けられるAEセンサ21と、AEセンサ21から得られるAE信号から所定処理により信号を生成するフィルタ33と、フィルタ33から出力される信号強度に基づいて被加工物Wとツール14との接触判定を行う判定部34を備える。フィルタ33は、直近の所定長期間においてAEセンサ21より得られる信号値の中央値を順次生成する。
(もっと読む)
砥石先端位置補正方法及び装置
【課題】 砥石車の先端位置を常に高精度に補正することができる砥石先端位置補正方法及び装置を提供する。
【解決手段】 砥石先端位置補正装置30は、砥石台20の基準点に対する現在位置を検出する砥石台位置検出手段49と、砥石車が被研削冶具31の被研削面に接近又は接触したことを検出する接近検出手段32又は接触検出手段33と、被研削面の基準点からの距離を測定する被研削面測定手段34とを備える。砥石車が被研削冶具の被研削面に接近又は接触したことが検出されると、砥石台の現在位置を検出し研削開始位置として記憶する。砥石台が研削開始位置から設定切込量だけ前進して、砥石車が被研削面を研削する。その後、被研削面の基準点からの距離が測定され、砥石車の研削開始位置、設定切込量、及び研削後の被研削面の基準点からの距離に基づいて基準点に対する砥石車の先端位置が補正される。
(もっと読む)
研削機の圧延ロール径計測装置及び圧延ロールの径計測方法
【課題】圧延ロールの軸芯がズレている場合でも正確に圧延ロールの径を計測することができる研削機における圧延ロール径計測装置を提供する。
【解決手段】回転自在に支持された圧延ロール2を砥石30で研削する研削機Aの圧延ロール径計測装置1であって、圧延ロールの上方側から自重により当該圧延ロールに設置され且つ当該圧延ロールの外周面に2点で接触可能なブロック体4と、ブロック体4の接触点の間に取り付けられ且つ圧延ロールの径の変位を計測可能な変位計5と、ブロック体4を圧延ロールの上方側で支持する支持機構6と、変位計5の計測値に基づいて圧延ロールの径を算出可能な算出部7を備え、ブロック体4は、圧延ロールの外周面に沿って移動可能となるように、支持機構6により支持されている。
(もっと読む)
トルク変化を利用した研磨終端時点検知方法及びその装置
【課題】ウェーハ状態に起因しないノイズをリアルタイムに除去して純粋にウェーハ状態に起因するトルク波形の変化を検知するとともに研磨終端時点を高い精度で確実に検知するトルク変化を利用した研磨終端時点検知装置を提供する。
【解決手段】トルクを計測するトルク計測手段9と、計測したデータにフーリエ変換を施して周期成分を分析する周期成分分析手段10と、周期ノイズ成分を除去するための移動平均処理時間を算出する平均処理時間算出手段11と、データに対してリアルタイムに算出された移動平均処理時間を基に平均処理して波形を修正する平均処理手段12と、トルク波形の変化を複数のアルゴリズムでモニタし、そのモニタ結果を複数の制限条件と照合して所定の膜の膜種を判別する膜種判別手段13と、トルク波形の変化をモニタして所定の膜の研磨終端時点を検知する終端時点検知手段14とを有する研磨終端時点検知装置を提供するものである。
(もっと読む)
AE波検出システムおよび検出方法
【課題】簡単な機構で、回転体のAE波を検出可能なAE波検出システムおよび検出方法の実現。
【解決手段】AEセンサ50と、AEセンサの受信面に取り付けられた板バネ52と、板バネに設けられ、板バネにより被測定物である回転体42の端面43の回転中心付近に押し付けられる先端子51と、AEセンサを、受信面以外の面で保持する保持部材53と、を備える。
(もっと読む)
切削装置
【課題】切削手段によるウエーハの切削の際に切削溝の深さを許容値に維持することができる切削装置を提供する。
【解決手段】切削手段による切削でウエーハWに形成された切削直後の切削溝Kの深さhを超音波を利用した非接触方式の溝深さ計測手段30で計測することで、計測された切削溝の深さが許容値を満たしていない場合にはZ軸送り手段を作動させて切り込み送り量を調整することが可能となり、切削手段によるウエーハWの切削の際に切削溝Kの深さhを許容値に維持することができるようにした。
(もっと読む)
研削盤
【課題】ツルーイング前後において砥石車の研削面と接触検知ロールとの接触を検出することにより、砥石車の研削面の実際のツルーイング量を正確に把握する。
【解決手段】ツルーイング前に砥石車21を前進させ、接触検知ロール33との接触による接触信号が送出されたときに、砥石台20のツルーイング装置30に対する第1相対位置を検出し、砥石車の研削面をツルーイングロール32に対して所定切込み量切り込んでツルーイングした後に、砥石車を前進させ接触信号が送出されたときに、砥石台のツルーイング装置に対する第2相対位置を検出し、砥石車のツルーイング前の半径から第1相対位置と第2相対位置との差を減算することによりツルーイング後の砥石車の半径を求める。ツルーイングロールのツルーイング前の半径から、所定切込み量から第1相対位置と第2相対位置との差を引いた値を減算することによりツルーイングロールの半径を求める。
(もっと読む)
研削加工監視システム及び研削加工監視方法
【課題】研削加工対象のワークが加熱されて焼戻し軟化により硬度が低下する現象(研削焼け)を生じたことや、研削加工で用いられる砥石が劣化したことを加工中に検出することが出来る研削加工監視システム及び研削加工監視方法の提供の提供。
【解決手段】振動検出装置(3、6)と、振動検出装置で検出された振動を電圧波形に変換して増幅する増幅装置(7)と、増幅装置からの電圧波形を周波数分解するフーリエ変換装置(8)と、制御装置(パソコン10)とを備え、制御装置(10)は、周波数分解により得られた特定の周波数における振動レベルをしきい値と比較して、当該振動レベルがしきい値よりも大きい場合に不都合であると判定する制御を行う。
(もっと読む)
ワークのバリ取り方法
【課題】バリの残存量の測定を簡易かつ高精度に行って、ワーク上に散在するバリの形状に応じて、適正かつ効率的な研削条件で研削工具を操作することのできるワークのバリ取り方法を提供する。
【解決手段】ワーク11に取り付けられたAEセンサ15を介してワークから発生するAE信号を取得する走査工程と、研削工具12の軌跡に沿ったワークのプロフィール情報に基づいて研削工具の制御条件を設定する設定工程と、前記制御条件に基づいて研削工具を操作してワーク上の突起部を研削する研削工程と、を有する。
(もっと読む)
ワークテーブルの反転方法
【課題】 異形のワ−クの研削加工時間の短縮。
【解決手段】 砥石車3の昇降と、ワーク2を固定しているチャック6を載置するワークテーブル4の左右方向の往復移動と、砥石車の前後方向の相対的な動きによりワーク表面を研削する研削装置を用い、ワーク2表面に対して回転している砥石車3をワーク表面に下降させてワークの切り込み、ワーク表面の研削を行う方法において、前記砥石車とワークとの干渉領域より発生した振動信号をワーク近傍のチャック上蓋裏面に砥石軸に対し鉛直方向に設置した加速度センサヘッド40が検出し、この振動信号の値(Ei)が予め設定した振動信号のトリガー値(E0)よりも高いときはワークテーブルを一方向に進行させ、該振動信号の値(Ei)が予め設定した振動信号のトリガー値(E0)以下に達したときにワークテーブルの駆動手段に反転信号を送り、ワークテーブル4を反転させる。ワークの研削が行われていないときのテ−ブル4の空転移動距離を短くできる。
(もっと読む)
研削盤
【課題】ワークwの熱変形に起因して、加工後のワークwの寸法誤差とか被研削面の表面粗さの品質低下が発生するのを阻止する。
【解決手段】精研後のスパークアウトが開始された後の時間経過に伴うワークwの熱変形量を推測し、そのスパークアウトの開始後に前記熱変形量を考慮しつつ前記相対変位を制御する寸法誤差最小化研削機能部26、27を備えた研削盤とする。
また精研後のスパークアウトが開始された後の時間経過に伴う加工中のワークwの熱収縮量及び熱収縮速度を推測し次にそのスパークアウト過程で研削砥石10をワークwに対し前記熱収縮速度の変化に関連した極微少切込み速度で且つ前記熱収縮量の変化に関連した量だけ一定時間切り込むように相対変位させ次に該相対変位の停止された状態でのスパークアウトをワークwの実寸法が目標寸法となるまで実行させる表面粗さ改善研削機能部28を備えた研削盤とする。
(もっと読む)
研削盤
【課題】研削盤上に固定されたAEセンサ16はワークwの研削中における研削抵抗に比例した出力を発生するという知見に基づいて、ワーク研削箇所の剛性を高精度に算出できるものとする。
【解決手段】ワーク支持回転手段13、13a、14と、ワークwに対しワーク回転半径方向へ相対変位される研削砥石10とを備えた研削盤において、ワークwの研削中に研削抵抗に対応した出力の得られるものとしたAEセンサ16と、研削中のワーク研削箇所の撓みを実測する撓み実測手段26Aと、AEセンサ16の出力から検出される研削抵抗の大きさとワークwの撓み量ΔLとからワーク研削箇所の剛性を算出する剛性演算手段27Bとを設ける。
(もっと読む)
研削盤
【課題】一定条件の下で、AEセンサ16はワークwの研削中における研削抵抗に比例した出力を発生するという知見に基づいて能率的且つ高精度な研削を可能とするほか研削砥石10の効率的なドレスを可能とする。
【解決手段】ワークwの研削中に研削抵抗に対応した出力を得るものとしたAEセンサ16を設けると共に、該AEセンサ16の出力に基づいて研削中の研削抵抗が特定値を超えないように研削砥石10とワークwの相対変位を制御するものとした砥石送り制御手段24を設ける。またAEセンサ16の出力から検出された研削中の研削抵抗の大きさが特定値を超えたときに研削砥石10のドレスを行わせるものとしたドレス制御手段26を設ける。
(もっと読む)
超音波振動切削装置
【課題】超音波振動子に印加する交流電力の周波数に対応した超音波振動による切削ブレードの振幅を正確に検出することができる超音波振動切削装置を提供する。
【解決手段】回転スピンドル42に設けられた切削工具43及び超音波振動手段6と、超音波振動手段に交流電力を印加する電力供給手段7と、交流電力の周波数を調整する周波数調整手段93と、交流電力の電力値を調整する電力調整手段92と、周波数調整手段および電力調整手段を制御する制御手段94とを備える超音波振動切削装置であり、切削ブレード45の振幅を検出する振幅検出手段10から出力された振幅信号のうち設定された周波数の振幅信号のみを通過させ制御手段に送る周波数可変フィルター11を備え、制御手段は周波数調整手段に出力する周波数信号と同一の周波数信号を周波数可変フィルターに出力し、周波数可変フィルターから出力された振幅信号に基いて切削ブレードの振幅を求める。
(もっと読む)
研磨物品、CMPモニタリングシステム及び方法
本開示は、化学機械研磨(CMP)に有用な研磨物品に関し、この物品は、対向する主表面を有する基材と、主表面の少なくとも1つの少なくとも一部分にオーバーレイする研磨材と、基材の近くに位置付けられた、CMP情報を提供するための手段と、基材の近くに位置付けられかつCMP情報をリモートレシーバに送信するように適合されたトランスミッタとを包含する。本開示はまた、CMP情報を通信するための手段を有するCMPパッドコンディショナー、CMPプロセスモニタリングシステム、及びCMPパッドをコンディショニングするための方法に関する。  (もっと読む)
(もっと読む)
21 - 40 / 52
[ Back to top ]