
Fターム[3C036BB06]の内容
穴あけ、中ぐり加工 (1,347) | 工具に関するもの (203) | 中ぐり工具刃先位置調整 (67) | 半径方向スライドによるもの (16)
Fターム[3C036BB06]に分類される特許
1 - 16 / 16
長尺ノズル内面加工装置
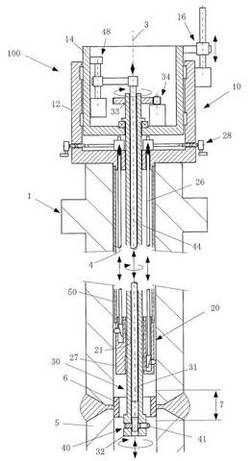
【課題】中心軸が鉛直に保持された長尺ノズルの内面加工部を、加工反力によるたわみが小さく、切り屑の影響を受けることなく、精度良く加工することができる長尺ノズル内面加工装置を提供する。
【解決手段】長尺ノズル1の上端に固定された駆動部10と、駆動部から長尺ノズル1の内面内に吊下げられ、内面加工部7より上方に位置決め可能であり、かつ中心軸3に対し線対称の第1中空貫通穴21を有する支持ヘッド20と、駆動部から第1中空貫通穴を通して下方に延び、支持ヘッドにより回転可能に支持され、駆動部により中心軸に沿って上下動可能であり、かつ中心軸を中心に上端部が回転駆動される中空円筒形の主軸30と、支持ヘッドより下方の主軸下端部に設けられた加工工具を駆動部により半径方向に移動可能な切込調整機構40とを備える。
(もっと読む)
回転面板をクイルに装着する工作機械のNC制御方法

【課題】クイルを送るZ軸送り機構と、主軸を送るW軸送り機構が主軸頭に単独で組み付けられた簡易な構造の工作機械であっても、クイルに回転面板を取り付けるだけで、加工物にテーパー穴加工や曲面穴加工などを行えるようにする。
【解決手段】クイルを送るZ軸の移動量をz、中ぐり軸を移動させてスライダを半径方向に送るW軸の移動量をwとして、回転面板を用いた穴加工での軸移動の指令コードを記述したブロックを含む加工プログラムを数値制御装置に入力し、数値制御装置内部で軸移動の指令コードを含むブロックを解析するときに、Z軸の移動量をz=z、W軸の移動量をw=(z+w)に変換して解析し、変換後のZ軸移動量z、W軸移動量(z+w)に基づいてZ軸、W軸のそれぞれの実際の移動量指令値を演算し、移動量の指令をそれぞれZ軸サーボ制御部、W軸サーボ制御部に出力する。
(もっと読む)
工具径調整装置を備える工作機械
【課題】加工時間に影響を与えることなく、工具径の調整を行うことができる工具径調整装置を備える工作機械を提供する。
【解決手段】工具径調整装置107は、主軸装置102の動作および工具交換装置106の動作を行うための加工プログラムの実行に対して並列してボーリングホルダ1の工具径の調整動作を行う。搬送制御装置109は、工具交換装置106による工具交換処理の実行中であるか否かを判定し、工具交換処理の実行中でない場合に、搬送装置108によるボーリングホルダ1の工具マガジン105からの取出動作および工具径を調整したボーリングホルダ1の戻し動作を行う。
(もっと読む)
刃具位置決定装置及び刃具位置決定方法
【課題】より簡単に且つ高精度に刃具位置を決定できる刃具位置決定技術を提供することを課題とする。
【解決手段】(a)において、治具25の壁26に、工具の中心軸に直交する方向にねじ21を回すツール38が挿入される穴27が設けられ、ポケット17に、刃具16を押出すばね31が収納されている。
【効果】(b)において、ねじ21をツール38で緩めると、ばね31が刃具16を押出し、刃先19が治具25の穴24の面41に当たる。刃先19が面41に当たった状態で刃具16をねじ21で固定する。治具25に対し工具が正確に位置決めされ、治具25はミクロン単位の製作公差で製作される。面41に刃先19を当てて刃具位置を決めるので高精度な刃具位置が得られる。より簡単に且つ高精度に刃具位置を決定できる。
(もっと読む)
ボール盤
【課題】駆動モータによりドリルに回転運動を与えても、ドリルの偏心運動の径にズレが生じることなくドリルに正確な偏心運動を与えることが出来るように構成されたボール盤を提供すること。
【解決手段】主軸23に対し軸方向の相対移動が規制された状態で主軸23を回転可能に支持する回転支持体24と、被加工材料を加工する加工位置に移動可能なベース部20と、ベース部20に対し回転可能に設けられ回転支持体24を支持するスピンドル25と、から少なくとも構成されており、スピンドル25は、回転支持体24に対し軸方向に相対移動することで、回転支持体24の軸心とスピンドル25の軸心との離間間隔を変化可能に成っている。
(もっと読む)
中ぐり加工システム
【課題】ワークの穴の内面を高精度で加工できる中ぐり加工システムを提供すること。
【解決手段】中ぐり加工システム1は、スピンドル軸21を回転させるスピンドル装置2と、スピンドル軸21に装着されたホルダ3と、を備える。このホルダ3は、円筒形状のホルダ本体11と、このホルダ本体11の内部に進退可能に収納されたロッド12と、ホルダ本体11の外周面に支承されてロッド12に連結された工具カートリッジ13と、を備える。工具カートリッジ13は、カートリッジ本体131と、工具132と、ブラケット133と、を備える。スピンドル装置2は、スピンドル軸21と、このスピンドル軸21に収容された圧電素子22と、スピンドル軸21を回転させる回転モータ23と、スピンドル軸21の回転位相を検出する第1ロータリエンコーダ242と、を備える。
(もっと読む)
調節要素
本発明は、円筒状基体(14)と、取付状態時に、切削部材(5)に衝突する端面(20)上の能動面(9)とを備える、切削工具(1)の工具座部(4)に締め付けられる切削部材(5)用の調節要素(10)であって、調節要素(10)用の回転防止保護部としての、基体(14)の円筒スリーブの、円筒形状から逸脱した輪郭突出部(16)を有する調節要素(10)に関する。  (もっと読む)
(もっと読む)
ワークの内径加工方法及び装置
【課題】本発明は、簡易な構成で高精度な内径加工を可能とするワークの内径加工方法及び装置を提供する。
【解決手段】シリンダブロック200に形成された穴202を内径加工するシリンダブロック200の内径加工装置10であって、回転駆動機構300にてシリンダブロック200を回転させた状態でシリンダブロック200の穴202の内径面と接触可能に設けられた加工チップ34と、シリンダブロック200に対して加工チップ34を穴202の深さ方向に相対移動させる移動機構12と、加工チップ34を穴の半径方向に進退させるピエゾアクチュエータ42と、既に内径加工されたモデルブロックのボアの内面形状に基づいて加工チップ34が進退されるようにピエゾアクチュエータ42に印加される電圧を制御する制御部16とを備え、加工チップ34が、ピエゾアクチュエータ42とシリンダブロック200との間に配置されている。
(もっと読む)
内面検査装置とこれを備える内面加工検査装置
【課題】切削加工後の長尺シャフトなどの管状部材の内面を簡単に検査できる内面検査装置を提供する。
【解決手段】管状部材1の内面2を加工する内面検査装置であって、管状部材1を固定する固定装置10と、固定装置10により固定された管状部材1の内面2を加工する加工機20、30、40と、内面2に区画された管状部材の内部空間に位置した状態で、加工機に加工された内面2を検知する内面検査ヘッド15と、を備える。
(もっと読む)
非真円形穴加工方法および非真円形穴加工装置
【課題】高速かつ高精度でワークを加工できる非真円形穴加工方法を提供すること。
【解決手段】非真円形穴加工方法は、シリンダブロックに既に形成された断面非真円形状のボアと同一形状のボアを、シリンダブロックに形成する。すなわち、既に形成されたボア軸線上に複数の測定点を設定し、これら複数の測定点それぞれでのボアの内径形状を測定して、内径形状データとして取得する内径形状データ取得工程と、内径形状データを周波数解析し、0次からn次(nは自然数)までの周波数成分の振幅値および位相値を分析内径形状パラメータとして算出する分析内径形状パラメータ算出工程と、前記内径形状パラメータを、加工装置の電子記憶媒体に記憶させる分析内径形状パラメータ記憶工程と、を備える。
(もっと読む)
長尺シャフト内面加工装置とその方法
【課題】長尺シャフト内に挿入する加工ヘッドの最大径を長尺シャフトの両端部の下穴よりも細くでき、加工時の工具反力による加工精度の低下を防止でき、加工不可範囲を最小にでき、長尺シャフトの内面を下穴に倣って正確に内面加工することができる長尺シャフト内面加工装置を提供する。
【解決手段】長尺シャフト1を撓まないように固定する長尺シャフト支持装置10と、長尺シャフト1の下穴2に軸方向に挿入可能な加工ヘッド20と、長尺シャフト1の一端から下穴2を通して加工ヘッド20に連結され加工ヘッド20を軸方向に移動させるヘッド支持装置30と、長尺シャフト1の他端から下穴2を通して加工ヘッドに連結され刃物29を軸線まわりに回転駆動する刃物駆動装置40とを備える。
(もっと読む)
シート面加工工具およびシート面加工方法並びにそのシート面加工工具を用いたインジェクタの製造方法
【課題】穴加工と別の工作機器類で、被加工物回転、工具回転で、シート面を加工して、穴内径とシート面の同軸度精度を確保可能な、シート面加工工具およびシート面加工方法並びにそのシート面加工工具を用いたインジェクタの製造方法を提供する。
【解決手段】穴あけ加工が施された被加工物Wの加工穴Hに装入して、被加工物Wの加工穴Hにシート面の加工を施すためのシート面加工工具1である。
シート面加工工具1は、加工穴Hに装入可能な外径の長尺部材で構成し、旋盤装置2における工具駆動部3にチャックする基端部1aと、中間部位にテーパ状のシャンク部1bと、被加工物(W)の加工穴Hに案内するガイド部1cと、先端側に、加工穴H底部にシート面加工を施すための切削刃部1dを備えた。
(もっと読む)
中空ワークの内面加工装置
【課題】ワークを回転させてワークの内面を加工できる内面加工装置を提供する。
【解決手段】中空ワークを回転駆動する主軸を回転可能に支持する主軸台と、主軸に対して回転軸が平行に設けられるとともに、主軸台に対して接近離間可能に設けられたタレットと、タレットの回転周部に前記回転軸に対して平行に設けられ、主軸の軸線上に一本が割り出し可能に設けられた複数本の主アーバと、中空ワークの内面を加工する工具と、工具が先端に取り付けられ、主アーバの先端部に半径方向に移動可能に設けられた工具シャンクと、工具シャンクに連結されるとともに、主アーバに相対移動可能に設けられ工具シャンクを半径方向に移動させる半径方向移動装置と、主軸台に、主軸の軸線方向に進退移動可能に設けられ、タレットにより割り出された主アーバの先端に当接して工具シャンクを反対側から支持する補助アーバとした。
(もっと読む)
刃物台回転型加工機の加工方法および制御ユニット
【課題】搬入式の刃物台回転型加工機において、サイドジャッキやレベル調整装置による設置調整に依存することなく、偏心誤差による加工精度の低下を回避し、高精度な内円周面加工、端面加工を行えるようにすること。
【解決手段】内円周面加工において、偏心量演算手段122にて演算された偏心量による偏心誤差がキャンセルされるように、偏心補償制御手段123によって回転台21の回転角位置に応じてスライドビーム31の水平軸線方向位置を補正し、被加工物の中心点を基準とした偏心補償を行う。
(もっと読む)
穿孔ツールの調節方法及び装置
【課題】手動の調節によってではなく、機械の作動によって切削ツールの位置を調節することを許容する穿孔ツールを提供する。
【解決手段】切削ツールの位置を調節する方法及び装置である。穿孔ツール20は、CNC穿孔機械により駆動される結合部材45と、結合部材に摺動可能に結合された摺動ツールホルダ35とを有している。摩擦力は切削ツール部材35の摺動動作に抵抗する。摩擦力は工作工程の間、切削ツールの位置を保持するのに十分である。しかし、摩擦力は、切削ツールを調節する間に使用されるように、摺動方向に対し平行に付与された横方向力に抵抗するのに不十分である。
(もっと読む)
穴あけ器
【課題】加工径調整時に、回転アンバランスを生じ無いように簡単に調整出来る穴あけ器を提供する。
【解決手段】前端にカッティング端29を有するツールビット27が入るベース体2を有し、ベース体2はツールビット27が回転可能に取り付けられる開口を有し、ベース体2に対してツールビット27の回転ポジションを設定し、締め付け手段16は、設定された回転ポジションにツールビット27を固定する。ツールビット27は、アンバランスについてニュートラルな回転ポイントの周りで回転でき、好ましくは、ツールビット27は、後端27aで、半径方向に調整可能なスライド7に接続し、スライドは、マイクロメーターねじ9などで精密に半径方向に調整できる。
(もっと読む)
1 - 16 / 16
[ Back to top ]