
Fターム[3C036BB13]の内容
Fターム[3C036BB13]の下位に属するFターム
スピンドル間隔調整 (8)
クラスタプレート
ヘッド交換できるもの (20)
多軸ヘッドの送り (4)
複数スピンドルの駆動 (6)
Fターム[3C036BB13]に分類される特許
1 - 19 / 19
工作機械及びそれを用いた加工方法
【課題】加工ユニットを移動させる必要が無い工作機械を提供することを課題とする。
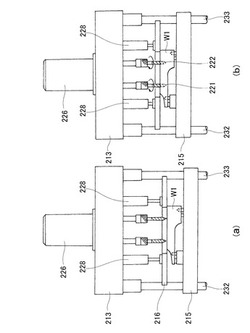
【解決手段】図(a)に示すように、ワークW1の上面がワーク抑えプレート216に当接する。更に、ワーク受けプレート215を上昇させると、クッションユニット228、228が縮み、この縮み量に応じてクッションユニット228、228はワークW1をワーク受けプレート215へ付勢する。図(b)に示すように、ワーク受けプレート215とワーク抑えプレート216で挟持されたワークW1に、加工ヘッド213により機械加工を施す。
【効果】加工ヘッド213は静止させ、ワークW1を加工ヘッド213へ接近させる。重量物である加工ヘッド213を移動させないため、省エネルギーが図れる。
(もっと読む)
加工設備および加工方法

【課題】加工ヘッド一面の上下方向に2個の工具部を設けることにより、加工設備のコンパクト化およびサイクルタイムの短縮化を図ることができる加工設備および加工方法を提供する。
【解決手段】加工設備100では、下側工具部(左側工具部21L)とパレット12との水平方向間隔が、上側工具部(左側工具部22L)とパレット12との水平方向間隔よりも大きく設定され、その間隔差dは、加工ヘッド121のワークWへの接近時、下側工具部(左側工具部21L)がパレット12と干渉しないような長さに設定されている。これにより、上側工具部(左側工具部22L)によるワークWの加工時、図3に示す比較例の加工設備200とは異なり、下側工具部(左側工具部21L)の上端部とパレット12の底部との衝突を防止することができる。
(もっと読む)
工作機械
【課題】被加工物の曲面に対して、高精度に加工を行うことができる工作機械を提供する。
【解決手段】平坦な平面Waと湾曲した曲面Wbとを有するワークWを、平面Waが水平に配置された状態で固定して、曲面Wbに対して孔開け加工を行う工作機械であって、曲面Wbに対して孔開け加工を行う工具T1を回転可能に装着する下加工ヘッド25と、下加工ヘッド25を工具T1の軸方向に移動させる下サドル24と、平面Waに対して、曲面Wbの曲率に応じて設定された傾斜角度αで傾いて設けられ、下サドル24を傾斜角度αの傾斜方向に移動可能に支持する下クロスレール23とを備える。
(もっと読む)
多軸ボール盤における各刃具の軸方向位置揃え方法、多軸ボール盤における各刃具の軸方向位置揃え部材、及び多軸ボール盤における各刃具の軸方向位置揃え装置
【課題】刃具先端位置の位置揃え作業を容易且つ安価に行うことができる多軸ボール盤における各刃具の軸方向位置揃え方法、軸方向位置揃え部材及び軸方向位置揃え装置を提供する。
【解決手段】本発明は、少なくとも複数本の刃具の配列範囲以上の広さを有する平板部材を用いると共に、該平板部材に設けられた平坦面部が前記複数本の刃具の各刃軸線方向と直交するように前記刃具の先端側に対向配置する平坦面部配置工程と、前記複数本の刃具のうち基準となる一本の刃具の先端が前記平坦面部に当接するまで前記多軸ヘッドの進退動により前記複数本の刃具を接近させる基準刃具当接工程と、前記基準となる一本の刃具の先端が前記平坦面部に当接した位置で他の前記複数本の刃具の各先端が前記平坦面部に当接するように前記位置決め機構により前記刃具の位置決めを行う刃具位置決め工程と、を備えることを特徴とする。
(もっと読む)
穴加工装置及び方法
【課題】穴加工装置及び方法において、一度に複数の穴を同時に加工可能として加工作業の作業性の向上を可能とする。
【解決手段】加工ヘッド61と、加工ヘッド61に着脱自在に装着される複数の穴あけ工具63と、加工ヘッド61を管板45に形成する取付穴60の径方向及び軸方向に移動可能とする駆動装置64と、この駆動装置64を駆動する制御装置65とを設け、加工ヘッド61に対して穴あけ工具63を取付穴60の配列方向に沿うと共に取付穴60のピッチの2倍以上の整数倍の等間隔で設け、制御装置65は、加工ヘッド61が穴あけ工具63の配列方向に取付穴60のピッチごとに移動して穴あけ工具63により穴加工を行うように駆動装置64を駆動する。
(もっと読む)
加工装置
【課題】経済的な構成で、多種類の異なるワークの加工を高精度且つ効率的に遂行することを可能にする。
【解決手段】加工装置10は、多種類の異なるワークWを位置決め保持する汎用型ワーク位置決め治具96と、ギャングヘッド24に回転駆動力を付与するとともに、前記ギャングヘッド24を着脱自在な装置本体18と、前記ギャングヘッド24を、前記ワークWに対して案内するガイド機構76と、前記ギャングヘッド24を、工具50の軸方向に直交する面を揺動面として前記装置本体18に対し揺動させる揺動機構36と備える。
(もっと読む)
加工方法及び加工装置
【課題】複数の加工面を持つワークに対しても、各加工面の加工を効率的に行うことができる加工方法及び加工装置を提供する。
【解決手段】加工装置10は、複数の加工面を持つワークWをそれぞれ位置決め固定可能な2つの位置決め固定部20を有し、各位置決め固定部20を回転中心対称に備え、モータ36によって位置決め固定部20の回転位相を設定可能なクランプユニット12と、クランプユニット12に対し、加工前のワークWを搬入し且つ加工後のワークWを搬出するトランスファーバー75と、クランプユニット12に対向して並設されると共に、各位置決め固定部20に対応して2台設けられた加工主軸82a、82bを有する加工ユニット14とを備え、各加工主軸82a、82bにより、各ワークWの異なる加工面を同時に加工可能である。
(もっと読む)
多軸加工方法及びその装置
【課題】ギャングヘッドを備えた多軸加工ユニットを用いて位置決め精度良くワークの加工を行なう。
【解決手段】ワーク投入部(20a)にワークW1を投入し、第1リンク部材(92)を回動して、第2リンク部材(104a、104b)によりワークW1を第1ワーク保持部(20b)を経て、ワーク位置決め固定部(20c)上に位置決め固定する。次いで、多軸加工ユニット(14)を駆動して、切削工具(122)を前記位置決めされたワークW1に切削加工を施す。加工が完了したワークW1は、第2ワーク保持部(20d)を経て、ワーク払出部(20e)から取り出される。
(もっと読む)
長寸部材の孔明け装置及びその方法
【課題】長寸部材の所定位置に孔を明ける作業を効率的に行えるようになる長寸部材の孔明け装置及びその方法を提供する。
【解決手段】長寸部材をこの長寸部材の長手方向に送るための送り経路41の側部には、送り経路41の孔明け加工部41Bにおいて、孔明け工具が配置されているとともに、送り経路41に、長寸部材の先端が当接する当接部42Bを有する位置出し手段42が走行自在に配置され、長寸部材の先端が当接部42Bに当接するまで長寸部材が送り経路41を送られることにより、長寸部材における孔明け手段で孔明け加工される箇所の位置出しが行われ、この位置出しは、位置出し手段42が走行して停止するそれぞれの位置において行われる。
(もっと読む)
小型多軸ボール盤・タップ盤
【課題】各スピンドルに対するドリルの取付作業を短時間で行うことのできるコレットチャック機構を備えた小型多軸ボール盤・タップ盤を提案することにある。
【解決手段】小型多軸ボール盤・タップ盤1の各スピンドル10には、その円環状段面16に当接した状態で、コレット用円筒30がねじ込み固定され、このコレット用円筒30の先端には先端側に向かって窄まった形状のコレット部38が形成されている。ここに、先端側からチャッキング用円筒40を装着し、先端側からドリル50のシャンク51をコレット部38に挿入した状態で、チャッキング用円筒40をねじ込むことにより、ドリル50がコレット部38にチャッキングされる。コレット用円筒30の後端からドリル先端52までの長さLがチャッキング時に変動しないので、多数のスピンドル10にドリル50を取り付ける作業を短時間で簡単に行うことができる。
(もっと読む)
穴加工装置、及び、穴加工方法
【課題】一つおきにボアを加工するに際して、加工しているボアの間に位置するボアの周辺に高い応力が発生したり、ワークの平行度が悪化したりすることを防止でき、加工しているボアの間に位置するボアの形状変形を抑制することができる、穴加工装置、及び、穴加工方法を提供する。
【解決手段】本実施形態に係る穴加工装置10においては、第二加工チップ33は、第一加工チップ31に対して同位相とならず、かつ、第一加工チップ31に対して180度回転して対向する位相ともならないように、第二軸頭23に配設される。具体的には、第二加工チップ33は、第一加工チップ31に対して平面視で第二軸頭23の回転方向に45度回転した位相となるように第二軸頭23に配設される。
(もっと読む)
外壁パネルの取付穴加工装置
【課題】 従来の加工装置は、加工材Wを裏返し表面側を治具に接触するようにセットしていた。このため、化粧層が欠損してしまうなどの問題点があった。また化粧層のデザインが変わるたびに治具を準備してセット換えをしなければならず、作業性と共に経済性が悪いという問題があった。
【解決手段】 搬送面A上の加工材Wを前後方向に制御移動するワーク位置決め手段Bと、加工材Wを搬送面A上に押圧固定するクランプ手段Gと、上記搬送面Aの下側にして上向きに配設した多数の回転刃物35,35と、これら回転刃物35,35を左右方向において個々に制御移動する刃物の位置決め手段F,Fと、上記多数の回転刃物35,35を一斉に上下方向、前後方向および左右方向の三軸方向に制御移動するX軸移動制御手段E、Y軸移動制御手段C、Z軸移動制御手段Dを備える。
(もっと読む)
加工装置
【課題】ワークの大きさや形状に応じて、ワークの両端部の把持位置及び加工位置を調整することができるとともに、構造が簡単で装置全体を小型にすることができる加工装置を提供する。
【解決手段】長尺状のワークWの両端部Wa,Wbを把持するための一対の把持機構35と、その把持機構35によって把持された状態のワークWの両端部Wa,Wbに対して加工を施すための一対の加工機構36とを備える。両把持機構35及び両加工機構36を、ワークWの長さ方向において位置調節できるように、装置フレーム31上の同一の案内レール32に移動可能に支持する。
(もっと読む)
製作品を精密加工する装置
製作品を精密加工する装置、好ましくは、内燃機関のクランクケースにおけるシリンダボアをホーニングおよび/または精密中ぐりする装置であって、モジュール(1)内部で互いに向かい合う2つの長手側面(2、3)に、それぞれ1つまたは2つの水平方向にスライド可能な加工ユニット(10、11、12、13)が、ホーニングおよび/または精密中ぐりのために設けられ、いずれの加工ユニット(10、11、12、13)も、スピンドル(100)と、スピンドル(100)の往復ストローク運動を生じかつ加工ユニットを作業ポジションにスライドさせる駆動装置と、剛性がある軸を有するツールホルダ(8)と、加工ツールを半径方向に繰り出す繰り出し装置(60、61、62、63、64)とを備え、加工ユニット(10、11、12、13)を装着された長手側面の間に、末端面からアクセス可能なサービス室(7)が設けられ、加工ユニット(10、11、12、13)には、モジュール(1)の後部末端面(4)に接して少なくとも1つのツールマガジン(30、31)が設けられている、装置。  (もっと読む)
(もっと読む)
多軸ヘッド
【課題】隣り合う主軸の軸芯間距離を短縮することができる多軸ヘッドを提供する。
【解決手段】工具2を把持する工具把持部11と、この工具把持部11よりも小径の軸部12とを備えた主軸10を、複数本回動可能に支持した多軸ヘッド1において、工具把持部11は静圧軸受(油静圧軸受15)によってラジアル方向に支持され、軸部12は軸方向荷重を支持可能な転がり軸受(アンギュラボールベアリング25)によってスラスト方向にも支持され、工具把持部11を支持する静圧軸受(油静圧軸受15)に流体を供給する流体供給路(油供給路17)は、隣り合う流体供給路(油供給路17)に対して主軸10の軸方向にオフセットして配置されている。
(もっと読む)
工作機械
【課題】加工回数や工具交換回数を極力少なくすることができ、1台の機械で加工効率を高めることができる工作機械を提供する。
【解決手段】ベッド3と、ベッド3上を個別に移動可能に設けられた複数のコラム7a,7bと、これらコラム7a,7bに移動可能に設けられ、加工工具を取付可能な加工ヘッド19a,19bと、ベッド3上に設けられ、ワーク2を支持するテーブル4と、を備えた工作機械において、複数のコラム7a,7bのうち少なくとも1つのコラム7bの加工ヘッド19bには、複数の加工工具5を備えた多軸工具ヘッド36が取り付けられるように構成した。
(もっと読む)
多軸加工装置
【課題】加工反力を低減すると共に加工時に歪みを発生することが無く、切り屑を噛み込むこともない多軸加工装置を提供する。
【解決手段】クランプシリンダ14A、14Bにより、サブコラム10A、10Bをワーク12方向へ移動して、クランプ部材13A、13Bにより、主軸ヘッド集合体16A、16Bの加工方向と同一水平方向にワーク12を保持し、ボールネジ15A、15B及び駆動モータ17A、17Bにより、主軸ヘッド集合体16A、16BをZ方向に移動して、主軸ヘッド集合体16A、16Bにより、ワーク12の両面から互いに反対の加工方向に複数同時に加工して、ワーク12を水平方向に加工する多軸加工装置。
(もっと読む)
プリント基板加工機及びその穴明け加工方法
【課題】装置全体を大きくすることなく、加工精度を向上させることができるプリント基板加工機及びその穴明け加工方法を提供すること。
【解決手段】 X軸駆動部3a、3bとY軸駆動部7a、7bによりスピンドル5a、5bに回転自在に保持されたドリル4a、4bの軸線を加工位置に位置決めし、その後、Z軸駆動部6a、6bによりドリルa、4bをプリント基板1a、1bに切り込ませて穴明け加工を行うプリント基板加工機Mにおいて、X及びY方向の隣り合う各軸をそれぞれ逆方向に移動させて穴明け加工を行う。
(もっと読む)
穴明け方法及び穴明け装置
【課題】基板に複数本のドリルで複数の穴を同時に加工する場合に、基板に明けられる穴の位置のずれを小さくする。
【解決手段】X方向に移動可能なテーブル3上に戴置されたワークに穴を明ける前に、テーブル3の上方に配置されX方向と直交するY方向に移動可能なクロススライド6に戴置された複数のスピンドル12のそれぞれ先端に支持された複数の工具の軸線のスピンドル12の設計上の軸線に対するX方向、及び、Y方向の各方向毎のずれを検出し、検出された各方向毎のずれの平均値を算出し、複数のスピンドル12の軸線の座標を加工しようとする穴の中心座標に対して各方向毎にそれぞれ平均値だけ補正して、ワークに穴を明けることを特徴とする。
(もっと読む)
1 - 19 / 19
[ Back to top ]