
Fターム[3C037BB16]の内容
穴あけ工具 (3,056) | 刃先位置、形状、構造 (620) | 切刃取付部 (208) | 取付手段 (57)
Fターム[3C037BB16]に分類される特許
41 - 57 / 57
コンポジットドリル

【課題】 シャンクの取付孔に切刃部材後端部が挿入されて接着剤により固着、取り付けられたコンポジットドリルにおいて、切削熱によって接着剤に軟化が生じても切刃の位置に変位が生じるのを抑えて安定した高精度の穴加工が可能なコンポジットドリルを提供する。
【解決手段】 シャンク11の先端部に形成された取付孔13に、先端側に切刃部15が設けられた切刃部材16の後端部17が挿入されて、接着剤18により固着されて取り付けられたコンポジットドリルにおいて、取付孔13の孔底部14に、取付孔13の中心軸(シャンク11の軸線O)方向に切刃部材16の後端面21に対向する中心軸に垂直な平面部22と、この平面部22からシャンク11の後端側に凹む凹部23とを形成する。
(もっと読む)
刃先交換式工具

【課題】ホルダの加工性を高めることによりホルダに対する切れ刃チップの位置精度を向上させ、耐久性に優れた刃先交換式工具を提供する。
【解決手段】切れ刃チップ1を挟む対向一対の挟持片3,3をホルダ2の先端に形成し、その挟持片3,3の間を斜めに横切る稜線4を有する山部5をホルダ2に形成し、その山部5に対応する谷部6を切れ刃チップ1に形成し、その谷部6をホルダ1の山部5に押さえ付けるロック手段を設けた。
(もっと読む)
カッター用アダプタ
【課題】 カッター及びセンタードリルを、それぞれ迅速かつ簡単に、電動ドリルのチャックに着脱できるようにして、穿孔対象物の材質や孔径に応じてカッターやセンタードリルを頻繁に交換する必要があるときでも、効率的に穿孔作業を行えるようにすること。
【解決手段】 電動ドリルに連結される連結部材9に対してセンタードリル11及びコア本体10を別個に取着するためのカッター用アダプタ7であって、連結部材9、センタードリル11及びコア本体10に設けられている挿入部A15、B15、C15が挿入される挿入孔Aを有する保持部A13、B13、C13と、各挿入孔に挿入された各挿入部A15等の引抜き方向の移動を係止する係止硬球A20、B20、C20と、アダプタ本体12の軸方向に移動させることによって挿入部A15等に対する係止を解除する係止解除部A29、B29、C29とを備える。
(もっと読む)
切削工具
【課題】 本体部と切削ヘッドとが着脱可能に構成された場合に、切削ヘッドを本体部に対して強固に固定することができると共に、製造コストの低減を図ることができる切削工具を提供すること。
【解決手段】 本願発明の切削工具1によれば、本体部3は、第1及び第2ピン孔35,36に圧入されるピン34を備え、切削ヘッド2は、ピン34と係合するピン係合面22cを備え、第1及び第2ピン孔35,36は、ピン34が本体部3の軸心Oに対して傾斜を有するように相対配置されると共に、その傾斜方向が切削加工時の切削抵抗により切削ヘッド2を本体部3側に引き込ませる方向となるように設定されているので、切削抵抗によるピン34とピン係合面22cとの係合力を確保して、切削ヘッド2を本体部3へ強固に固定することができる。
(もっと読む)
刃先交換式ドリル
【課題】刃先交換式ドリルにおけるチップ強度と本体部強度の確保、切屑処理性の向上を同時に実現できるようにすることを課題としている。
【解決手段】ドリル本体1に対する複数個のスローアウェイチップ5の装着を、そのチップ5の側面がすくい面になる縦置き配置と、上面又は下面がすくい面になる平置き配置を混在させて行い、中心刃6aを縦置き配置のスローアウェイチップの第2稜線5eで、外周刃6bを平置き配置のスローアウェイチップの第1稜線5dでそれぞれ形成して中心刃6aとドリル本体1の強度向上と、外周刃6bのすくい面を広くすることによる切屑処理性の向上
を両立させるようにした。
(もっと読む)
スローアウェイ式ドリル
【課題】ホルダにスローアウェイチップを強固に固定することができ、しかもスローアウェイチップの位置決め精度を高めることができるスローアウェイ式ドリルを提供することである。
【解決手段】先端側に開口するチップ取付溝が形成されたホルダ2と、チップ取付溝1に固定される略平板状のスローアウェイチップ3とを備え、一対の被拘束面7,7´がホルダ3の軸線方向に垂直な面で切った断面形状が略V字状となる2つの平面でそれぞれ構成され、一方の被拘束面7における2つの平面がなす角を二等分する面10と、他方の被拘束面7´における2つの平面がなす角を二等分する面10´とが、クランプねじ9の中心軸線に略平行であり、かつ、クランプねじ9と交わる領域にあり、一対の内側面5,5´は、一対の被拘束面7,7´の形状にそれぞれ対応した断面略V字状の拘束面51,51´をそれぞれ有している。
(もっと読む)
インサート着脱式ドリル
【課題】 ドリル本体と切削インサートとを好適に一体化できるインサート着脱式ドリルを提供する。
【解決手段】 ドリル本体1の切削インサート2をクランプ保持するクランプ面と、このクランプ面に交差しつつ隣接され切削インサート2にドリル本体1の回転力を伝達するトルク伝達面との交差角に対して、クランプ面にそれぞれ押圧される切削インサート2のクランプ受面と、クランプ受面に交差しつつ隣接されてドリル本体1の回転力がトルク伝達面から伝達されるトルク受面との交差角を2°以下の範囲で小さく形成する。
(もっと読む)
切削チップアンカー部を有する切削インサート
本発明は、複数のキャビティを有する切削インサート・ボディーと、複数の切削チップを含む切削インサートとを提供する。複数の切削チップの各々は、それぞれのキャビティに配置される。切削チップは、切削インサート・ボディーのキャビティに挿入されたときに機械的保持又はロックを可能にする幾何形状を有する。幾何形状はボディーの切れ刃から実質的に離隔された基底を有するアンカー部を含む。さらに、切削チップの各々と切削インサート・ボディーとの間にろう付け接合部を含む。切削インサート・ボディー及び/又は切削チップは少なくとも一つの非対称手段を有する。 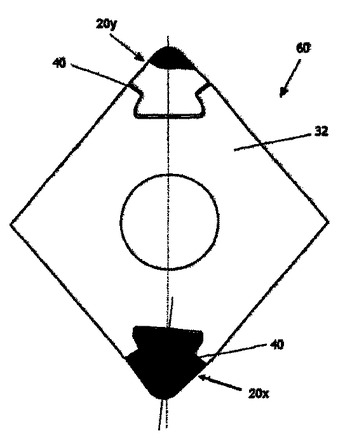 (もっと読む)
(もっと読む)
スローアウェイ式ドリル
【課題】 すり割りにより嵌合突起を嵌合凹所に対して容易且つ確実に嵌め合わせることができるようにしながら、テーパ嵌合による結合強度の低下を抑制してボディ寿命を向上させる。
【解決手段】 逆テーパ形状の嵌合突起18がボディ10に設けられるとともに、その嵌合突起18にすり割り22が設けられて弾性的に縮径可能とされているため、嵌合突起18を嵌合凹所20に対して容易且つ確実に嵌め入れることができる。また、穴明け加工時の切削抵抗や振動などで嵌合突起18を縮径させる方向の負荷が作用しても、その変形量は最大でもすり割り22の溝幅寸法であるため、すり割り22による嵌合突起18の弾性(ばね力)が良好に維持されてテーパ嵌合の結合強度の低下が抑制され、ボディ10の寿命が向上する。
(もっと読む)
切削インサートおよび切削工具
切削インサート(42)が取外し可能に固定された金属切削工具(20;220)が開示され、切削インサートは、調節部材上面(138;338)を有する少なくとも1つの調節部材(66;188)を備える調節機構(44;244)と係合しており、調節部材上面は、キーを受け入れるように設計された調節ソケット(140;340)を備え、切削インサートは、2つの反対側に位置するインサート主要面(52)の間を延びる少なくとも1つのインサート調節スロット(60)を備え、切削インサートの位置は、キーをインサート調節スロットを通して調節ソケットに挿入し、キーを回転させることによって調節することができ、それによって切削インサートの位置が調節される。  (もっと読む)
(もっと読む)
取り外し可能な切削ヘッドを有するドリル
ドリルは、工具シャンク上に切削ヘッドが取り外し可能に設けられるものである。切削ヘッドは、シャンク支持面上で間隔を置いた4つの軸方向支持領域で、工具シャンクに軸方向に支持される。  (もっと読む)
(もっと読む)
ドリル工具
本発明は、ドリルヘッド(4)として切刃エレメント(1)と、前記ドリルヘッド(4)に接続するドリル螺状部(2)と、このドリル螺状部(2)に続く緊締シャンクとを備えたドリル工具(3)であって、この場合、前記ドリルヘッド(4)のベース領域(II)が、ドリル螺状部(2)の凹部(28)内に支持されていて、前記ドリルヘッド(4)のヘッド領域(I)の下面(21,22)が、ドリル螺状部(2)の端面側の端部(29)に載置されており、前記ドリルヘッド(4)が、ヘッド領域(I)に少なくとも2つのガイド面(15,16)を有している形式のものに関する。  (もっと読む)
(もっと読む)
チャックのための中間ブッシュおよびその製造方法
【課題】同心公差に関して、生産精度の高水準を可能にして、加えて、冷却剤流体漏れの危険度を減らすことを達成する。
【解決手段】中間ブッシュは、貫通穴の形をした中心クランプ穴(7)を有する円筒状本体(6a)を有し、チャックの中心受け口(4)に挿入されるべきものであって、本体(6a)は、中間ブシュ(6)の全長にわたってのびた外周面にそって配された幾つかの半径方向スロット(8)を有しており、スロット(8)が最大0.6mmの幅を有しており、外側の輪郭、スロット(8)および中間ブシュ(6)のクランプ穴(7)が、放電侵食され、本体(6a)が、その全長にわたって、その外面から内面までのびた貫通スロット(12)を有しているものである。
(もっと読む)
穴あけ工具
本発明の穴あけ工具は、第1ドリル刃先(2)および該ドリル刃先(2)に付設された少なくとも2つの前方切刃(4、5)と、第2ドリル刃先(3)および該ドリル刃先(3)に付設された少なくとも2つの後方切刃(6、7)とを備える。各前方切刃(4、5)から各後方切刃(6、7)迄切削溝(8、9)が連続的に延びている。該切削溝(8、9)は、前方ドリル刃先(2)に隣接する箇所(A)では非対称に、中央箇所(B)では対称に、後方ドリル刃先(3)に隣接する箇所(C)では非対称に形成されている。この穴あけ工具は、唯一の刃先を備えた工具と比べて2倍の実用寿命を持っている。  (もっと読む)
(もっと読む)
ホールカッタのための心軸及び関連する使用方法
心軸(10)が、ねじ山付き孔(16)と一対のピン孔(18)とを規定する外側表面を有するホールカッタ(12)のために設けられる。心軸本体(24)は、ホールカッタ(12)のためのねじ山付き端(26)と、心軸本体(24)の反対側に位置する一対のベアリング表面(36)とを有する。ピンリング(38)は、一対の駆動ピン(44)と、心軸本体(24)上のベアリング表面(36)に係合可能な一対のベアリング表面(46)を有する開口部(40)とを有する。
 (もっと読む)
(もっと読む)
ビルトイン式ドリル
【課題】芯振れが起こるのを防止できると共に、切削抵抗及び発熱を可及的に抑えて高精度な穴明け加工を実現すること。
【解決手段】チップ3は、外周面に先端部から基端方向に向かい径が小さくなるように傾斜して形成されたバックテーパが設けられる。バックテーパは、ドリル本体2の先端からシャンク部方向に向かうに従いドリル本体2の軸線となす角度が順次大きくなる複数段に形成され、例えばドリル本体2の先端側に配置される1段目テーパ部71と、2段目テーパ部72との二段に構成され、1段目テーパ部71の角度θに比較して2段目テーパ部72の角度θ1が大きくなる。
(もっと読む)
スローアウェイ式ドリル
【課題】 切削ヘッド部を確実に固着でき、穴加工精度と工具寿命を向上させる。
【解決手段】 切刃8を設けた切削ヘッド部5を工具本体2に着脱可能に嵌合する。切削ヘッド部5の嵌合部は、軸線方向に突出する軸部15の対向する側面にそれぞれ設けた連結面と、その外周に設けた段差部とを備える。工具本体2の受け部は、軸部を嵌合する凹部22内に対向して形成し軸部の各連結面にそれぞれ係合する当接面と、その外側に設け段差部18に嵌合して回転力を伝達する受け段部とを備える。工具本体の凹部22内の一対の当接面を分けるスリット部26を設ける。工具本体にスリット部26を貫通する径方向のねじ穴を形成し、締結ボルト30をねじ穴に締め込むことで切削ヘッド部5と固着する。
(もっと読む)
41 - 57 / 57
[ Back to top ]