
Fターム[3C037DD06]の内容
Fターム[3C037DD06]の下位に属するFターム
噴出箇所 (34)
Fターム[3C037DD06]に分類される特許
81 - 89 / 89
コイル状冷却チャネルを有する焼結ブランク
本発明は、所定の断面を有するとともに内部において渦巻き状に延びる少なくとも1つのチャネル(3)を備える完全円筒焼結ブランク(24)を連続製造する押出しプレス方法に関し、ブランク(24)を形成する可塑性材料(12)は、ほぼ円形円筒の形状、好ましくは内部が滑らかなパイプの形状で、押出しプレス(10)の出口側面上のノズル(DZ)の口から押し出される。ほぼ捻れのない方式でノズルの口金(DM)から出る可塑性材料は、ノズル(18)のガジオン上の安定位置において維持される少なくとも1つの渦巻き状捻れピン(400、420)の軸に沿って流れる。前記ピンは、ノズルの口金(DM)において少なくとも部分的に突出する。本発明によれば、冷却チャネルの形状の構築が困難である場合でも、高精度の完全円筒焼結ブランクを製造することができる。該方法は、ピン(40、420)が回転せず、ノズルの口(DM)内の可塑性材料(12)がピン(40、420)の渦巻き形状に対応する捻れフローにおいて変位され、ピン(400、420)が任意の湾曲変形を実質的に受けないように、可塑性材料(12)の回転運動が材料の外周上において係合するノズルの口(DM)の回転駆動部分(140)によって支持されることを特徴とする。  (もっと読む)
(もっと読む)
深穴用ドリル
ドリルヘッド(1)、シャンク(2)、クランプ要素(3)の3部分から構成される深穴用ドリルに関する。ドリルヘッド(1)及びシャンク(2)には少なくとも1個の好適には真直の加工溝(5)が設けられる。ドリル加工を改良された送り速度でより経済的に実施できるように、シャンク(2)は超硬合金から構成される。ドリルヘッド(1)はシャンク(2)の超硬合金とは異なる超硬合金から構成される。  (もっと読む)
(もっと読む)
穿孔工具を製造するための管状のブランク、ブランクの製造方法および穿孔工具の製造方法
本発明は、穿孔工具を製造するための管状のブランク(22)であって、切屑溝(12)と冷媒管路とが形成される非切削成形可能な成形部(26)を有し、完成した穿孔工具に、工作機械に締め付け固定させるためのシャンクと、刃を備えた穿孔工具ビット部(20)とを装着可能な前記管状のブランクに関する。強度および成形に対する条件に適合させるため、管状のブランク(22)は、成形部(26)のシャンク側の端部に配置され、成形部(26)と一体に結合される締め付け固定部(16)を有し、その管壁厚は成形部(26)の領域での管壁厚よりも厚い。本発明は、ブランクの製造方法および穿孔工具の製造方法にも関わる。 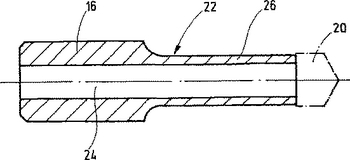 (もっと読む)
(もっと読む)
ガンドリル
ガンドリル(20)は、シャンク(24)に取外し可能に固定されたカッター(22)を備え、共通の縦方向軸(A)を有し、さらに、結合する外周面を備える。シャンク結合部(78)は、シャンクの前端に形成された前方に先細りになるシャンク固定面(86)を備え、カッター結合部(58)は、カッターの後端に形成された前方に先細りになるカッター固定面(68)を備える。シャンク結合部とカッター結合部は、180°よりも大きな周辺結合角Φにわたって延びている。シャンク後面の前にカッター前面を位置付け、カッター結合部をシャンク結合部の中に回転軸Aに対して横向きに滑動可能に挿入し、さらに、カッター結合部とシャンク結合部が同軸を有して噛み合うように、カッターをシャンクに対して回転方向Rと反対方向に回転させることによって、シャンクとカッターは組み立てられる。  (もっと読む)
(もっと読む)
クーラントホール付き小径ドリル

【課題】刃径4.0mm以下の小径オイルホール付ドリルにおいて、ランド部という狭い部分に配置される流体供給用の貫通孔の径が小さいことに起因するシャンク部での圧力損失を低減する、クーラントホール付き小径ドリルを提供する。
【解決手段】ドリル内部にシャンク部後端から刃先近傍まで切削油剤或いは切削ミスト或いはエアー等の流体を供給する流体供給用の貫通孔を有し、該貫通孔は、シャンク部で、シャンク端より、シャンク径の0.4倍〜0.7倍、シャンク長さの0.01倍〜0.8倍のクーラント溜のスペースを設け、該クーラント溜から刃先迄をスパイラルに設けたクーラントホール付き小径ドリルである。
(もっと読む)
穴あけ工具
本発明の穴あけ工具は、第1ドリル刃先(2)および該ドリル刃先(2)に付設された少なくとも2つの前方切刃(4、5)と、第2ドリル刃先(3)および該ドリル刃先(3)に付設された少なくとも2つの後方切刃(6、7)とを備える。各前方切刃(4、5)から各後方切刃(6、7)迄切削溝(8、9)が連続的に延びている。該切削溝(8、9)は、前方ドリル刃先(2)に隣接する箇所(A)では非対称に、中央箇所(B)では対称に、後方ドリル刃先(3)に隣接する箇所(C)では非対称に形成されている。この穴あけ工具は、唯一の刃先を備えた工具と比べて2倍の実用寿命を持っている。  (もっと読む)
(もっと読む)
切れ刃を有するドリルボディ
本発明は、中心軸(C)の回りを回転可能であり、内部の切り屑を排出するために配置され、ドリルボディの前端及び後端で開口する挿通チャンネル(2)を備えた切れ刃を有するドリルボディ(1)に関する。前側チャンネルの開口には、残部に一体形成された多数の切れ刃(9)が含まれるブリッジ(8)が跨っており、ドリルボディの回転方向からみて前側部分に、チャンネルに対する切り屑インレットが存する。  (もっと読む)
(もっと読む)
切れ刃を有するドリルボディ及びその製造方法並びにそのドリルボディを備える穴明け工具
第1の態様において、本発明は、深穴加工に適用され、中心軸(C)の回りを回転可能である切れ刃を有するドリルボディ(1)に関する。ドリルボディは、前端及び後端が開口し、内部の切り屑を排出するために配置された挿通チャンネル(2)を備える。本発明の特徴は、一枚以上の切れ刃(4)がボディの残部に一体形成され、より詳細には、超硬合金やサーメットから作られている。第2の態様において、本発明は、このようなドリルボディの製造方法に関する。第3の態様において、本発明は、深穴加工用の穴明け工具に関する。  (もっと読む)
(もっと読む)
スローアウェイ式ドリル

【課題】 切削ヘッド部を確実に固着でき、穴加工精度と工具寿命を向上させる。
【解決手段】 切刃8を設けた切削ヘッド部5を工具本体2に着脱可能に嵌合する。切削ヘッド部5の嵌合部は、軸線方向に突出する軸部15の対向する側面にそれぞれ設けた連結面と、その外周に設けた段差部とを備える。工具本体2の受け部は、軸部を嵌合する凹部22内に対向して形成し軸部の各連結面にそれぞれ係合する当接面と、その外側に設け段差部18に嵌合して回転力を伝達する受け段部とを備える。工具本体の凹部22内の一対の当接面を分けるスリット部26を設ける。工具本体にスリット部26を貫通する径方向のねじ穴を形成し、締結ボルト30をねじ穴に締め込むことで切削ヘッド部5と固着する。
(もっと読む)
81 - 89 / 89
[ Back to top ]