
Fターム[3C038CB08]の内容
スパナ、レンチ、ドライバーの細部、付属具 (2,087) | 締付力制御手段(制御手段) (169) | 制御手段が装置本体と別体のもの (15)
Fターム[3C038CB08]に分類される特許
1 - 15 / 15
インパクト回転工具
【課題】より正確なトルクでの締め付けを行うことができるものとする。
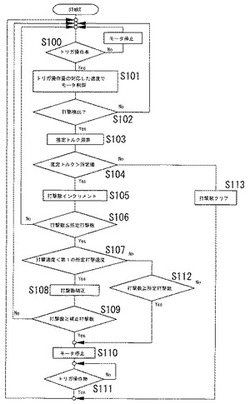
【解決手段】モータ出力によって出力軸に打撃衝撃を加えるインパクト機構と、該インパクト機構による打撃を検出する打撃検出手段21と、モータの回転数を検出する回転角検出手段22と、打撃検出手段で得られる打撃のタイミングと回転角検出手段によるモータ回転角とから打撃速度を算出する打撃検出手段24と、前記打撃検出手段で検出された打撃数をカウントして所定打撃数になればモータを停止させる制御手段10とを備え、制御手段は打撃速度検出手段で得られた打撃速度が所定打撃速度以下であるときに不足打撃数を補正する。さらに不足打撃数の補正量を調整するための調整部15を備える。
(もっと読む)
ボルト軸力管理システム

【課題】ボルトの締付施工時におけるボルトの軸力管理を行うことが可能なボルト軸力管理システムを提供する。
【解決手段】歪センサと軸力検出部とをボルト内部に配備した軸力管理ボルトと、軸力検出部で検出された軸力をデータ化して記録し無線送信する軸力記録、送信部と、軸力検出部と軸力記録、送信部とを接続する接続部を有する締付管理レンチと、無線送信された軸力のデータを受信し表示する無線受信モジュールとから成り、締付管理レンチを介して軸力検出部と軸力記録、送信部とが接続され、且つ、締付管理レンチにより軸力管理ボルトが締付けられ、歪センサが締付けられた軸力管理ボルトの軸力を電気信号に変換し、軸力検出部が変換された電気信号を検出して出力し、軸力記録、送信部が当該出力をデータ化して無線送信し、無線受信モジュールが送信された軸力のデータを受信して表示し、軸力管理ボルトの締付状態を検査する。
(もっと読む)
締付データ管理システム、締付管理装置および締付工具
【課題】一本の電子式トルクレンチ等の締付工具で異なるセットトルク値の締付部材を連続的に締付できる締付データ管理システムの提供。
【解決手段】締付部材5の締付トルクがセットトルク値に達すると締付データを送信する締付部材を締付ける締付工具1と、前記締付工具1から送信される締付データを有線または無線で受信すると次に締付ける締付部材のセットトルク値を前記締付工具1に送信する締付管理装置30と、により構成する。
(もっと読む)
インパクト式ねじ締め装置
【課題】
限られたスペースに効率よく回路基板を配置し、小型、軽量化を図ったインパクト式ねじ締め装置を提供する。
【解決手段】
モータ3と、モータ3の回転を制御する回転制御回路(7a)と、モータによって駆動されるインパクトユニット4と、先端工具が装着される出力軸5と、これらを収容するハウジングを有するインパクト式ねじ締め装置において、ハウジングは、モータとインパクトユニットを収容する胴体部6a、胴体部6aから略鉛直方向に延在して作業者が把持するためのグリップ部6bと、グリップ部6bの先端に設けられる回路基板収納部6cを有し、回路基板収納部に、複数の回路基板を分割面と鉛直方向に並べて配置するようにした。分割されるハウジングのそれぞれの側には、回路基板を保持する保持部21a〜21cが形成される。
(もっと読む)
ネジの締付管理システム
【課題】トルクレンチから送信されるトルク情報を管理装置で確実に受信させることで、ネジの締付状態を適正に管理する。
【解決手段】トルクレンチ2からネジに作用するトルク情報I1を管理装置3に送信し、管理装置3で受信したトルク情報I1に基づいてネジの締付状態を管理するネジの締付管理システムであって、管理装置3が、通信可能状態にあることを示す通信確認情報I2を送信し、トルクレンチ2が、通信確認情報I2を受信してからトルク情報I1を管理装置3に送信するように構成した。
(もっと読む)
ネジの締付管理システム
【課題】航空機の組立工程において、作業者一人でも信頼性の高いネジの締付作業を実現して航空機の組立コストの低廉化を図ると共に、ネジの締付作業の効率化を図る。
【解決手段】ネジの締付管理システム1であって、航空機の構成部品2に付された識別コード3毎に対応したネジの設定トルク値のデータが格納された管理装置4と、識別コード3を読取って管理装置4に無線送信してデータの中から対応した設定トルク値を取込む携帯情報端末5と、取込まれた設定トルク値でネジを締付ける手動式トルクレンチ6とを備える。手動式トルクレンチ6はネジに作用するトルク情報を検知して管理装置4に無線送信するトルク検知手段6aを有する。管理装置4はトルク情報に基づいて設定トルク値までネジが締付けられた否かを判断し、締付けられたと判断したときに締付完了情報を携帯情報端末5に無線送信してネジの締付完了を報知する判断手段4bを有する。
(もっと読む)
トレーサビリティの取れる無線式トルク工具装置
【課題】ボルトの締付けがどのトルク工具によって行なわれたかが確実に特定可能なトルク工具装置を提供することを目的とする。さらに、トルク工具からトルクの標準までのトレーサビリティがとれるトルク工具装置を提供することを目的とする。
【解決手段】トルクレンチ1はボルトの締付けを行うと、トルクレンチ1の製造番号と測定トルク値などの締付けデータをセットで処理端末20に送信する。処理端末20は製造番号と締付けデータを外部接続機器30に送信し、外部接続機器において締付けデータや締め付けたボルト等のデータが製造番号ごとに記録される。これにより、締め付けられたボルトからトルクレンチ1を特定し、トレーサビリティを保持できる。
(もっと読む)
トルク工具装置
【課題】トルク工具において、締付け作業時に締め付け以外の操作を必要とせず迅速に作業が可能であるとともに、締付けが適切に行なわれたか否かの判定を瞬時に行うことで、連続した締付け作業が行うことができるトルク工具装置を提供することを目的とする。
【解決手段】ボルト等を締付けたトルク値を測定し、その測定トルク値を無線通信手段により送信可能なトルク工具1と、測定トルク値を受信してそのトルク値が適切であるか否かの判定を行う情報処理手段を有する情報処理端末20とで構成されるトルク工具装置により、トルク工具1には合否判定のために装置を備える必要が無く軽量化可能であり、処理端末20により瞬時に合否判定が行われるため、トルク工具1による締付けを連続して行うことができる。
(もっと読む)
トルク工具装置
【課題】トルク工具において、締付け作業時に締め付け以外の操作を必要とせず迅速に作業が可能であるとともに、締付けが適切に行なわれたか否かの判定を瞬時に行うことで、連続した締付け作業が行うことができるトルク工具装置を提供することを目的とする。
【解決手段】ボルト等を締付けたトルク値を測定し、その測定トルク値を無線通信手段により送信可能なトルク工具1と、測定トルク値を受信してそのトルク値が適切であるか否かの判定を行う情報処理手段を有する情報処理端末20とで構成されるトルク工具装置により、トルク工具1には合否判定のために装置を備える必要が無く軽量化可能であり、さらにISMバンドの周波数帯を利用して無線通信を行うことにより、瞬時に判定結果を送受信可能となるため、トルク工具1による締付けを連続して迅速に行うことができる。
(もっと読む)
ネジ締め検出システム
【課題】ネジ締め順番の異常を判定し、かつネジ締め終了時のトルクを検出することが可能であるネジ締め検出システムを提供する。
【解決手段】複数のネジ孔5・5を有するワーク3をセットするセット治具1と、ネジ孔5・5にネジを締め付ける電動ドライバ4と、セット治具1の回転を規制する位置に設けた荷重検出手段と、複数の支持ピン6・6とを備え、セット治具1には、セットされたワーク3のネジ孔5の直下の対向する位置に挿入孔10が形成され、電動ドライバ4によりネジ孔5に対してネジ締めを行う場合に、前記挿入孔10に支持ピン6を挿入して、該支持ピン6によりセット治具1を回転可能に支持し、電動ドライバ4動作時にネジ締め回転方向に発生するセット治具1の回転力を、ロードセルにより検出して、所定のトルクでネジ孔5に対してネジ締めが行われているかどうかを判断することにより、ネジ締め順番異常及びネジ締め終了を検出する。
(もっと読む)
電動工具制御システム
【課題】センター装置と電動工具との間の通信をネットワーク経由で確実に行うことができる電動工具制御システムを提供する。
【解決手段】電動工具1をホルダー3に保持させると、ホルダー3のマイクロスイッチ35がオンして、センター装置2へ接点オン信号が送信される。接点オン信号を受信したセンター装置2の制御部201は、ホルダー3に電動工具1が置かれたことを検知し、ネットワーク4、ホルダー3を介して電動工具1へ情報要求信号を送信する。電動工具1は、電動工具1の識別番号や、電池104の識別番号とともに、前回保持されたときから今回保持されたときまでに検出されたモータ102の回転数、トルク、累積駆動時間を記憶部109から読み出し、ネットワーク4、ホルダー3を介してセンター装置2へ送信する。
(もっと読む)
締付データ管理システム、締付データ管理装置及び締付工具
【課題】 締付部材の締め忘れや締め付け不良を防止できる締付データ管理システム、締付データ管理装置及び締付工具を提供することにある。
【解決手段】 締付データ管理装置4のモニタ16に、トルクレンチから順次受信したトルクデータによるトルク計測値をその都度表示してゆきトルク計測値全てを一覧表示するようにした。従って、締付データ管理装置4では、トルクレンチ2から受信したトルクデータによるトルク計測値の全てをリアルタイムで一覧表示させてゆくことにより、トルクレンチ2で締め付け作業を終えた複数のボルト全ての締め付け状態を作業者に対して一段と容易に、かつ瞬時に確認させることができ、かくしてボルトの締め忘れや締め付け不良を防止できる。
(もっと読む)
トルクコントロールレンチにおけるねじ締付作業の管理装置
【課題】各々のねじの締付品質の管理を高い精度で行うことができるトルクコントロールレンチにおけるねじ締付作業の管理装置を提供すること。
【解決手段】エアーモータ13と、このエアーモータ13により駆動され、打撃トルクを出力軸15に与える油圧打撃トルク発生装置14と、ねじ締付トルクが所定値に達したことを感知してレンチの作動を停止する作動停止機構2とを備えたエアーモータ式トルクコントロールレンチ1において、エアーモータ13を作動する高圧空気のエアーモータ13への供給位置における圧力を検知する圧力センサ3を設け、この圧力センサ3により油圧打撃トルク発生装置14の打撃トルクに対応して生じる高圧空気の圧力の変化を検出し、この高圧空気の圧力の変化から打撃トルクの発生回数を測定する。
(もっと読む)
自動ねじ締め機
【課題】ねじの締付け時における衝撃トルクの発生の有無・大きさを正確に検出することができる自動ねじ締め機の提供。
【解決手段】本発明は、ACサーボモータ30の駆動を受けて回転するドライバビット31と、このドライバビット31に作用するねじの締付トルクに応じた原トルク信号を発するトルクセンサとを備える。トルクセンサの発する原トルク信号は、それぞれ異なる遮断周波数に設定された複数のフィルタを通される。この結果、異なる周波数成分で構成された複数のトルク信号を得ることができ、このトルク信号またはこれから得られるトルク値を、これらの乖離率等を用いて比較することにより、衝撃トルクの発生の有無を判別することができる。
(もっと読む)
ねじ込み接続を形成するための方法及び装置
本発明は、所定のトルクに達するとねじ締付けのねじ込み動作を終了させるカットオフねじ回し(10)によってねじ込み接続を形成する方法に関する。本発明によれば、作業動作に相当するデータをカットオフねじ回し(10)内で算出し、外部の監視ユニット(20)に伝達するようにすることが提案されている。また、本発明によれば、この方法を実施するための装置、並びにカットオフねじ回しが提案されている。 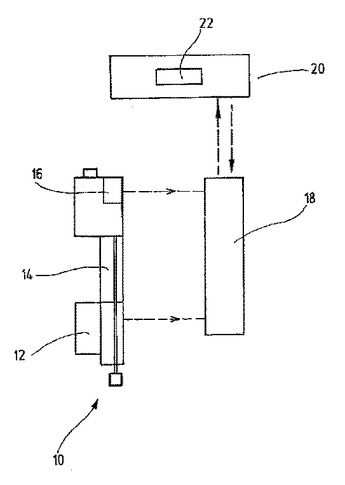 (もっと読む)
(もっと読む)
1 - 15 / 15
[ Back to top ]